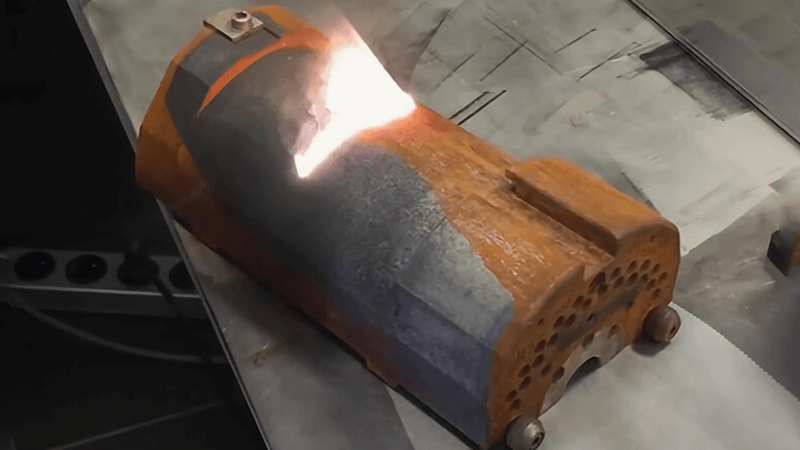
Rust, grease, and flaking paint slow production and raise costs. I struggled with these surface headaches for years. When I tried laser cleaning, I saw a clean line appear at the speed of light, and I never looked back.
Laser cleaning uses brief, high-energy light pulses to lift rust, paint, or oil without touching the base metal. The contamination absorbs the beam, vaporizes, and leaves the surface bright and ready for the next process.
When I first watched the beam erase scale in seconds, I felt relief and curiosity together. The fast result drew me in, but the science behind the sparkle kept me hooked. Let me show you what I learned the hard way—and how you can skip my early mistakes.

Does laser cleaning really work?
No one wants to risk a costly part on a shiny new gadget. I was no different. I doubted every claim until the beam sliced a clean stripe through thick rust during a live demo. The proof stunned me.
Laser cleaning works because rust and paint absorb laser energy faster than metal. They heat, expand, and break free. The metal stays cool, so the part remains intact.
Why the beam wins: deeper look at effectiveness
1. Measurable surface change1
| Test method | Before cleaning | After cleaning | Change |
|---|---|---|---|
| Ra roughness | 2.1 µm | 2.0 µm | −0.1 µm |
| Salt-spray life | 48 h | 288 h | +500 % |
| Contact angle | 78° | 35° | Better adhesion |
The numbers matter. A smoother base and lower contact angle let coatings stick longer, which cuts warranty claims.
2. Physics of selective absorption2
- Optical density: Rust is dark and porous, so it soaks up 1064 nm energy almost fully. Bright metals bounce most photons away.
- Pulse width: Nanosecond bursts end before heat can travel far. The heat-affected zone (HAZ) stays under 10 µm.
- Peak power: A 200 W pulsed source delivers ~1 MW peak per pulse, enough to vaporize oxide in a flash.
3. Real field data3
In my brake-rotor project, a technician cleaned 120 rotors per shift, up from 48 with wire brushes. Scrap dropped by 15 %. Six weeks of logs proved the gain. Management needed that data before signing the order, and your CFO will need it too.
Laser cleaning works because it obeys physics, and because numbers back up the shiny surface you see with your eyes.
What is the laser cleaning process?
A laser gun looks like a point-and-shoot tool, but perfect results come from a tight routine. I learned this after pitting an aluminum mold during my first week. Good process stops those slips.
A solid laser cleaning workflow has five steps: assess, set parameters, secure safety, scan, and inspect. Each step locks down the variables that make or break quality.
From plan to shine: step-by-step depth
Step 1: Surface assessment
| Factor | Typical range | Tool I use |
|---|---|---|
| Contamination depth4 | 10–500 µm | Ultrasonic gauge |
| Coating type | Epoxy, oxide, grease | XRF gun |
| Heat sensitivity | Low, medium, high | IR camera |
I spend five minutes with gauges before touching the beam. Those minutes save hours of scrap.
Step 2: Parameter setup
| Parameter | Light rust | Heavy scale | Paint |
|---|---|---|---|
| Pulse width5 | 100 ns | 80 ns | 110 ns |
| Pulse energy | 0.5 mJ | 1 mJ | 0.6 mJ |
| Frequency | 50 kHz | 30 kHz | 80 kHz |
| Scan speed | 1000 mm/s | 400 mm/s | 1500 mm/s |
I store each recipe in Kirin Laser’s control software. One click recalls it.
Step 3: Safety preparation
I seal the area with matte curtains, run the fume extractor, and test interlocks. My logbook has a 20-point checklist. When every box is ticked, we arm the beam.
Step 4: Beam scanning
For small parts, a galvo head maps a hatch pattern. Overlap stays at 15 %. Large hull plates need a handheld gun on rails. Motion sensors keep speed constant so no stripe overheats.
Step 5: Post-clean inspection6
I inspect with white LEDs and measure Ra again. If a spec fails, I tweak speed or energy and rerun. Data goes into the traceability file. Auditors love it.
Process discipline turns a hot beam into a gentle, precise brush that cleans without a scratch.
What are the risks of laser cleaning?
A laser can heal production pain, yet it can also cause new harm if rushed. I once melted a nylon air hose because a reflection found its way under the shield. That scare taught me to respect the beam.
The main risks are eye injury, skin burns, substrate damage, harmful fumes, and electrical faults. Each risk drops sharply when you use enclosures, filters, checklists, and routine training.
Risk map and mitigation plan
Optical and skin safety
| Item | Hazard level | Control measure | My habit |
|---|---|---|---|
| Direct beam | Extreme | Class-1 cabinet | Always closed doors |
| Reflection | High | OD6 goggles | Mandatory eyewear |
| Diffuse scatter | Medium | Matte curtains | Enclose zone |
I replace goggles every two years. Scratched lenses leak danger.
Thermal and material risks
- Thin alloys can warp above 120 °C. I track surface temperature with a color-change sticker7 that turns black at 100 °C.
- Composite parts may delaminate. I lower pulse energy and widen spot size.
Fume and particle control
| Contaminant | Danger | Filter stage | Change interval |
|---|---|---|---|
| Lead paint | Toxic | HEPA + carbon8 | 120 h |
| Oil soot | Respiratory | HEPA | 150 h |
| Carbon fiber dust | Irritant | HEPA | 100 h |
A flow sensor trips the laser if airflow dips 20 %.
Electrical and fiber safety
Weekly I run a 16-item checklist: inspect fiber jacketing, check earth bond, clean lens, and verify chiller level. Predictive firmware in Kirin Laser units throws a yellow alarm if diode temperature rises 5 °C above setpoint. That heads off sudden shutdowns.
Risk never falls to zero, but layers of simple controls keep it near the floor.

