Many buyers ask me for a laser cutter by wattage, then they find that high power alone does not protect cut quality or uptime. This can create costly delays when one overlooked system part fails.
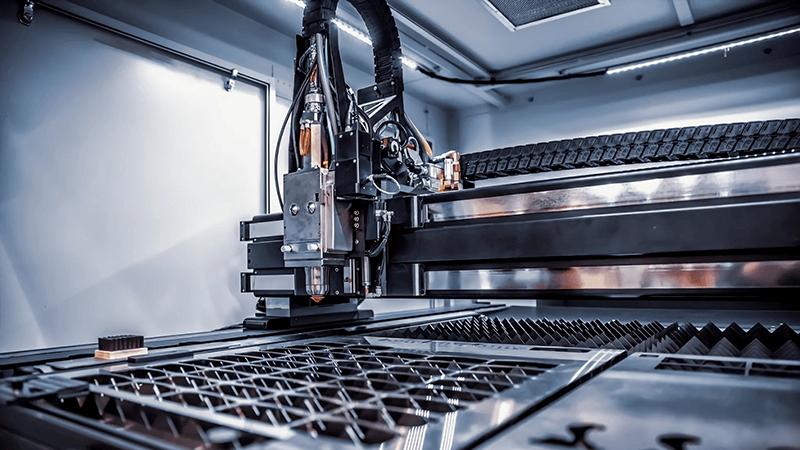
A fiber laser cutting machine is a linked production system. I look at the laser source, cutting head, optics, machine bed, servo drives, CNC controller, chiller, assist-gas delivery, fume extraction, and safety enclosure together, because one weak part can reduce cut quality, speed, and uptime.
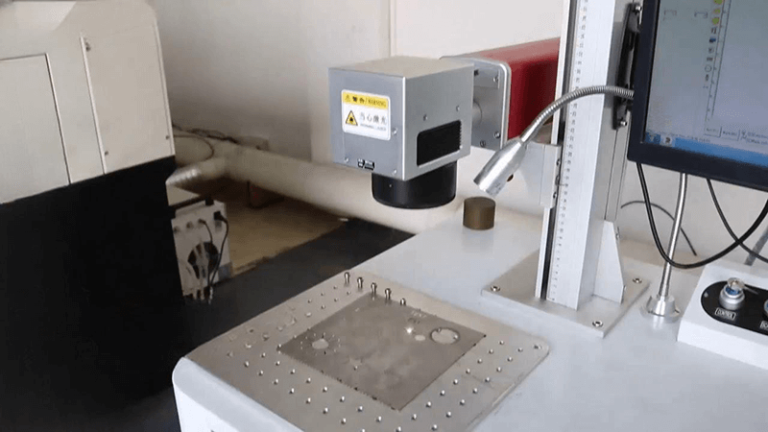
At Kirin Laser, I make fiber laser cutting machines and provide OEM solutions for distributors who need a reliable system, not only a high-wattage label. I also build laser welding, cleaning, and marking equipment, so I see the same rule in every product line: stable results come from matched parts working as one machine. Precision in Every Beam starts with the full system.
What Are the Main Components and Parts of a Laser Cutter?
Buyers often compare laser-source brands first, but I see many projects fail because the buyer ignores gas flow, cooling capacity, motion quality, or service access. A strong source cannot correct a weak system around it.
I divide a fiber laser cutter into eight working groups: laser generation, beam delivery and cutting head, machine frame and motion, CNC control, cooling, assist gas, extraction, and safety protection. I specify these groups as one package, because they affect each other during every cut.
I Start With the Laser Path
The laser source creates the fiber laser beam. The fiber cable then sends that beam to the cutting head. Inside the head, collimation and focus optics shape the beam for the material surface1. The autofocus system sets the focal position. The nozzle directs assist gas into the cut zone.
I do not treat these parts as separate shopping items. The source needs a compatible cutting head. The head needs clean optics and correct nozzle alignment. The nozzle needs stable gas pressure. When one of these points is wrong, I may see rough edges, dross, unstable piercing, or slow cutting2 even when the source power looks correct on paper.
