Many buyers know they need permanent part identification. But they do not always know which marking method fits their material, speed, and budget. A wrong choice can create weak codes, poor contrast, and hidden production costs.
Laser marking is a non-contact process that uses a focused laser beam to change the surface of a material. It can create permanent serial numbers, QR codes, logos, barcodes, and product data without ink, labels, or cutting tools.
At Kirin Laser, I do not see laser marking as a simple decoration process. I see it as a controlled surface change. A laser marking machine helps a factory build clean traceability, stable branding, and reliable production data. When I talk with distributors or procurement managers, I always ask one simple question first: do you only want a mark, or do you want a mark that protects your production system?
A laser marking machine uses a laser source, a beam delivery system, a scanner head, a lens, and control software. The software sends the marking file to the system. The scanner guides the beam across the surface. The laser energy reacts with the material. It may darken the surface, change color, foam plastic, remove coating, or create a shallow texture. The machine does not need ink. It does not touch the part. It does not need a tool bit. This is why many factories use it for metal parts, plastic housings, tools, electronics, medical parts, auto components, packaging, and custom branding.
I once worked with a factory that still used stickers for serial numbers. Heat, oil, and daily handling made the stickers peel off. The tracking records became messy. After switching to a laser marking machine, each code stayed clean and permanent. Their team saved time, reduced rework, and trusted every part record again. That is the real value of laser marking. It turns a small mark into a useful production asset.
What is the difference between laser marking and laser engraving?
Many buyers use “marking” and “engraving” as the same word. But this can lead to the wrong machine choice. If the process is too deep, the part may be damaged. If the process is too light, the code may not last.
Laser marking changes the surface appearance with little or no material removal. Laser engraving removes material to create depth. Marking is often used for codes, logos, and traceability. Engraving is used when buyers need deeper marks, stronger texture, or a more carved look.
How I explain the difference to buyers
When I explain this to a procurement manager, I keep it simple. Laser marking is like changing the skin of the material. Laser engraving is like cutting into the skin. Both can be permanent. But they solve different problems.
Laser marking is usually better when the buyer wants clean contrast, high speed, and low surface damage1. It is common for QR codes, barcodes, serial numbers, model numbers, nameplates, and logos. A good laser marking machine can create very fine details. It can work well with automation. It can also mark small parts without clamping them too hard because the process is non-contact.
Laser engraving is stronger when the buyer needs depth. It removes material layer by layer. This can be useful for tools, molds, plates, gifts, metal tags, and parts that may face wear. But engraving may take more time. It may also create dust, smoke, or a rough edge if the settings are not correct.
At Kirin Laser, I often help customers decide between these two processes by looking at the final use of the part. If the part is a stainless steel medical component, the buyer may want smooth laser annealing or surface marking. If the part is a tool that will be handled for years, the buyer may want engraving. If the part is a plastic electronic housing, the buyer may need a UV laser or fiber laser test first.
| Factor | Laser Marking | Laser Engraving |
|---|---|---|
| Main action | Changes surface color or texture | Removes material |
| Depth | Very shallow or almost none | Deeper and visible |
| Speed | Usually faster | Usually slower |
| Surface damage | Lower when settings are correct | Higher because material is removed |
| Common use | QR codes, serial numbers, logos | Deep logos, plates, tools, molds |
| Best buyer focus | Traceability and clean production | Durability and carved depth |
Why this difference matters in procurement
The difference matters because the wrong process can increase cost. A distributor may import a machine that looks powerful on paper. But if the end user only needs high-speed QR code marking, a deep engraving setup may be unnecessary. The buyer may pay more for power and still get slower output.
I always tell buyers to test the material before final selection. Stainless steel, aluminum, coated metal, ABS, PVC, glass, wood, leather, and painted parts react in different ways. The laser source also matters. A fiber laser marking machine is strong for many metals. A CO2 laser is common for many non-metal materials. A UV laser can be better for sensitive plastics, glass, and fine marking with low heat.2 A MOPA fiber laser can offer more pulse control and better results on some plastics and stainless steel color marking.
This is why Kirin Laser focuses on application matching. We do not only sell a machine. We help buyers match laser source, power, lens, work area, rotary device, enclosure, and software workflow. A good result starts before the machine is shipped.
