Metal sac lazer kesiminde hassasiyet sadece bir lüks değil, bir zorunluluktur. Projelerinizin yanlışlıklarla, zaman ve kaynak israfıyla gölgelendiğini hayal edin. Sinir bozucu, değil mi?
Metal sac lazer kesiminde hassasiyete ulaşmak, yüksek kaliteli ekipman, uygun kalibrasyon, dikkatli malzeme seçimi, optimize edilmiş kesim parametreleri ve gelişmiş tekniklerin bir kombinasyonunu gerektirir. Bu alanlara odaklanarak, lazer kesim operasyonlarınızın doğruluğunu ve verimliliğini önemli ölçüde artırabilir, daha iyi ürün kalitesine ve azaltılmış atıklara yol açabilirsiniz.
Lazer kesim makinenizle hassasiyetin nasıl üstesinden gelebileceğinize bir göz atalım.
Lazer Kesim Teknolojisini Anlamak
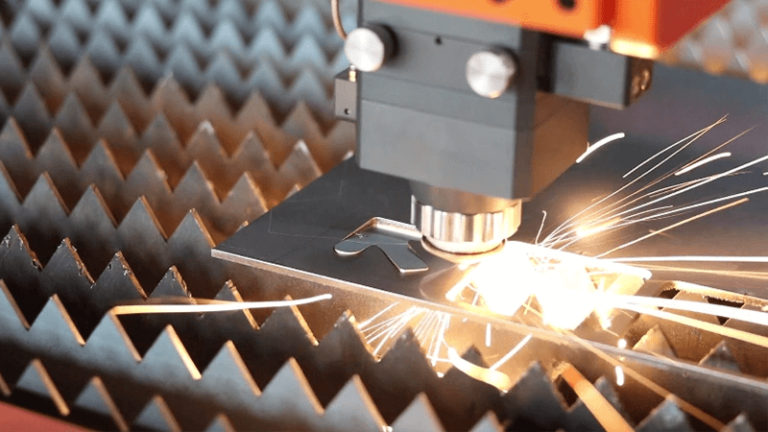
Hassasiyet, teknolojiyi anlamakla başlar. Lazer kesim makineleri, metal levhaları inanılmaz bir doğrulukla kesmek için yüksek güçlü bir lazer ışını kullanır. CO2 ve fiber lazerler gibi farklı lazer türleri vardır ve her biri belirli malzemeler ve kalınlıklar için uygundur. En iyi sonuçları elde etmek için doğru lazer türünü seçmek çok önemlidir Lazer türleri hakkında daha fazla bilgi edinin.
Ancak konu sadece makine değil. Doğru malzemeyi seçmek hassasiyette önemli bir rol oynar. Farklı metaller lazer kesime benzersiz tepki verir. Örneğin, paslanmaz çelik daha fazla lazer ışığını yansıtır ve bu da güç ayarlarında ayarlamalar yapılmasını gerektirir. Temiz, hassas kesimler sağlamak için her zaman malzemenin özelliklerini göz önünde bulundurun Malzeme seçim kılavuzu.
