Many fabricators lose time fixing weld marks, distortion, and rough seams. I see this problem often when buyers depend on slow welding steps and heavy polishing after every job.
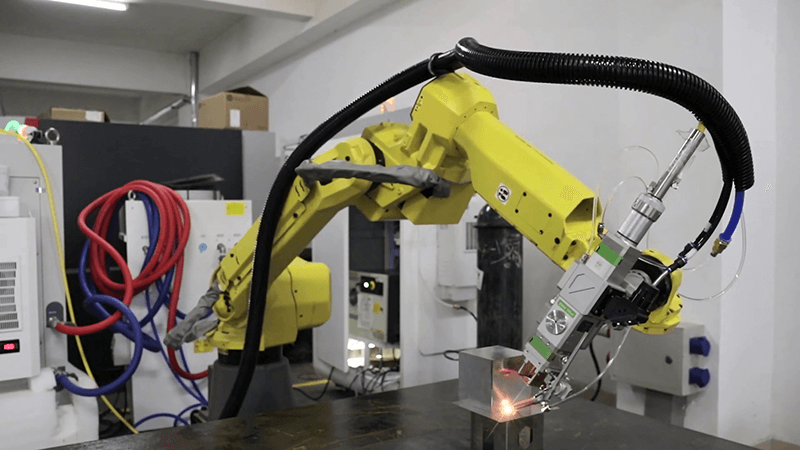
A laser welding machine uses a focused laser beam to join metal with controlled heat. I use it when I need fast, clean, repeatable welds with less distortion, especially on stainless steel, carbon steel, aluminum, and thin sheet metal.
At Kirin Laser, I see laser welding as more than a new type of welding tool. I see it as a way for fabricators, distributors, and OEM partners to control quality, reduce rework, and make better-looking metal products. Still, I always tell buyers that a good machine is only one part of the result. Joint fit-up, surface cleaning, operator skill, and the right settings all matter.
Do Those Laser Welders Really Work?
Many buyers worry that handheld laser welders may look impressive in demonstrations but fail in real production. I understand that concern because welding equipment must perform every day, not only in a showroom.
A laser welder really works when the material, joint design, and process settings match the job. I use laser welding to create clean seams, reduce heat input, and lower polishing work. But I do not treat it as a magic tool. Poor fit-up, rust, oil, paint, or gaps can still create weak or ugly welds.
Why Laser Welding Produces Better-Looking Seams
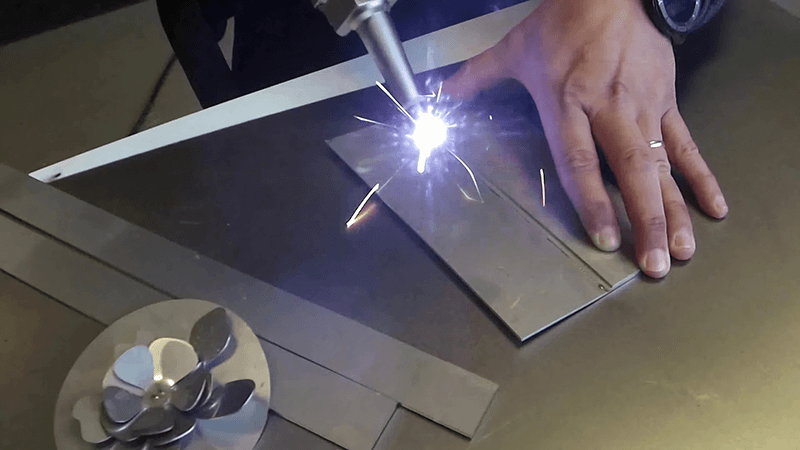
I often explain that laser welding works because it concentrates energy in a very small area1. Traditional welding methods can spread heat across a wider zone. That wider heat can bend thin sheet metal, leave more discoloration, and create a larger weld bead.