What is the purpose of laser marking?
A product without a clear mark can become hard to track, hard to verify, and hard to protect. In a busy factory, a missing serial number can turn a small quality issue into a big recall problem.
The purpose of laser marking is to create permanent product identification. It helps factories mark serial numbers, QR codes, barcodes, logos, batch numbers, safety data, and anti-counterfeit information for traceability, branding, compliance, and automation.
Laser marking is not only about appearance
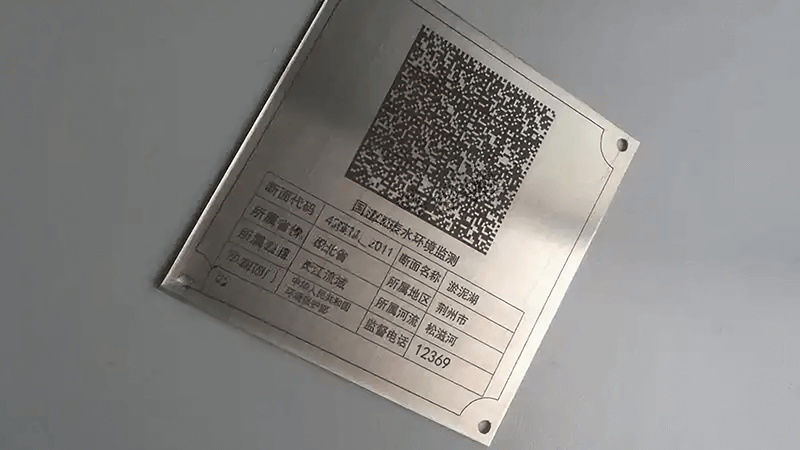
Some people still think laser marking is only for a logo. I see it in a different way. A logo is important, but a laser mark can do much more. It can connect a physical product to a digital record. It can show the part number, batch number, date code, QR code, or Data Matrix code. It can help the factory know where a part came from, when it was made, and which process it passed.
This is very important for automotive parts, electronics, aerospace components, medical tools, and industrial equipment3. If a part fails, the company needs to trace it fast. If the code is printed with ink, it may fade. If the label is glued on, it may peel off. If the part is used in oil, heat, friction, or outdoor conditions, the mark must stay readable4. This is where a laser marking machine becomes valuable.
At Kirin Laser, I often explain the purpose of laser marking in four words: identify, trace, protect, and brand.
| Purpose | What it means | Example |
|---|---|---|
| Identify | Give each part a clear ID | Serial number on a metal part |
| Trace | Link the part to production data | QR code for batch tracking |
| Protect | Make counterfeiting harder | Permanent logo or hidden code |
| Brand | Improve product appearance | Clean logo on tools or devices |
| Comply | Meet industry marking needs | Safety data or UDI-style codes |
How laser marking improves factory workflow
A laser marking machine can also reduce daily production friction. It does not need ink, solvent, screens, plates, or labels. This reduces consumable cost. It also reduces storage and maintenance work. A factory can change marking content through software. One machine can mark different product models by switching files, adjusting fixtures, or using a rotary attachment.
For distributors, this is a strong selling point. Many end users do not only compare machine price. They compare total cost. They ask about marking speed, maintenance, training, spare parts, software, and after-sales support. A cheaper machine may become expensive if it fails often or cannot hold stable focus. A good machine should produce clear marks, keep good repeatability, and support the buyer’s production plan.
I also care about automation. Many factories want laser marking systems that can connect with conveyors, robots, rotary tables, vision systems, and barcode readers. This allows the factory to mark the part and verify the code in one workflow. The mark becomes part of quality control. It is no longer only a visual detail.
That is why Kirin Laser builds laser marking solutions with customization in mind. Some buyers need desktop fiber laser marking machines. Some need enclosed safety machines. Some need flying laser marking for production lines. Some need rotary marking for tubes, rings, and cylinders. The purpose stays the same, but the machine design should match the real production environment.
What are the different types of laser marking?
A buyer may ask for one laser marking machine and expect it to mark every material. But materials do not react the same way. A wrong laser type can create weak contrast, burning, melting, or slow production.
