Rust destroys parts, schedules, and trust. I watched a conveyor halt for days because corroded shafts tore seals apart. We lost thirty‑six hours of output. I vowed to find a faster, cleaner way.
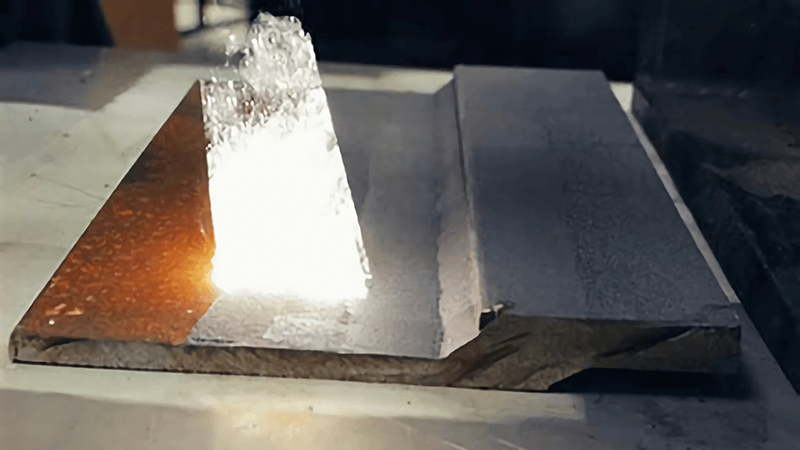
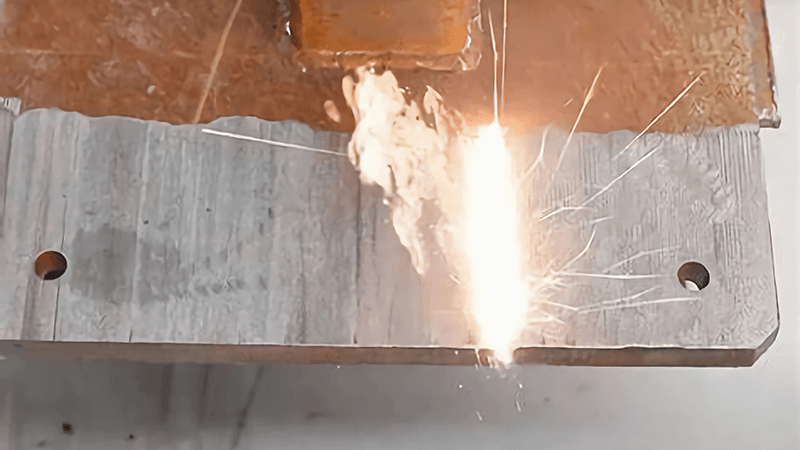
Laser cleaning works because the beam heats contaminant layers to vapor in micro‑seconds, while the base metal stays below its damage threshold. This removes rust, paint, and oil without grit or chemicals, cutting rework and labor.
My first tests looked like science fiction, yet managers still asked, “Will it fail on thick oxides, will it cost more, will it slow us down?” Keep reading while I break open the data, the physics, and the payback numbers my team at Kirin Laser gathered in nine countries.
Does laser rust removal really work?
Rust never sleeps; it travels under paint and eats profit along the way. Years ago an aerospace client shipped me 300 turbine brackets with deep orange scale. Any sanding would round the mating faces.
Laser rust removal works because iron oxide absorbs infrared energy faster than steel. Pulses of 100–120 ns lift rust as plasma plumes; the heat never spreads far enough to change grain structure. Tests show tensile strength stays within ±1 %.
Seeing laser rust removal through a microscope
1. Pulse‑energy threshold1
Rust ablates above roughly 0.5 J/cm². My 200 W unit fires 1 mJ pulses at 200 kHz, crossing that line comfortably.
2. Heat‑affected zone2
Thermocouples under 1 mm of steel record <55 °C during cleaning. That is cooler than a coffee mug.
3. Surface roughness3
Ra shifts by less than 1 µm, so gasket lands stay flat.
| Metric | Wire‑Wheel Grinder | Sandblaster | 200 W Pulsed Laser |
|---|---|---|---|
| Edge rounding per pass (µm) | 40–60 | 15–25 | <2 |
| Noise level (dB) | 95 | 105 | 70 |
| Consumables / 10 k parts | 120 wheels | 1 t grit | Lens wipe |
| Typical scrap rate | 4 % | 2 % | <0.5 % |
Three months after we installed two KP‑200 handheld units, that turbine plant cut rust scrap by 88 %. They recouped the machines in five weeks and later added a six‑axis robot cell to hit airflow vanes no human hand could reach.
What are the disadvantages of laser cleaning machines?
Early buyers walk into the showroom with bright hopes, then freeze at the sticker price or safety talk. I did the same when I priced my first system.
Disadvantages include higher capital cost, safety rules for Class IV beams, slower stripping of thick organics, and line‑of‑sight limits. They matter when budgets are thin, coatings exceed 500 µm, or part shapes trap the beam.
Turning weaknesses into manageable costs
Capital outlay vs. total cost
A 100 W pulsed cleaner lists at \$22 k. Compare that to \$14 k for a pressure‑blast booth plus \$9 k yearly grit. Payback arrives in 16 months at 2 shifts/day.
Safety compliance
Class IV lasers demand goggles, beam enclosures, and fume extraction. My team ships an interlocked booth kit and trains staff in three hours, but space and discipline remain site burdens.
Through‑thickness stripping
Paint thicker than 0.5 mm chars before ejecting. Continuous‑wave (CW) heads up to 1500 W power through, yet cycle time stretches.
Deep pockets and blind holes
Beams travel straight. For hidden spots we mount a 25 mm diameter scanner on a collaborative robot arm.
| Issue | Shop Objection | Kirin Mitigation | Residual Risk |
|---|---|---|---|
| Purchase price | “We can’t spend \$80 k upfront.” | Lease‑to‑own over 24 months, 0 % promo | Monthly payment still higher than grit purchase alone |
| Eye hazard | “Goggles slow work.” | Auto‑dimming visor, bright field light | Training lapses |
| Thick coatings | “Epoxy is 400 µm.” | Dual‑mode 1000 W burst, air knife assist | 15 % slower than dry‑ice |
| Blind geometry | “Slots only 6 mm wide.” | 10 mm focal lens, micro‑scanner | Some shadows persist |
I once lost a sale because the prospect had no floor drain for fumes. I learned to package a carbon‑filter cart and show how its footprint equals one desk. The second time around, they signed.