A laser beam lets me focus heat where I need it. This helps me control the weld pool better. It also helps me create narrow seams with less visible heat effect around the joint. For decorative stainless steel products, kitchen equipment, cabinets, doors, railings, and metal furniture, this difference can be very valuable.
I once worked with a metal-fabrication distributor whose customers kept complaining about weld marks, distortion, and long polishing time. After adding a handheld laser welding machine, they could make cleaner seams on thin stainless steel with far less rework. For them, the real win was not only faster welding. They could deliver better-looking products with fewer skilled-labor bottlenecks.
What Makes a Laser Welder Work Well
I always tell distributors that the machine itself is only one part of the system. A strong result comes from several working parts.
| Key Factor | Why It Matters | What I Check |
|---|---|---|
| Material surface | Dirt and oil can cause pores and unstable welds | I check for rust, paint, oil, and oxide layers |
| Joint fit-up | Large gaps make welding harder | I make sure the parts sit close together |
| Laser settings | Wrong power can burn through or fail to fuse | I adjust power, speed, and wobble width |
| Shielding gas | Gas helps protect the weld pool | I choose the right gas flow for the material |
| Operator control | Hand movement affects seam quality | I train operators on angle and travel speed |
When I Would Not Recommend Laser Welding First
I do not recommend laser welding for every job without testing. Some thick structures, poor-quality materials, large gaps, or outdoor repair jobs may be better suited to MIG, TIG, or another process.2 I also look at the buyer’s product mix before I make a recommendation.
For example, a shop that welds clean stainless steel cabinets every day may gain value quickly from laser welding. A repair shop that works on rusty farm equipment with uneven surfaces may need a different tool for many jobs. I believe the best machine is the one that fits the actual production problem.
At Kirin Laser, I make this point clear with our OEM and distributor partners. I do not want them to sell a laser welding machine as a shortcut for every weld. I want them to help their customers choose the right process. That approach creates better results and stronger long-term business relationships.
How Thick of Metal Can Laser Welders Weld?
Thickness is one of the first questions I hear from buyers. They want a simple number, but I always explain that welding thickness depends on more than laser power.
A laser welder can weld thin sheet metal very well, and higher-power systems can handle thicker material. In many handheld applications, I see laser welding work best on thin to medium-thickness metals. The real limit depends on material type, joint type, laser power, travel speed, and whether I weld from one side or both sides.
Why Power Is Not the Only Answer
Many buyers focus only on wattage. They ask whether 1500W, 2000W, or 3000W is the right choice. Power matters, but I never choose a machine based on power alone.
A high-power laser can create deeper penetration, but it can also burn through thin materials if the operator uses the wrong speed.3 A lower-power machine may produce a better result on thin stainless steel because it gives the operator more control.
Material also changes the result. Stainless steel, carbon steel, aluminum, brass, and galvanized steel all react differently to heat. Aluminum reflects more laser energy and pulls heat away quickly. Brass can also reflect energy and needs careful parameter control. Galvanized steel can create fumes and surface problems because of its zinc coating.
| Material | Typical Laser Welding Consideration | My Main Concern |
|---|---|---|
| Stainless steel | Works well with clean surfaces and stable settings | Heat marks and thin-sheet burn-through |
| Carbon steel | Often welds smoothly with correct gas and preparation | Rust, oil, and poor surface quality |
| Aluminum | Needs more power control and good technique | Reflection and fast heat transfer |
| Brass | Needs careful setup and safe operation | High reflectivity |
| Galvanized steel | Requires good ventilation and preparation | Zinc fumes and coating effects |
Thickness Depends on the Joint
I also look closely at the joint type. A butt joint, lap joint, corner joint, and fillet joint do not use heat in the same way. A simple butt joint with good fit-up can be easier to weld than a fillet joint with a large gap.
For thin sheet metal, I often use laser welding because the narrow heat zone helps control distortion4. For thicker metal, I may use multiple passes, higher laser power, or a different process. I also consider whether the weld must carry a structural load or mainly needs to look clean.