The main types of laser marking include fiber laser marking, CO2 laser marking, UV laser marking, MOPA laser marking, annealing, foaming, carbonization, color change, etching, and coating removal. The best choice depends on material, mark quality, speed, and heat sensitivity.
Types by laser source
I usually divide laser marking machines in two ways. The first way is by laser source. The second way is by marking effect. Both are important.
Fiber laser marking machines are widely used for metals.5 They can mark stainless steel, carbon steel, aluminum, brass, copper with proper settings, titanium, carbide, and many coated metals. They are common in tools, hardware, auto parts, machinery parts, electronic parts, and metal nameplates. They are popular because they are stable, fast, and efficient.
CO2 laser marking machines are often used for non-metal materials.6 They can mark wood, paper, cardboard, leather, acrylic, rubber, glass with proper process control, ceramics, and some plastics. They are common in packaging, craft products, food packaging, and non-metal product marking.
UV laser marking machines use a shorter wavelength. They are often chosen for fine marking and heat-sensitive materials. They can be useful for plastics, glass, electronic components, films, medical packaging, and cosmetic packaging. Because the heat affected zone is smaller, the mark can be cleaner on sensitive parts.
MOPA fiber laser marking machines give more pulse control. This can help with stainless steel color marking, black marking on aluminum, and better control on some plastics. I often recommend MOPA when the buyer needs more flexibility and better surface effect control.
| Laser type | Common materials | Main advantage | Buyer concern |
|---|---|---|---|
| Fiber laser | Metals, coated metals, some plastics | Fast and stable | Material testing is still needed |
| CO2 laser | Wood, paper, leather, acrylic, packaging | Good for many non-metals | Not ideal for most bare metals |
| UV laser | Plastics, glass, films, fine parts | Low heat and fine marks | Higher equipment cost |
| MOPA fiber laser | Stainless steel, aluminum, plastics | More pulse control | Higher cost than standard fiber |
Types by marking effect
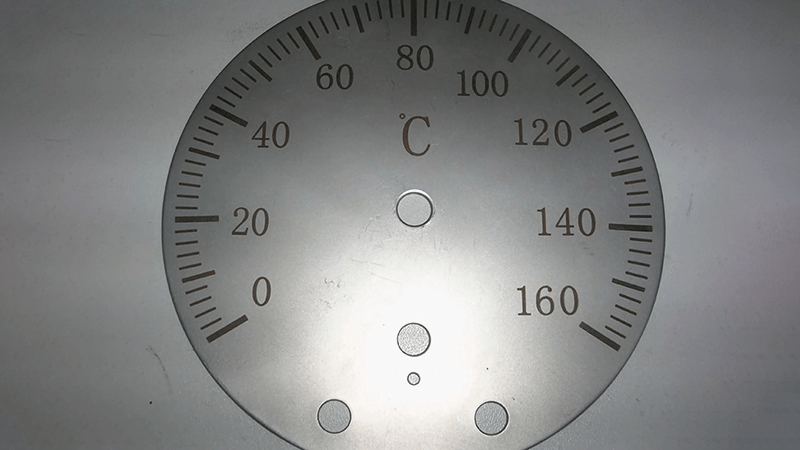
The marking effect also matters. Laser annealing creates a color change on metal through heat. It is often used when the surface should stay smooth. This can be useful for stainless steel parts that should not have deep grooves.
Foaming is common on some plastics. The laser creates small bubbles under the surface. This can make a light mark on dark plastic or a raised effect. Carbonization darkens organic materials or some plastics. Color change happens when laser energy changes the pigment or chemical structure of the material. Coating removal removes paint, anodized layers, or plating to expose the base material. Etching and shallow engraving remove a small amount of material.
These effects show why sample testing is so important. Two plastics may look the same, but one may mark black and the other may turn yellow. Two aluminum parts may react differently because one has anodizing and one does not. Even surface oil or coating thickness can change the final result.
At Kirin Laser, I prefer to ask customers for material photos, sample parts, target mark size, required cycle time, and code readability needs. This helps us recommend the right source and configuration. For OEM customers, we can also support machine appearance, language, logo, software settings, packaging, and other customization needs. This is important for distributors who want to build their own local brand.