I Check Motion, Control, and Cooling Together
The bed gives the machine its base. The gantry, rails, racks, gearboxes, and servo motors move the cutting head across the sheet. The CNC controller reads the cutting file and sends commands to the axes, laser source, gas valves, and height sensor. The chiller keeps the source and head within their working temperature range.
| System group | Main parts I review | What I protect |
|---|---|---|
| Laser generation | Fiber source, delivery fiber, electrical cabinet | Stable beam output |
| Cutting system | Cutting head, lenses, nozzle, height sensor | Focus and edge quality |
| Motion system | Bed, gantry, rails, racks, servos | Accuracy and repeatability |
| Control system | CNC, nesting software, sensors, wiring | Correct machine response |
| Process support | Chiller, compressor, nitrogen or oxygen line | Stable long-run cutting |
| Shop protection | Extraction, filters, enclosure, interlocks | Operator and machine safety |
I once worked with a distributor whose end customer thought the laser source was the whole machine. When the cut edges became rough, the customer kept blaming the source. I reviewed the machine setup with the distributor and found a weak gas system and an undersized chiller. The source was not the real problem. After we explained the whole machine composition, the distributor stopped selling wattage alone. They began selling uptime, support, and a complete process package.
I Also Plan for the Parts That Keep the Machine Running
I ask about the electrical supply, compressed-air quality, assist-gas source, sheet-loading method, and space for filter service before I confirm a configuration. These details are not add-ons in my view. They decide whether the machine can run a full shift without repeated stops.
At Kirin Laser, I want an OEM buyer to see the full system before a container leaves our factory. I can match the bed size, laser power, head type, controller language, branding, and support documents to the local market. I do this because a laser cutter earns trust only when every core part works together on the customer’s floor.

Which Material Should You Never Cut in the Laser Cutter?
A risky material can damage a machine, create dangerous fumes, and put an operator at risk in seconds. I do not let a buyer assume that every sheet or plastic marked “cuttable” is safe for a fiber laser cutter.
I never approve PVC or vinyl for laser cutting. I also require a material review before cutting unknown plastics, halogenated materials, coated sheets, painted parts, or products with hidden adhesive layers, because heat can release harmful fumes and may attack machine parts.
I Treat PVC and Vinyl as a Clear Stop Sign
PVC and vinyl can release hydrogen chloride when they are heated by a laser.3 This creates a serious air hazard, and it can also cause corrosion inside the cutting area, extraction path, and nearby machine parts4. I do not try to solve this by opening a door or adding a small fan. I treat it as a material that should not enter the laser-cutting workflow.
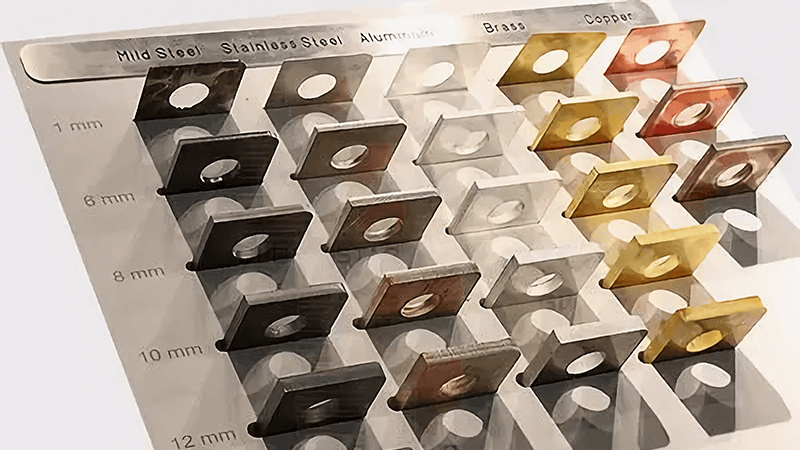
A fiber laser cutting machine is mainly designed for metal work. It can process many metals well, but that does not mean it should become a test tool for every nonmetal material in a shop. A distributor protects its brand when it gives customers clear material limits before installation.
| Material or condition | My decision | Why I make that decision |
|---|---|---|
| PVC and vinyl | Never cut | Hazardous fumes and corrosion risk |
| Unknown plastic | Do not cut before review | The composition may be unsafe |
| PTFE or fluorinated materials | Do not cut without specialist review | Heating can create hazardous fluoride compounds |
| Painted or coated metal | Review coating and extraction first | Coatings can create harmful fumes |
| Adhesive-backed sheet | Review the adhesive first | Adhesives can smoke, burn, or contaminate optics |
| Clean steel, stainless steel, aluminum | Process after normal setup checks | These are common fiber laser applications |
I Ask for Material Facts Before I Set Parameters
I ask the customer for the material name, alloy, thickness, coating type, and safety data sheet. I also ask what oil, paint, film, or protective layer sits on the surface. This step may feel slow at the start, but it prevents a much bigger issue later.