A Practical Way I Help Buyers Choose Power
When I speak with a distributor or factory buyer, I ask a few direct questions before I recommend a model:
| Question I Ask | Why I Ask It |
|---|---|
| What metal do you weld most often? | Material changes the required setup |
| What thickness range do you handle? | Thickness affects power and process choice |
| What joint type do you use? | Joint design affects penetration needs |
| Do you need a cosmetic finish? | Appearance affects welding speed and settings |
| How many hours per day will you weld? | Production volume affects machine selection |
| Do you need cleaning and welding in one system? | This may affect the machine configuration |
At Kirin Laser, I build and support laser machines for OEM and industrial partners. I do not believe in giving buyers one number without context. I believe in testing their material samples, reviewing their weld needs, and matching them with a machine that supports real production.
What Are the Downsides of Laser Welding?
Laser welding can save time and improve weld appearance, but I do not hide its limits. Every welding process has trade-offs, and I want buyers to understand them before they invest.
The main downsides of laser welding include higher upfront cost, stricter safety needs, limited tolerance for poor joint fit-up, and the need for process training. I use laser welding when the benefits justify these limits. I do not present it as a replacement for every MIG or TIG application.
The Upfront Cost Can Be Higher
A laser welding machine may cost more than a basic traditional welder. Buyers also need to consider safety equipment, gas supply, training, maintenance, and service support. This can make the first investment feel large.
Still, I encourage buyers to look beyond the purchase price. I compare the full production cost. I look at labor time, grinding time, polishing time, rejection rate, consumables, and output quality. In many metal furniture, stainless steel, and decorative fabrication jobs, the lower rework cost can make a laser welding system more valuable over time.
Laser Welding Needs Cleaner Preparation
Laser welding is less forgiving when the metal surface is dirty. Oil, paint, rust, and heavy oxide layers can affect weld quality.5 Large gaps can also create problems because the laser beam is very focused.
This is why I often talk about laser cleaning together with laser welding. Kirin Laser also provides laser cleaning machines, and I see a strong connection between the two processes. A clean surface gives the welding process a better starting point. For many factories, cleaning parts before welding helps improve consistency.
| Downside | What It Can Cause | How I Reduce the Risk |
|---|---|---|
| Higher investment | Slower purchase decision | I compare full production cost, not only machine price |
| Poor fit-up tolerance | Incomplete fusion or unstable seams | I improve fixtures and part alignment |
| Surface contamination | Porosity, spatter, weak appearance | I clean metal before welding |
| Safety requirements | Risk to workers and nearby people | I use proper eyewear, curtains, and training |
| Parameter learning curve | Burn-through or weak welds | I test settings and train operators |
| Limited outdoor use | Unstable shielding gas and safety issues | I use controlled work areas |
Safety Is Not Optional
I take laser safety seriously. A handheld laser welding machine uses high-energy light. Operators need proper laser safety eyewear, protective clothing, controlled work areas, warning signs, and good ventilation.6
I also remind buyers that a laser welding machine should not be treated like a simple hand tool. The operator must understand the beam path, reflective materials, shielding gas, and emergency procedures. The work area must also protect other employees from accidental exposure.
The Machine Still Needs a Skilled Operator
Some people think laser welding removes the need for skilled workers. I do not agree. It can reduce the difficulty of making clean welds, but it does not remove the need for training.
An operator still needs to know how to hold the torch, maintain a steady distance, move at the right speed, and choose the right settings. The operator also needs to inspect welds. I see the best results when companies train their team and create clear process standards.
Is Laser Welding as Strong as MIG?
Strength is the question that matters most when a weld must carry weight, vibration, or stress. I never answer this question with a simple yes or no because weld strength depends on the complete welding process.
Laser welding can be as strong as MIG welding when I use the right joint design, preparation, penetration, filler wire choice, and welding settings. For some thin and medium-thickness applications, I can achieve strong, clean welds with less distortion. But I still choose MIG when the job needs wide gap filling, heavy structural welding, or strong performance on rough material.