What are the disadvantages of laser marking?
Laser marking is clean, fast, and permanent. But it is not magic. If a supplier only talks about benefits and avoids limits, the buyer may face problems after the machine arrives.
The disadvantages of laser marking include higher upfront cost, material limits, safety requirements, smoke or fume control, setup time, fixture needs, and possible poor contrast on difficult materials. Good sample testing and supplier support reduce most of these risks.
The real limits buyers should know
I believe a serious supplier should discuss disadvantages clearly. This builds trust. A laser marking machine can create excellent results, but only when the system matches the material and production goal.
The first disadvantage is upfront cost. A laser marking machine usually costs more than a simple ink printer or label system. But the long-term cost can be lower because there are fewer consumables. The buyer should compare total cost, not only purchase price.
The second disadvantage is material matching. Not every laser works well on every surface. Fiber lasers are strong on metals, but they may not be the best choice for wood or paper.7 CO2 lasers are strong on many non-metals, but they are not ideal for most bare metals.8 UV lasers can mark sensitive materials, but the cost is higher. Some plastics need additives to get strong contrast.
The third disadvantage is safety. Laser systems need proper protection. Operators need training. The machine may need an enclosure, protective glasses, interlock, exhaust system, and warning labels. This is not optional. It is part of responsible operation.
| Disadvantage | What can happen | How I reduce the risk |
|---|---|---|
| Higher upfront cost | Buyer focuses only on machine price | I compare total cost and consumables |
| Wrong laser source | Poor contrast or slow marking | I request sample testing |
| Safety risk | Eye or skin hazard | I recommend enclosure and training |
| Smoke and fumes | Dirty lens or unsafe air | I recommend exhaust and filtration |
| Fixture needs | Unstable mark position | I design or suggest proper jigs |
| Learning curve | Bad settings and rework | I provide training and parameter support |
Why supplier support matters more than many buyers expect
Many marking problems do not come from the laser source itself. They come from poor setup. The focal distance may be wrong. The speed may be too high. The power may be too low. The frequency may not match the material. The lens may not fit the work area. The part may move during marking. The code size may be too small for the scanner to read.
This is why after-sales support is not a small detail. It is part of the machine value. A procurement manager like John Smith does not only need a good machine. He needs a supplier who can help his team handle different customer requests after import. He needs clear communication, stable quality, spare parts, training, and practical application advice.
At Kirin Laser, I look at these disadvantages as design problems, not deal breakers. If a customer needs to mark round parts, I suggest a rotary device. If a customer needs to mark many small parts, I suggest a fixture or tray. If a customer needs high safety, I suggest an enclosed model. If a customer needs to integrate with a line, I discuss conveyor speed, trigger control, and marking window. If a customer needs OEM branding, I discuss color, logo, manual, packaging, and machine interface.
Laser marking has limits. But most limits can be managed when the buyer and supplier talk clearly before production.

Conclusion
Laser marking is a controlled surface change that helps factories create permanent identification without contact, ink, or labels. I see it as a practical tool for traceability, branding, automation, and quality control. The best machine depends on material, mark effect, speed, safety, and production workflow. At Kirin Laser, I do not believe in one-size-fits-all recommendations. I believe in matching the right laser marking machine to the real job, so buyers can reduce rework, improve trust, and build stronger long-term value.
