我看到很多团队都在为焊接速度慢、热损伤和返工问题而苦恼。随着工期紧迫,这种痛苦也越来越严重。激光焊接可以解决这个问题。它能提供干净的接缝、快速的循环和更少的废品。我将展示我是如何运用激光焊接的。
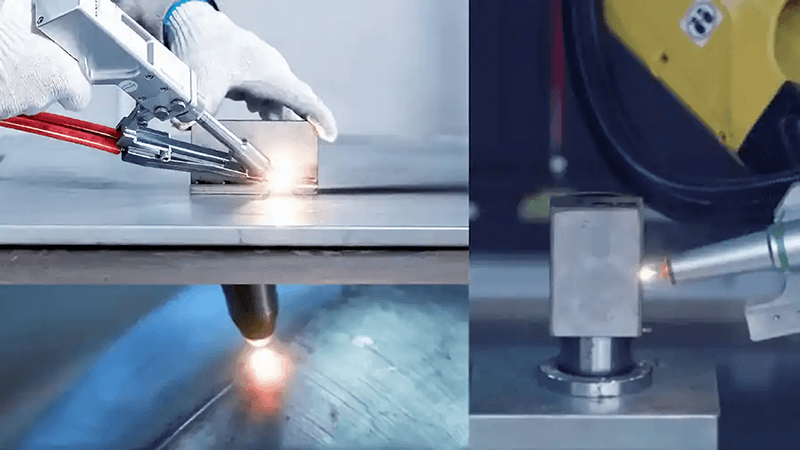
激光焊接利用聚焦激光束,以最小的热量输入形成牢固、精确的接头。它快速、清洁且一致。它适用于金属、小型部件和复杂接缝。它减少了变形和后期处理,有助于规模化生产,并保持质量稳定。
我经营麒麟激光的目标很简单:帮助买家获得可靠、可定制的光纤激光焊接机,从而减少浪费并提高产量。如果您是经销商或工厂采购,本指南将使您的采购过程清晰实用。
激光焊接的主要优点是什么?
许多买家都为飞溅、翘曲和接缝不均匀而苦恼。这会导致返工、废品和延误。我曾与一位航空航天客户合作,但激光焊接改变了这一切。它带来了稳定、干净的焊接效果,确保了按时交货和良好的利润率。
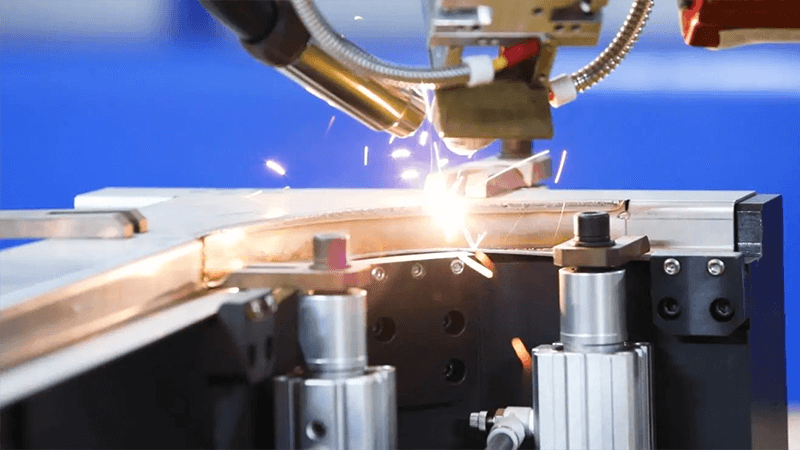
激光焊接的主要优势在于低热输入和高精度。这使得焊接热影响区狭窄、变形小,并且在高速下质量稳定。它能够保护表面质量和严格的公差,同时提高产量并减少后处理。
为什么低热量输入很重要
我用 光纤激光打标系统呢1 能量源可在小范围内以高功率密度传输能量。光束快速耦合到金属中。熔池较小。冷却迅速。基材保持其形状。这是其核心优势。当零件较薄、复杂或对热敏感时,它非常有用。
精准转化为利润
- 薄型不锈钢外壳不会塌陷。
- 电池极片焊接速度快,飞溅少。
- 航空航天支架焊接后保持公差。
- 医疗器械保持边缘清洁以保证卫生。
控制、速度和质量
- 通过功率调节,我可以调整穿透力和珠子形状。
- 振镜或摆动头可使接缝变得平滑并填补小缝隙。
- CNC 或机器人保持路径稳定且可重复。
- 视觉选项可减少操作员在小零件上犯的错误。
快速比较
| 因素 | 激光焊接 | 熔化极惰性气体保护焊/氩弧焊 |
|---|---|---|
| 热量输入 | 低 | 中到高 |
| 失真 | 非常低 | 更高 |
| 速度 | 高 | 中 |
| 后期处理 | 最小 | 经常需要 |
