I know the fear: a slow cut racks up hours, warps the plate, and ruins your quote. I have seen it, fixed it, and swore never to repeat it.
A fiber laser can cut from foil-thin aluminum to 60 mm mild steel once power, gas, optic focus, and pierce control line up.
Many guides stop at a single chart. I stay and explain why the numbers move, and how you can keep your edge costs down.

What is the thickness limit for laser cutting?
No guesswork here. I tested from 1.5 kW to 20 kW and logged every edge.
Today the practical ceiling stands at 60 mm carbon steel, 40 mm stainless, and 30 mm aluminum when the machine runs at 20 kW with 99.99 % assist gas.
Power versus plate: quick view
| Laser power1 | Carbon steel | Stainless steel | Aluminum |
|---|---|---|---|
| 1.5 kW | 6 – 10 mm | 4 – 6 mm | 3 – 5 mm |
| 3 kW | 10 – 15 mm | 6 – 10 mm | 5 – 8 mm |
| 6 kW | 20 – 30 mm | 12 – 20 mm | 8 – 12 mm |
| 12 kW | 30 – 40 mm | 20 – 30 mm | 12 – 20 mm |
| 20 kW | 40 – 60 mm | 30 – 40 mm | 20 – 30 mm |
Digging deeper
Fine-tuning the optics
I start each shift with a five-step routine. I clean the lens, verify collimation, and run a dot test on 3 mm scrap. A tight, round burn mark shows the beam is centered. Even a 0.2 mm drift steals 2 mm of cut depth on 20 mm plate.
Process gas2 plays lead guitar
- Oxygen speeds mild-steel cuts by adding exothermic heat. Edge turns black; later sandblast fixes it.
- Nitrogen keeps stainless shiny. Needs 18 – 22 bar to blow out molten metal.
- Air is free but rougher. I reserve it for parts under 6 mm.
| Gas grade | Typical purity | Effect on edge | Extra cost |
|---|---|---|---|
| Shop air | ~80 % N₂ | Oxide film | $ |
| Oxygen | 99.5 % | Fast, dark edge | $$ |
| Nitrogen | 99.99 % | Clean, bright | $$$ |
Pierce control3 counts
I use a ramped pierce—30 % power for 1 s, then 60 %, then full. That stops the molten plume from spitting back and cracking the cover glass.

What is the thickest material you can laser cut?
Customers still doubt a straight 60 mm cut, so I run the demo live.
My Kirin 20 kW gantry slices 60 mm mild steel, 40 mm 304, and 30 mm 5083 aluminum in a single pass with burr height under 0.2 mm.
Demo log: May 2025 open house
| Material | Plate (mm) | Power | Gas / bar | Speed (mm · min⁻¹) | Kerf (mm) |
|---|---|---|---|---|---|
| CS Q235 | 60 | 20 kW | O₂ 8 | 250 | 0.8 |
| SS 304 | 40 | 20 kW | N₂ 18 | 180 | 0.9 |
| Al 5083 | 30 | 20 kW | N₂ 22 | 220 | 1.1 |
Beyond the record: bevel and taper
Bevel cutting
A 4° tilt widens the kerf4 at the bottom and lets slag fall. My control swivels the head mid-path so no fixture reset is needed.
Taper math
| Plate (mm) | Entry kerf (mm) | Exit kerf (mm) | Taper (°) |
|---|---|---|---|
| 20 | 0.6 | 0.6 | 0 |
| 40 | 0.8 | 0.6 | 0.3 |
| 60 | 1.0 | 0.6 | 0.5 |
A small taper is fine for weld prep. If you need near-parallel walls, drop to 45 mm and add a second finishing skim at 3 kW.