-
"New Technologies for High Speed Color Laser Marking of Plastics", https://www.academia.edu/31869001/New_Technologies_for_High_Speed_Color_Laser_Marking_of_Plastics. A materials-processing reference should support that laser marking typically modifies surface optical properties or microstructure to create contrast while using localized, non-contact energy input, which can reduce mechanical damage compared with subtractive marking methods. Evidence role: mechanism; source type: paper. Supports: Laser marking is usually better when the buyer wants clean contrast, high speed, and low surface damage.. Scope note: This supports the general mechanism and typical advantages; actual contrast, speed, and damage depend on material, wavelength, pulse duration, power, and process settings. ↩
-
"CO2 vs. Fiber vs. UV Laser Marking - Advanced Optowave", https://www.a-optowave.com/news/co2-vs-fiber-vs-uv-laser-marking/. A laser-materials reference should support the general wavelength-material matching principle: fiber lasers are widely used for metals, CO2 lasers are commonly absorbed by many organic non-metals, and UV lasers can enable fine, lower-thermal-load marking through shorter-wavelength absorption and smaller spot sizes. Evidence role: expert_consensus; source type: research. Supports: Different laser sources are suited to different material classes, including fiber lasers for many metals, CO2 lasers for many non-metals, and UV lasers for sensitive plastics, glass, and fine low-heat marking.. Scope note: This is contextual guidance rather than a universal rule; material additives, coatings, laser pulse characteristics, and desired mark quality can change the best source choice. ↩
-
"Traceability on Unmarked Parts - AS9100 requirements - Elsmar.com", https://elsmar.com/elsmarqualityforum/threads/traceability-on-unmarked-parts-as9100-requirements.78637/. Regulatory and quality-management frameworks such as FDA Unique Device Identification and sector quality standards show that traceable identifiers are used to support postmarket surveillance, recalls, and production control in safety- or compliance-sensitive industries. Evidence role: general_support; source type: government. Supports: Traceable marking is especially important for sectors such as automotive, electronics, aerospace, medical devices, and industrial equipment.. Scope note: The strongest direct evidence is sector-specific; a single source may not cover every industry listed with equal detail. ↩
-
"Laser Marking - an overview | ScienceDirect Topics", https://www.sciencedirect.com/topics/materials-science/laser-marking. Technical literature on direct part marking explains that laser marking modifies the material surface rather than adding ink or an adhesive label, which can make marks more durable under abrasion, heat, chemicals, or environmental exposure. Evidence role: mechanism; source type: paper. Supports: Laser marks are valuable when codes must remain readable under oil, heat, friction, or outdoor conditions.. Scope note: Durability depends on the substrate, laser parameters, and operating environment, so the source would provide contextual support rather than a universal guarantee. ↩
-
"20W fiber laser worth it for deep metal engraving? - Reddit", https://www.reddit.com/r/Laserengraving/comments/18ouyw2/20w_fiber_laser_worth_it_for_deep_metal_engraving/. A laser materials-processing reference can support that fiber lasers are commonly applied to marking and engraving metallic substrates because their near-infrared output couples effectively with many metals and enables localized surface modification. Evidence role: general_support; source type: research. Supports: Fiber laser marking machines are widely used for metals.. Scope note: This supports general suitability and common use, but individual results still depend on alloy, surface finish, coating, and laser parameters. ↩
-
"Experimental study of laser engraving on acrylic - ScienceDirect", https://www.sciencedirect.com/science/article/pii/S2949822826005071. A laser-processing handbook or educational source can document that CO2 lasers, operating at approximately 10.6 µm, are widely used for organic and non-metallic materials such as wood, paper, polymers, leather, and glass due to their infrared absorption characteristics. Evidence role: general_support; source type: education. Supports: CO2 laser marking machines are often used for non-metal materials.. Scope note: The source would provide broad material guidance, not proof that every listed material marks well under all processing conditions. ↩
-
"Laser Characteristics By Material", https://www.laserax.com/technical-support/knowledge-base/laser-characteristics-material. Technical references on laser-material interaction describe fiber lasers, commonly operating near 1 μm wavelength, as well suited to many metals because of absorption characteristics, while organic materials such as wood and paper are often processed more effectively with other laser wavelengths. Evidence role: mechanism; source type: education. Supports: Fiber lasers are generally effective for metals but may not be optimal for wood or paper.. Scope note: Material performance varies by alloy, coating, laser parameters, and desired mark quality, so the source provides contextual support rather than a universal rule. ↩
-
"Laser cutter - MIT Fab Lab", https://fab.cba.mit.edu/classes/865.21/topics/subtractive/heat.html. Laser processing references describe CO2 lasers at 10.6 μm as strongly absorbed by many organic and non-metallic materials, while many uncoated metals are highly reflective at this wavelength, limiting direct marking efficiency. Evidence role: mechanism; source type: research. Supports: CO2 lasers are effective on many non-metals but generally less suitable for most bare metals.. Scope note: The claim is broadly true for many bare metals, but exceptions exist depending on coatings, surface treatments, power level, and process design. ↩