I also make sure that the machine has proper local extraction and filtration for the approved materials. Extraction is not a license to cut unsafe products. It is a control for the fumes created by materials that the process has already approved. I want the extraction path, filter choice, and maintenance plan to match the real mix of work in the shop.
I Build Safety Into the Sales Process
I advise distributors to include a material acceptance sheet in every quotation and operator training package. The sheet can state what materials the machine is built to cut, what materials need review, and what materials are not allowed. This gives the sales team a clear answer when an end user asks for a fast test on an unknown product.
At Kirin Laser, I also include safety devices such as enclosure protection, door interlocks, emergency stops, and warning labels in the complete machine plan. Still, safe operation depends on the operator, the approved material, the exhaust system, and local rules. I tell my partners that no one should make a material decision based only on a quick online video.

Is a Laser Cutter Environmentally Friendly?
Many buyers want to call a laser cutter green because it is precise and fast. I understand that goal, but I do not make that claim without looking at energy use, gas use, fume control, scrap rate, and the full production plan.
I see fiber laser cutting as a cleaner and more material-efficient option than many older cutting methods when it is set up well. It can reduce scrap, avoid cutting oils in many jobs, and limit tool waste, but it still uses electricity and assist gas and it still needs responsible fume control.
I Look Beyond the Finished Part
Precision can reduce waste. When I use good nesting5, I place parts closer together and use more of each sheet. When I use stable cutting parameters, I create fewer rejected parts. When I keep nozzles, lenses, and motion parts in good condition, I avoid rework caused by poor edge quality.
Laser cutting can also remove some physical tooling needs. A shop may avoid making a separate hard tool for each simple shape. It may also avoid some cutting fluids that other processes use. These points can lower waste, but I still count the power that runs the source, chiller, servos, extraction unit, and gas system.
| Area I measure | Better practice | Result I expect |
|---|---|---|
| Sheet use | Use nesting and common-line cutting where suitable | Less offcut and lower scrap cost |
| Power use | Match power to material and avoid long idle time | Lower unnecessary electricity use |
| Assist gas | Set pressure and nozzle size correctly | Less gas waste and more stable cuts |
| Fume handling | Use correct extraction, filters, and service checks | Cleaner shop air and controlled residues |
| Machine life | Maintain optics, chillers, and motion parts | Fewer replaced parts and less downtime |
| Scrap handling | Sort clean metal scrap for recycling | Better material recovery |
I Do Not Ignore Fumes and Filter Waste
Every thermal cutting process creates byproducts. Metal dust, smoke, and coating fumes need to be captured and handled correctly. I see this as part of the environmental decision, not as a separate facility issue. A machine with poor extraction may still make accurate parts, but it does not support a responsible production area.
I also tell buyers to plan for filter changes and waste handling. Used filters can hold collected dust and residues.6 The customer should follow local requirements for testing, storage, and disposal. I do not promise that a laser cutter has zero emissions. I help customers lower waste and manage the output they cannot avoid.
I Help Buyers Make a More Honest Green Claim
I suggest that distributors speak about efficiency, precision, reduced scrap, and controlled extraction instead of using broad green claims. This builds more trust with industrial buyers. A procurement manager can compare actual sheet yield, electricity use per job, gas consumption, rejected-part rate, and filter-service cost.
At Kirin Laser, I can help OEM partners choose a machine size and power level that fit the work they expect. An oversized machine can create higher capital cost and unnecessary energy use. A correctly matched machine supports a more efficient production plan. For me, that is the practical meaning of environmentally friendly laser cutting.
Is Laser Cutting Considered CNC?
Some buyers see a laser cutter as only a beam tool, and others see it as only a CNC table. Both views miss the full picture. The beam does the cutting, but the CNC system gives the beam a repeatable path and process logic.