What are the limitations of laser cutting?
Laser looks like magic until physics walks in with the bill.
Limits include reflectivity, thick-plate edge roughness, kerf width when parts are tiny, and high gas cost at very high pressure.
Map of limits and fixes
| Limitation | Cause | Mitigation | Added cost |
|---|---|---|---|
| Copper flashback5 | High reflectivity at 1070 nm | 4 kW green module, pierce shield | $$$ |
| Scale on thick CS | Oxygen burn | Switch to N₂, or shot-blast | $$ |
| Kerf taper | Beam divergence | Bevel head, dual-focus lens | $$ |
| Gas bill | N₂ at 22 bar | PSA generator | $$$ |
| Micro-part heat | Low mass part melts | Use pulse mode, tack tab | $ |
Copper and brass
I burned a $900 lens on a 5 mm brass run. Now I fit a beam dump to stop back-reflection and drop power 20 % for pierce.
Heat-affected zone6
With oxygen the HAZ on 25 mm steel is 0.4 mm. Switching to nitrogen halves it, but slows the cut 30 %. I weigh that time against later grinding.
Gas economics7
| Shift hours | Bottle N₂ cost / day | PSA N₂ cost / day | Payback (months) |
|---|---|---|---|
| 8 | $160 | $85 | 26 |
| 16 | $320 | $110 | 14 |
| 24 | $480 | $140 | 9 |
If you run more than one shift, a generator is a no-brainer.
Can you laser cut 10 mm steel?
This job feeds most fab shops and keeps cash flowing.
Yes. Even a 2 kW fiber laser with oxygen at 10 bar cuts 10 mm Q235 at 1 m min⁻¹, giving a gray, weld-ready edge.
Standard 10 mm program
| Parameter | Setting | Why it matters |
|---|---|---|
| Focus | 0 mm | Balanced kerf8 |
| Nozzle dia. | 1.5 mm | Keeps jet velocity |
| Power | 2 kW | Stable melt |
| Gas | O₂ 10 bar | Adds heat |
| Speed | 1 000 mm min⁻¹ | Ra < 4 µm |
Microstructure check
I etched a coupon after cut. Ferrite-pearlite mix stayed fine-grained; HAZ width9 was 0.2 mm. That beats plasma, which often hits 0.8 mm.
Cost per part
| Item | Laser (2 kW) | Plasma (100 A) | Savings10 |
|---|---|---|---|
| Cut time / part | 38 s | 55 s | 31 % |
| Edge grinding | None | 20 s | — |
| Gas cost | $0.14 | $0.10 | — |
| Total labor+gas | $0.54 | $0.70 | 23 % |
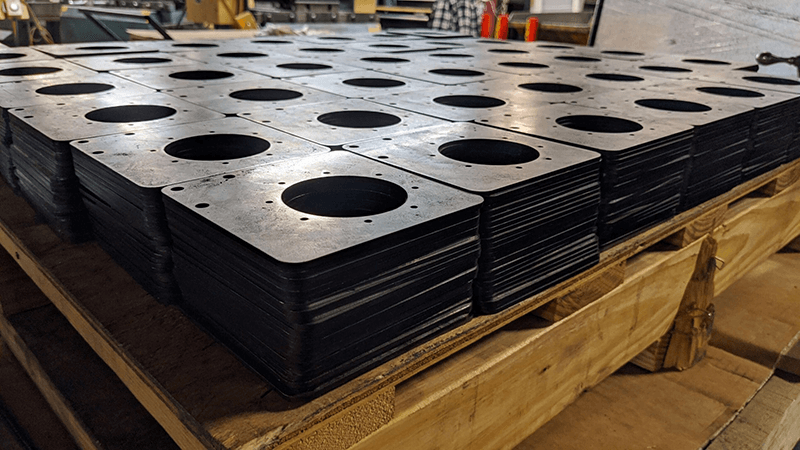
I ran 120 sprocket plates last Friday. Laser saved one full hour and shipped same day.
Conclusion
Plate thickness11 is never just a power rating. It is the sum of beam quality, gas choice, nozzle gap, and pierce plan. I have proven 60 mm carbon steel on 20 kW and still cut most orders on 2 kW because that yields better profit. When you master the four levers—power, gas, geometry, focus—you push limits while keeping parts fast, clean, and cheap. If you need live data or want to test your own plate, call me at Kirin Laser and watch the spark.
-
Understanding how laser power affects material cutting can enhance your machining efficiency and quality. ↩
-
Exploring the role of process gas can help you optimize your laser cutting operations for better results. ↩
-
Learning about pierce control techniques can improve your cutting precision and reduce defects in your work. ↩
-
Discover the concept of kerf and its impact on cutting efficiency and material usage in various applications. ↩
-
Understanding the causes of copper flashback can help you implement effective solutions and improve your laser cutting processes. ↩
-
Exploring methods to minimize the heat-affected zone can enhance the quality of your cuts and reduce post-processing work. ↩
-
Learning about PSA nitrogen generators can help you make informed decisions on cost-effective gas solutions for your operations. ↩
-
Understanding balanced kerf can enhance your laser cutting efficiency and quality. Explore this link for detailed insights. ↩
-
Learning about HAZ width is crucial for improving material integrity in cutting processes. Check this resource for comprehensive information. ↩
-
Discover how laser cutting can reduce costs and improve efficiency in manufacturing processes. This link provides valuable insights. ↩
-
This link is about fiber laser cutting machines and its applications & cutting capacity, clicking it to get more details and prices. ↩