| 小零件 | (卓越)等级 | 硬 |
| 省时提效 | 简便 | 可能,但速度较慢 |
我的实地笔记
一位航空航天客户因薄型 Inconel 托槽变形,导致其被拒率很高。我们制定了 1.5千瓦光纤激光器2 采用摆动头。我们采用短脉冲重叠来控制热量。废品率降至1%以下。循环时间缩短了35%。强度和视觉效果均有所提升。

激光焊接使用哪种气体?
人们经常为气体支付过高的费用,或者选择不合适的气体混合物。这会影响成本和质量。我发现,当气体保护不当时,会出现孔隙度、烟灰和颜色问题。选择合适的气体很简单。它可以保护熔池并改善流动性。
保护气体通常为氩气、氮气或氦气,可单独使用或混合使用。氩气是不锈钢和一般用途的常用保护气体。氮气可以提高不锈钢的切割速度。氦气可以提高铜或铝的穿透力和亮度。
保护气体的作用
此 保护气体3 它可以隔绝氧气,稳定熔池,控制焊道颜色和飞溅,还能影响熔深和速度。我会根据金属材质、厚度和表面处理需求来选择气体。
我常用的选择
- 氩气:稳定的电弧保护,外观整洁,性价比高。
- 氮气:在奥氏体不锈钢上作用更快,有时颜色更深。
- 氦气:穿透更深,铜焊缝更亮,成本更高。
- 混合物(Ar+He 或 Ar+N2):平衡速度、渗透和表面颜色。
按材料快速指南
| 材料 | 首选气体 | 笔记 |
|---|---|---|
| 不锈钢 (304/316) | 氩气或氮气 | 氩气用于颜色;N2 用于速度 |
| 碳素钢 | 氩 | 稳定、经济高效 |
| 铝板 | 氩气或氩气+氦气 | 他提高了渗透力 |
| 铜/黄铜 | 氦气或氩气+氦气 | 他改善了耦合 |
| 镍合金 | 氩 | 清洁、可控的珠子 |
流量和喷嘴
对于大多数手持式喷头,我将流量设置在 10-20 升/分钟之间。我调整 厚度和喷嘴设计4. 层流5 很重要。窄而光滑的喷嘴可以提供更好的屏蔽效果。我会保持间距和角度一致。当接头处积聚气体时,我会进行吹扫。
我的成本建议
大多数情况下使用氩气。仅当需要更深的穿透力或对反射金属有更好的耦合效果时,才换用氦气或混合气。这样可以降低运营成本,且不影响质量。
四种焊接类型是什么?