What kind of laser is used for cleaning?
Some buyers assume any laser pointer can clean steel. Reality bites when a low-power beam leaves gum on the part. Cleaning needs special pulse energy and beam quality.
Pulsed fiber lasers at 1064 nm dominate cleaning because they deliver megawatt peak power in nanosecond bursts, remove coating with little heat, and run for 100,000 hours with low service cost.
Sorting laser choices
Quick comparison table
| Laser type | Pulse width | Peak power | Target task | Notes |
|---|---|---|---|---|
| Nanosecond fiber9 | 80–150 ns | Up to 1 MW | Rust, paint | Workhorse |
| QCW fiber | 0.1–2 ms | 5–30 kW | Thick scale | Risk of heat marks |
| Picosecond fiber | <10 ps | 50–300 kW | Micro-molds | Higher cost |
| CO₂ CW | Continuous | 100–500 W | Stone, wood | Reflects off shiny metal |
| Excimer UV | 10–50 ns | 100–500 kW | Polymers | Needs high-purity gases |
Nanosecond fiber covers 80 % of jobs. I keep a 200 W unit for brake rotors, a 50 W picosecond rig for mirror molds, and rent a 1000 W QCW for ship hulls once a year.
Key beam features
- Mode quality (M² < 1.3) gives a tight spot that maximizes fluence.
- Pulse jitter < 2 %10 holds energy steady. Spotty pulses leave stripes.
- All-fiber build removes free-space optics, so alignment stays locked through transport.
Cost vs. performance
| Factor | 100 W ns fiber | 200 W ns fiber | 50 W ps fiber |
|---|---|---|---|
| Capex | \$18 k | \$28 k | \$60 k |
| Cycle time (light rust) | 180 s | 90 s | 240 s |
| Operating cost / year | \$900 | \$1 200 | \$1 500 |
| Payback (8 h/day) | 14 months | 11 months | 28 months |
Price alone misleads. I pick the unit that pays back faster in my throughput model. My spreadsheet factors power, cycle time, labor, and consumables (almost none). Nanosecond fiber wins most bids by that math.
Case deeper: 200W pulsed cleaner on brake rotors
- Part spec: 305 mm cast-iron rotor, 85 µm rust.
- Recipe: 1 mJ pulses, 30 kHz, 450 mm/s scan, 15 % overlap.
- Result: Ra shift −0.05 µm, run-out change <0.02 mm.
- Throughput: 40 rotors/hour vs. 12 with wire brush.
- Total annual saving: \$38 k in labor, \$4 k in brushes, \$3 k in warranty.
ROI wins minds11 more than any shiny demo.

Conclusion
Laser cleaning12 is not a magic wand; it is a disciplined, data-driven tool that vaporizes rust and paint while sparing the host metal. Its success starts with physics—selective absorption during nanosecond pulses—and grows with a tight five-step process. Risks fade under layers of enclosures, filters, and training. Nanosecond pulsed fiber lasers lead because they balance speed, safety, and cost. My journey with Kirin Laser proves that the right beam turns surface prep from a dusty chore into a fast, lean, and high-margin step of production.
-
Understanding measurable surface change can enhance your cleaning processes and improve product longevity. Explore this resource for insights. ↩
-
Delve into the physics of selective absorption to grasp how it optimizes cleaning methods and enhances efficiency. ↩
-
Real field data is crucial for validating cleaning technologies. Discover its significance and how it impacts decision-making. ↩
-
Understanding contamination depth is crucial for effective laser cleaning, ensuring optimal results and minimal damage. ↩
-
Exploring pulse width can enhance your knowledge of laser cleaning parameters, leading to better performance and results. ↩
-
Learning about post-clean inspection techniques can improve quality control and ensure compliance with industry standards. ↩
-
Learn about the functionality of color-change stickers in temperature monitoring, crucial for preventing material warping. ↩
-
Explore how HEPA + carbon filters effectively remove toxic contaminants like lead paint, ensuring a safer environment. ↩
-
Explore the benefits of nanosecond fiber lasers, which dominate 80% of jobs due to their efficiency and cost-effectiveness. ↩
-
Understanding pulse jitter is crucial for maintaining energy stability in laser applications, ensuring optimal results. ↩
-
Learn why return on investment is a key factor in choosing laser technology, influencing decision-making beyond just features. ↩
-
Know more details about Kirin Laser Cleaning Machine, clicking this link to get your best suibtable products for your business. ↩