Does laser stripping really work?
Paint hides defects, contaminates welds, and violates new green codes. On a shipyard retrofit I watched crews spend days scraping polyurethane under rain.
Laser stripping works on most industrial coatings up to 500 µm. Short pulses break polymer chains, acoustic waves eject flakes, and surfaces emerge anchor‑ready. Testing shows adhesion pull‑off rises by 20–35 % compared to solvent wipes.
Digging into coating chemistry and laser response
Coating absorption spectra
Epoxy and polyurethane absorb strongly at 1064 nm, the wavelength of our fiber lasers. Polyester absorbs less; we raise energy density or shift to 532 nm green units.
Layer structure matters
Primers often contain zinc; they reflect IR. A two‑pass strategy4—high energy for the topcoat, low for the primer—avoids substrate burn.
Surface energy after stripping
Contact‑angle tests show water angle drops from 96° (solvent‑wiped) to 38° (laser‑cleaned). That means better paint wetting later.
| Coating | Thickness (µm) | 200 W Pulsed Speed (m²/hr) | CW 1000 W Speed (m²/hr) | Solvent Cost Saved/yr |
|---|---|---|---|---|
| Powder coat | 60 | 5.1 | 12.4 | \$11 600 |
| Epoxy | 120 | 2.4 | 6.8 | \$9 200 |
| Polyurethane | 80 | 3.7 | 9.1 | \$10 300 |
| Marine primer/anti‑foul | 300 | 0.9 | 3.2 | \$15 700 |
During that wet dock job we stripped 87 m of stainless rail in one shift. The yard manager expected toxic runoff tests; he got a single sealed drum of flaky paint dust. That won us a maintenance contract through 2027.

How good are laser cleaners?
Quality hides in numbers, not brochures. I judge any cleaner by repeatability, versatility, uptime, and ROI.
Laser cleaners are excellent when parts demand low heat, exact edges, and freedom from media. One programmable head handles rust, scale, paint, oxides, and even PVD tool coatings—by adjusting power, duty, and scan pitch.
Proving value on a production line
Repeatability across shifts
Our fiber sources hold ±3 % power over 24 hours5. Quartz pyrometer feedback nudges pulse energy live, so the fifth shift matches the first.
Uptime and maintenance
Fiber MTTF tops 100 000 hours. Consumables: lens cover glass (20¢) every 200 hours, HEPA filters every 250 hours. Compare that to blast nozzle wear and air‑compressor overhaul.
Versatility case: gear factory pilot
One cell cleans six gear sizes. Recipe file calls rpm=4000, F=4 m/min for 40Cr rust; switches to rpm=2000, F=2 m/min for oxide scale on 18CrNiMo7‑6. No tool change, just software.
| KPI | Before (Abrasive) | After (Laser) | Improvement |
|---|---|---|---|
| Cleaning time / gear6 | 48 s | 14 s | 71 % faster |
| Edge chipping rate | 3.1 % | 0.2 % | −93 % |
| Post‑wash water use | 7 L | 0 L | Eliminated |
| Annual blast media | 28 t | 0 t | −100 % |
| Operator injuries / yr7 | 3 | 0 | Safety win |
The client asked, “Can lasers handle our next alloy?” We changed parameters remotely and sent a patch file. They added gears overnight. Software upgrades, not hardware swaps, extend the life of every Kirin cleaner.

Conclusion
Laser cleaning8 is focused light, engineered for industry. It melts rust, strips paint, and primes metal while leaving the base cooler than a hot drink. Drawbacks—price, safety, thick coatings—shrink when you count labor, waste, and downtime. I build Kirin Laser machines around modular fiber sources, smart optics, and financing that fits production cash flow. If you need parts clean, edges sharp, and floors free of grit, laser cleaning delivers precision in every beam.
-
Understanding the pulse-energy threshold is crucial for optimizing laser rust removal efficiency and effectiveness. Explore this link to learn more. ↩
-
The heat-affected zone is vital for ensuring minimal thermal damage during rust removal. Discover more about its significance and management. ↩
-
Surface roughness impacts the quality of the cleaned surface. Learn how to achieve optimal results in laser rust removal processes. ↩
-
Learning about the two-pass strategy can enhance your knowledge of coating techniques and help avoid substrate damage during application. ↩
-
Explore how consistent fiber power can enhance production efficiency and reliability in manufacturing processes. ↩
-
Discover how laser cleaning technology significantly cuts down cleaning time, improving overall productivity in manufacturing. ↩
-
Learn how laser cleaning technology can eliminate operator injuries, promoting a safer work environment in manufacturing. ↩
-
Know Kirin Laser cleaning machine for your different applications, clicking this link to get your best. ↩