我与那些需要比较激光与传统工艺的买家交流。他们需要一个清晰的框架。我力求简洁。大多数工厂使用四种主要类型的激光。每种类型都有其适用之处。激光并不能取代所有工作,但它可以改善许多工作。
四种主要的焊接类型是激光焊、TIG焊、MIG焊和电阻点焊。激光焊接速度快、发热量低。TIG焊可控制薄壁部件。MIG焊可为较厚的钢材提供填充材料并提高生产效率。电阻点焊可在自动生产线中快速连接板材。
一目了然的四个
| 类型 | 强度 | 适合的地方 | 极限 |
|---|---|---|---|
| 激光 | 快速、低热、精确 | 自动化,薄至中等 | 装配、反射率 |
| TIG | 非常干净、精确 | 薄而奇特的合金 | 比较慢 |
| MIG | 送丝高效 | 厚钢板、制造车间 | 更多热量、飞溅 |
| 现货(阻力) | 在床单上非常快 | 车身、钣金 | 仅重叠 |
我如何在现场比较它们
- 激光6我用它来处理不锈钢柜体、电池模块、传感器和精细接缝。它一致性好,易于自动化,而且不会留下大的焊接热影响区。
- TIG:我将其用于定制工作、维修以及手动控制的非常紧密的配合。
- MIG:当我需要在框架和较厚部分上使用高沉积填料时,我会使用它。
- Spot:我用它来重叠纸张,因为速度比美观更重要。
激光和工艺组合
我经常会混合使用多种工艺。一位客户用激光焊接接缝,用TIG氩弧焊进行小面积修补。另一位客户用MIG氩弧焊焊接重型支架,用激光焊接盖板。这种混合工艺既能降低成本,又能保证关键部位的质量。
决策表
| 问题 | 如果是 | 考虑 |
|---|---|---|
| 薄部件、装饰接缝? | 是 | 激光或 TIG |
| 大批量、自动化? | 是 | 激光或点 |
| 厚钢架? | 是 | 带线 MIG |
| 不同金属? | 是 | 带调谐功能的激光器 |
| 需要低失真吗? | 是 | 激光 |
我的简单规则
我先用激光焊接。我会在实际部件上进行测试。如果装配不良或焊丝填充过重,我会在该接头处添加焊丝或切换到 MIG 焊接。我会继续 TIG7 用于返工或需要非常精细控制的边缘。

激光焊机可以焊接多厚的金属?
人们经常会问一个数字。我避免了。厚度取决于功率、光学元件、材料和接头设计。我用实际部件进行过试验。这是最好的答案。不过,一些规则还是有帮助的。
一台典型的1.5-2千瓦手持式光纤激光器可以一次性焊接厚度达3-4毫米的不锈钢部件。功率更高的系统,例如3千瓦,在接头准备充分且配合良好的情况下,可以焊接厚度达6-10毫米。对于较厚的部件,我会使用多道焊或焊丝填充。
什么设定了限制
功率密度8 是驱动因素。光斑尺寸、聚焦深度和行进速度必须与厚度匹配。反射金属需要更大的功率。铜和铝中的热传导会带走热量。边缘处理有助于更深的穿透。
我在生产中看到的快速范围
| 电力 | 不锈钢(单道) | 碳素钢 | 铝板 |
|---|---|---|---|
| 1–1.5 千瓦 | 2–3毫米 | 2–3毫米 | 1–2毫米 |
| 2 kW | 3–6毫米 | 4–6毫米 | 2–4毫米 |
| 3 kW | 6–10毫米 | 8–12毫米 | 3–6毫米 |
这些是在良好装配和适当屏蔽条件下的大概数值。实际结果会因抖动、焦距和速度而异。
我如何安全地突破极限
- 我使用摆动来加宽珠子并稳定锁孔。
- 我稍微放慢了行进速度以便更深入地渗透。
- 我将注意力集中在关节上,以保持锁孔稳定。
- 在极少数情况下,我会预热反射部件。
- 当我需要填补间隙或建造冠时,我会添加金属丝。
联合准备事宜
- V 形槽或轻微斜角有助于较厚的部分。
- 紧密配合可减少孔隙率并改善融合。
- 清洁的表面可减少烟灰并改善耦合。
来自我行的案例
我们用一台4千瓦的装置焊接了8毫米厚的碳钢。我们采用了窄V型槽和氩气保护。我们设置了 2.5 毫米摆动宽度9我们进行了两次焊丝填充。焊缝通过了弯曲测试和目视检查,无需进行后续打磨。
激光焊机使用焊丝吗?