Strength Comes From Fusion, Not from the Machine Name
I judge a weld by the quality of fusion between the parts. A weld can look smooth but still be weak if it does not penetrate correctly.7 A MIG weld can also fail if the setup is poor. The process name alone does not decide strength.
I look at weld penetration, weld profile, joint design, material condition, and testing needs. For production work, I suggest sample welding before a buyer makes a final decision. A simple bend test, pull test, cut section, or destructive test can show whether the weld meets the job requirement.
| Factor | Laser Welding | MIG Welding |
|---|---|---|
| Heat input | Usually lower and more focused | Usually wider heat input |
| Distortion | Often lower on thin metal | Can be higher on thin sheet |
| Gap tolerance | Lower tolerance for large gaps | Better for gap filling |
| Weld appearance | Often cleaner with less finishing | May need more grinding or polishing |
| Thick structural work | Can be limited depending on setup | Often a strong choice |
| Speed on thin metal | Often very fast | Usually slower than laser welding |
When Laser Welding Can Match or Beat MIG
I often see laser welding perform very well on stainless steel cabinets, metal furniture, appliance parts, railing parts, kitchen equipment, and thin fabrication assemblies. In these jobs, appearance and distortion control matter as much as strength.
Laser welding can create a narrow weld bead with less heat spread.8 This can reduce warping and help the finished part stay in shape. It can also reduce the amount of grinding and polishing needed after welding.
For a customer who sells premium-looking metal products, that clean finish can become a business advantage. I have seen distributors use this benefit when they market laser welding systems to fabricators who want to improve product appearance and reduce labor pressure.
When I Still Prefer MIG
I still prefer MIG for many heavy-duty jobs. MIG can be a better fit for thick steel, rough surfaces, large gaps, outdoor work, and repair work.9 It is also familiar to many welders and easier to use in less controlled environments.
I do not see laser welding and MIG as enemies. I see them as different tools. A smart factory may use both. The team can use laser welding for clean, fast, low-distortion work. Then the team can use MIG for larger structural parts and jobs with more variation.
At Kirin Laser, I help buyers think in terms of production needs. I do not ask which process is better in every situation. I ask which process helps the customer make stronger products, reduce waste, and build a more reliable workflow.
Conclusion
I see a laser welding machine as a heat-control tool, not only a faster torch. It can create clean, repeatable seams with less distortion and less finishing work. Still, I always remind buyers that power alone cannot fix a poorly fitted or contaminated joint. At Kirin Laser, I help distributors, OEM partners, and fabricators choose laser welding systems based on their actual materials, joint designs, quality goals, and production needs. Precision in Every Beam starts with the right machine, but it also depends on the right process.
-
"High Energy Beam Welding Processes in Manufacturing", https://link.springer.com/rwe/10.1007/978-1-4471-4670-4_54. A welding-process reference or peer-reviewed review can support that laser welding uses a highly focused beam with high power density, enabling localized energy input at the joint. Evidence role: mechanism; source type: paper. Supports: Laser welding works by concentrating energy in a very small area.. Scope note: This supports the physical mechanism of laser welding in general, but not the performance of any specific handheld machine. ↩
-
"How can I increase the tolerance of laser welding to joint fit-up? - TWI", https://www.twi-global.com/technical-knowledge/faqs/faq-how-can-i-increase-the-tolerance-of-laser-welding-to-joint-fit-up. A process-selection source can support that laser welding generally requires good joint fit-up and controlled conditions, while arc welding processes such as MIG or TIG are often selected for applications involving larger gaps, variable field conditions, or different thickness ranges. Evidence role: expert_consensus; source type: education. Supports: Some thick structures, poor-quality materials, large gaps, or outdoor repair jobs may be better suited to MIG, TIG, or another process than laser welding.. Scope note: This supports process-selection considerations at a general level; suitability for a specific job still requires procedure qualification, material testing, and production constraints. ↩
-