Yes, I consider an automated fiber laser cutting machine a CNC machine. The CNC controller uses digital instructions from CAD/CAM and nesting software to coordinate the gantry axes, laser output, cutting head height, pierce settings, and assist gas during a programmed cutting job.
I See CNC as the Machine’s Decision Layer
CNC means computer numerical control.7 In a fiber laser cutter, the controller turns digital part data into motion and process commands. I load or receive a design file. The CAM and nesting system prepares the toolpath. Then the controller moves the axes and applies the selected cutting settings.
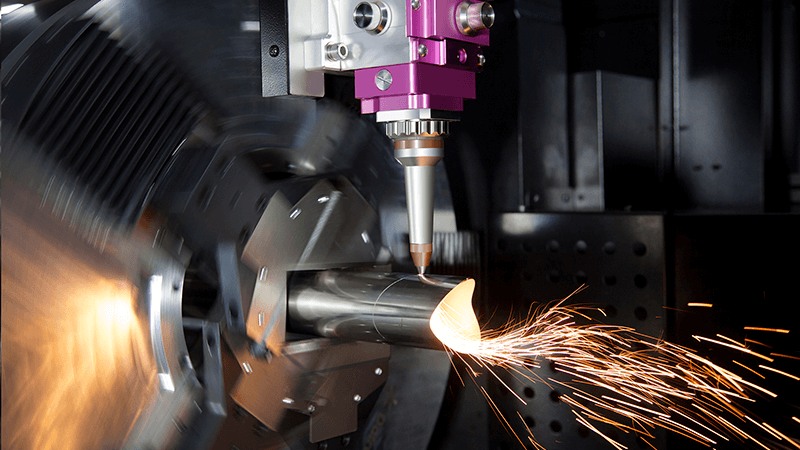
The machine does not simply move from point A to point B. It can control acceleration, corner behavior, lead-ins, pierce points, power changes, gas timing, and height following. This is why the CNC controller has a direct effect on part accuracy, cycle time, and edge condition.
| CNC step | What I use | What the machine controls |
|---|---|---|
| Design | CAD drawing | Part shape and dimensions |
| Preparation | CAM and nesting software | Toolpath, layout, and cutting order |
| Setup | Material library and process parameters | Power, gas, focus, speed, and pierce values |
| Execution | CNC controller and servo system | Axis movement, laser commands, sensor response |
| Verification | Operator checks and production data | Repeatability and process improvement |
I Separate CNC Cutting From Simple Laser Use
I use the term CNC when a computer controller drives the cutting process through programmed coordinates and settings. A handheld laser tool or a manual positioning device is not the same type of CNC system. A true CNC fiber laser cutter uses coordinated mechanical motion, feedback sensors, and software-controlled process rules.
This matters for OEM buyers because CNC features affect the value they can offer. A good controller can simplify operator training, support material libraries, allow remote diagnosis, and make repeat orders easier. It can also support different languages and local workflow needs. These details help a distributor serve both small job shops and larger metal fabricators.
I Build the CNC Package for the Local Market
At Kirin Laser, I discuss control software, language options, nesting needs, remote support, and training before I finalize an OEM machine. I do not assume that every buyer needs the same screen layout or software workflow. A distributor may need its own logo on the interface, local documentation, or a set of standard materials for its customer base.
I also explain that CNC does not remove the need for skilled people.8 The operator still needs to check material condition, nozzle wear, gas quality, focus settings, and the first finished part. CNC makes the process repeatable. Skilled setup and maintenance make that repeatability useful over time.
Conclusion
I see a fiber laser cutting machine as a complete CNC production system, not only a laser source. The source, cutting head, motion bed, CNC, chiller, gas line, extraction unit, and safety parts must work together. I never approve PVC or vinyl for laser cutting, and I review unknown or coated materials before a test. I also describe environmental value in a practical way: less scrap and less tooling waste can help, but energy, gas, fumes, filters, and recycling still matter. At Kirin Laser, I help OEM partners sell reliable uptime, safe processes, and a system that fits the real work.