有些买家认为激光焊接总是自发的。事实并非如此。当我需要填充缝隙、改变化学性质或形成焊道时,我会使用焊丝。正确的焊丝设置可以保证速度和质量。
激光焊工可以使用填充焊丝。焊丝有助于弥合间隙、控制焊道形状和调整合金含量。我使用焊丝来处理较厚的接头、装配变化和美观的接缝。当装配紧密且零件较薄时,自熔焊效果更佳。
当我添加电线时
- 间隙大于 0.2–0.3 毫米。
- 需要构建边缘以进行平整研磨。
- 不同金属调节稀释度。
- 较厚部件上的多道接头。
电线选择和尺寸
- 不锈钢:ER308L、ER316L等。
- 碳钢:ER70S-6。
- 铝:ER4043、ER5356。
- 尺寸:适合大多数手持头,尺寸为 0.8–1.2 毫米。
送丝集成
我把激光与 同步送丝机10我将焊丝速度与行进速度和激光功率相匹配。我测试了一段短焊道,并根据润湿性和冠部高度进行调整。我保持焊丝与焊缝的角度约为30-45度。
比较:自体与金属丝
| 方面 | 自体 | 配线 |
|---|---|---|
| 速度 | 最高 | 稍低一点 |
| 间隙公差 | 低 | 更高 |
| 珠子控制 | 中 | 高 |
| 合金控制 | 没有 | 可调整 |
| 每个关节的成本 | 最低的 | 更高 |
我的航天故事
一位客户被拒绝了 TIG11 由于薄支架变形。我们改用光纤激光,并在较大间隙处偶尔使用金属丝。清洁接头增加。变形减少。他们达到了节拍时间。减少了返工。团队对工艺流程的信任度提高,废品率降至1%以下。

结语
激光焊接12 理念简单,实践强大。它发热量低,速度快,质量稳定。它适用于薄到中等尺寸的部件,并且在需要时能与线材完美融合。在麒麟激光,我会根据您的部件匹配功率、光学元件、气体和运动。我会在您的实际样品上进行测试并验证结果。然后,我会提供培训和支持,以扩大规模。
-
探索光纤激光器的优势可以帮助您利用先进技术实现焊接应用的精度和速度。 ↩
-
了解 1.5 kW 光纤激光器如何降低航空航天焊接的废品率、缩短周期时间,从而提高强度和视觉质量。 ↩
-
了解保护气体对于实现高质量焊接和优化焊接工艺至关重要。 ↩
-
了解厚度和喷嘴设计对气体流量的影响可以优化焊接质量和效率,确保获得更好的结果并节省成本。 ↩
-
了解层流可以通过确保更好的屏蔽来增强您的焊接技术,从而提高焊接质量并减少缺陷。 ↩
-
探索激光焊接的优势,包括速度和精度,以增强您对这种先进技术的理解。 ↩
-
了解 TIG 焊接的独特功能和应用,特别是针对定制工作和特殊合金。 ↩
-
了解功率密度对于优化焊接工艺和获得更好的结果至关重要。 ↩
-
了解摆动宽度的作用可以提高焊接精度和稳定性,从而获得更高质量的接头并减少缺陷。 ↩
-
了解同步送丝机如何提高激光焊接的精度和效率,确保最佳的焊道控制并减少变形。 ↩
-
探索此链接以了解为什么 TIG 焊接会导致高废品率和变形,以及激光焊接如何改善航空航天应用中的工艺。 ↩
-
从麒麟激光找到最好的激光焊接机和激光焊接解决方案,单击此链接即可满足您的所有需求或业务需求。 ↩