"Power factor model for selection of welding parameters in CW laser ...", https://www.sciencedirect.com/science/article/abs/pii/S0030399213003058. Laser welding references describe laser power and travel speed as primary process variables controlling heat input and penetration depth, with excessive heat input increasing the risk of melt-through in thin sections. Evidence role: mechanism; source type: education. Supports: Higher laser power can increase penetration, while unsuitable speed or heat input can burn through thin materials.. Scope note: This supports the general process relationship; exact penetration and burn-through thresholds depend on material, joint geometry, beam characteristics, shielding gas, and machine settings. ↩
-
"Elucidating the impact of laser welding techniques on joint formation ...", https://www.sciencedirect.com/science/article/abs/pii/S2352492825028715. Laser welding literature characterizes the process as having a concentrated heat source and relatively narrow heat-affected zone, which can reduce thermal distortion compared with processes that introduce broader heat input. Evidence role: expert_consensus; source type: research. Supports: Laser welding’s narrow heat-affected zone can help control distortion in thin sheet metal.. Scope note: This is a general comparison; distortion also depends on fixture design, sheet thickness, joint restraint, weld sequence, and selected parameters. ↩
-
"The effects of short pulse laser surface cleaning on porosity ...", https://www.sciencedirect.com/science/article/abs/pii/S0030399214001364. Laser welding literature reports that surface contamination and oxide films can influence absorption, keyhole stability, porosity, and weld defects, supporting the need for cleaner surface preparation before welding. Evidence role: mechanism; source type: paper. Supports: Oil, paint, rust, and heavy oxide layers can affect weld quality in laser welding.. Scope note: The severity of the effect depends on alloy, coating type, laser parameters, shielding gas, and joint design. ↩
-
"OSHA Technical Manual (OTM) - Section III: Chapter 6", http://www.osha.gov/otm/section-3-health-hazards/chapter-6. Occupational laser safety guidance identifies protective eyewear, controlled laser areas, warning signs, training, protective measures against reflections, and ventilation for laser-generated air contaminants as standard controls for high-power laser operations. Evidence role: expert_consensus; source type: government. Supports: Operators of handheld laser welding machines need laser safety eyewear, protective clothing, controlled work areas, warning signs, and good ventilation.. Scope note: Specific requirements depend on the laser class, wavelength, power, enclosure design, process materials, and applicable national or workplace safety standards. ↩
-
"AWS Welding Inspection and Testing Principles Flashcards | Quizlet", https://quizlet.com/572691980/aws-welding-inspection-and-testing-principles-flash-cards/. A welding inspection or metallurgy source should support that visual appearance alone cannot verify weld soundness and that inadequate penetration or fusion can reduce joint integrity. Evidence role: mechanism; source type: education. Supports: A weld can look smooth but still be weak if it does not penetrate correctly.. Scope note: This supports the general welding principle; the required penetration depends on joint design, material, and applicable code. ↩
-
"Laser Beam Welding - an overview | ScienceDirect Topics", https://www.sciencedirect.com/topics/engineering/laser-beam-welding. A welding handbook, review paper, or research source should support that laser beam welding is characterized by concentrated energy input, narrow fusion zones, and comparatively limited heat-affected regions under suitable parameters. Evidence role: mechanism; source type: paper. Supports: Laser welding can create a narrow weld bead with less heat spread.. Scope note: The effect varies with laser power, travel speed, material, joint fit-up, and shielding conditions. ↩
-
"Different Types Of Welding: An Essential Guide - Lincoln Tech", https://www.lincolntech.edu/news/skilled-trades/welding-technology/types-of-welding-procedures. A neutral welding education or standards-oriented source should support that gas metal arc welding is widely used for fabrication and repair and that filler-metal deposition can accommodate joint gaps and thicker sections more readily than autogenous laser welding in many practical settings. Evidence role: expert_consensus; source type: education. Supports: MIG can be a better fit for thick steel, rough surfaces, large gaps, outdoor work, and repair work.. Scope note: This is contextual support; suitability depends on equipment capacity, shielding conditions, joint preparation, and the specific metal being welded. ↩