-
"Raytools BT210S 1500W Fiber Laser Cutting Head", https://www.edmundoptics.com/knowledge-center/application-notes/optics/laser-beam-shaping-overview/?srsltid=AfmBOoqQrRlwrEkHCVtyX9eOQBTPryewnko3ndTL0bClVm78flWPyZjr. A laser-processing optics reference explains that collimating optics reduce beam divergence and focusing optics form the working spot on the material, supporting the stated function of these elements in a cutting head. Evidence role: mechanism; source type: education. Supports: Collimation and focusing optics in the cutting head shape the laser beam for interaction with the material surface.. Scope note: The source may describe laser cutting optics generally rather than the exact cutting-head design used in every fiber laser machine. ↩
-
"Laser Cutting: A Review on the Influence of Assist Gas - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC6337310/. Experimental studies of laser cutting report that process variables such as focal position, gas pressure, nozzle condition, and cutting speed influence edge roughness, dross formation, piercing stability, and achievable cutting speed. Evidence role: expert_consensus; source type: paper. Supports: Incorrect optical, gas, cooling, or alignment conditions can lead to cut-quality and productivity problems such as rough edges, dross, unstable piercing, or slow cutting.. Scope note: Such studies usually test selected materials, thicknesses, and laser powers, so they support the general relationship rather than proving every listed defect in every setup. ↩
-
"Accident Report Detail | Occupational Safety and Health ... - OSHA", https://www.osha.gov/ords/imis/accidentsearch.accident_detail?id=14489678. Authoritative laser-safety and polymer-decomposition references state that PVC can produce hydrogen chloride when thermally decomposed, supporting the exclusion of PVC/vinyl from laser cutting workflows. Evidence role: mechanism; source type: government. Supports: PVC and vinyl can release hydrogen chloride when heated by a laser.. Scope note: Most sources discuss thermal decomposition, combustion, or laser cutting generally; they may not test every PVC/vinyl formulation under the exact machine conditions described. ↩
-
"Hydrogen chloride - NIOSH Pocket Guide to Chemical Hazards - CDC", https://www.cdc.gov/niosh/npg/npgd0332.html. Safety and materials references describe hydrogen chloride as corrosive and capable of forming hydrochloric acid in moist air, providing a basis for concern about corrosion in laser enclosures and exhaust paths. Evidence role: mechanism; source type: government. Supports: Hydrogen chloride from heated PVC/vinyl can contribute to corrosion in the laser cutting area, extraction path, and nearby machine parts.. Scope note: This supports the corrosive mechanism of hydrogen chloride exposure; it does not quantify corrosion rates for a specific laser machine or extraction design. ↩
-
"Cost Optimization in Sheet Metal Manufacturing by ... - DSpace@MIT", https://dspace.mit.edu/handle/1721.1/152646. Research on two-dimensional cutting-stock and nesting problems describes nesting as arranging parts on stock material to improve material utilization and reduce trim loss or scrap. Evidence role: mechanism; source type: paper. Supports: Using good nesting can place parts closer together and use more of each sheet, reducing waste.. Scope note: The source would support the general mechanism of nesting reducing offcut; actual savings depend on part geometry, sheet size, kerf, and production constraints. ↩
-
"Hazardous Waste Characteristics", https://www.epa.gov/hw-sw846/hazardous-waste-characteristics. Hazardous-waste and industrial-air-filtration guidance notes that collected dusts and spent filters may contain captured contaminants and therefore may require characterization before storage, recycling, or disposal. Evidence role: general_support; source type: government. Supports: Used filters from laser-cutting extraction systems can hold collected dust and residues that may require proper testing, storage, and disposal.. Scope note: The support is contextual: whether a used filter is regulated waste depends on the material cut, coatings, local law, and analytical test results. ↩
-
"CNC (disambiguation) - Wikipedia", https://en.wikipedia.org/wiki/CNC_(disambiguation). A standard technical definition identifies CNC as computer numerical control, in which a computer controls machine-tool motion through numerical instructions. Evidence role: definition; source type: encyclopedia. Supports: CNC means computer numerical control.. ↩
-
"Computer Numerically Controlled Tool Operators", https://www.bls.gov/oes/2023/may/oes519161.htm. Manufacturing workforce and machining references note that CNC equipment automates programmed operations but still requires trained personnel for setup, monitoring, inspection, and maintenance, supporting the distinction between automation and full elimination of operator skill. Evidence role: expert_consensus; source type: government. Supports: CNC does not remove the need for skilled people.. Scope note: This evidence supports the general principle for CNC manufacturing and may not quantify skill requirements for the specific machines discussed in the article. ↩