| Karşılaştırma Öğeleri | CO₂ Lazer Kesim | Fiber Lazer Kesim |
|---|---|---|
| Çalışma prensibi | Ortam olarak CO₂ gazı kullanılarak, elektriksel uyarım yoluyla 10.6 μm'lik bir lazer üretilerek, metal yüzeye odaklanılır ve malzeme eritilip buharlaştırılır, yardımcı gaz ise cürufu uzaklaştırır. | Kazanç ortamı olarak nadir toprak elementleriyle katkılanmış bir optik fiber kullanarak ve pompalama uyarımı yoluyla 1 - 2μm lazer üreterek. Lazer optik fiberden iletilir ve kesme için odaklanır ve yardımcı gaz cürufu temizler. |
| Kesim Kalitesi | Kerf genişliği nispeten geniş olup yaklaşık 0.2 - 0.4 mm'dir; kesme yüzeyi pürüzlülüğü genellikle Ra6.3 - Ra12.5 μm aralığındadır. | Kesim aralığı 0.1 - 0.2 mm kadar dar olabilir; kesme yüzeyi pürüzlülüğü Ra3.2 - Ra6.3 μm'ye kadar ulaşabilir. |
| kesme Hızı | Daha yavaş. Örneğin 10mm kalınlığındaki karbon çeliğini keserken yaklaşık 0.5 - 1m/dak. | Daha hızlı. 10mm kalınlığındaki karbon çeliği keserken 1 - 2m/dak hıza ulaşabilir. |
| Uygulanabilir Malzeme Aralığı | Yüksek yansıtıcılığa sahip metallerde kesme etkisi iyi değildir. Kalın siyah metaller ve bazı metal olmayanlar için uygundur. | Yüksek yansıtıcı metaller de dahil olmak üzere metal malzemelere güçlü bir şekilde uyum sağlar. Metal olmayan malzemeler üzerindeki kesme etkisi CO₂ lazeri kadar iyi değildir. |
Metal sac lazer kesiminde hassasiyet, yüksek kaliteli ekipman ve uygun kalibrasyon gerektirir.Gerçek
Metal sac lazer kesiminde hassasiyetin elde edilmesi, üst düzey ekipmanların kullanılmasına ve hataların önlenmesi için uygun kalibrasyonun sağlanmasına bağlıdır.
Küçük ölçekli projelerde lazer kesimde hassasiyetin bir önemi yoktur.Yanlış
Kaynak ve zaman israfını önlemek için, ölçeği ne olursa olsun, tüm projelerde, büyük veya küçük, hassasiyet son derece önemlidir.
Makine Kalibrasyonu ve Bakımı
Kalibrasyon en iyi dostunuzdur. Lazer kesicinizi düzenli olarak kalibre etmek, makinenin istenen toleranslar dahilinde çalışmasını sağlar. Lazer ışınının ve odaklama merceğinin hizalanmasını kontrol ederek başlayın. Hafif hizalama hataları bile önemli hassasiyet sorunlarına yol açabilir. Makinenizi en iyi durumda tutmak için bir kalibrasyon programı tutun Kalibrasyon ipuçları.
Bakım sadece kalibrasyonla ilgili değildir. Makinenizi metal tozu ve döküntülerden temiz tutmak aşırı ısınmayı ve mekanik aşınmayı önler. Düzenli bakım kontrolleri sizi beklenmedik duruşlardan kurtarabilir ve kesimlerinizde tutarlı hassasiyeti koruyabilir Bakım kontrol listesi.
Kalibrasyon Yönleri
-
Lazer Jeneratör Kalibrasyonu:
- Fiber Lazerler İçin: Pompa kaynağının gücünün kararlılığını kontrol edin. Çıkış gücünün çok fazla değişmediğinden emin olun. Gücü gerçek zamanlı olarak izlemek ve ayarlamak için profesyonel güç izleme cihazları kullanın.
- CO₂ Lazerler için: Elektrotların deşarj durumuna dikkat edin. Güç kaynağı ayarlarını düzenleyerek ve elektrotlar arasındaki mesafeyi kontrol ederek deşarjın eşit ve kararlı olduğundan emin olun.
-
Hareket Sistemi Kalibrasyonu:
- X ve Y eksenlerinin hareketini doğru bir şekilde kalibre edin. Çalışma tezgahı farklı yönlerde hareket ettiğinde herhangi bir konumlandırma hatasını ölçmek için standart hassas blokları ve mikrometreleri kullanın.
- Kesme kafasının her kesme noktasına tam olarak ulaşmasını sağlamak için vida aralıklarını, motor adım açılarını ve sürücü ayarlarını ayarlayarak hataları düzeltin.
-
Işın İletim Sistemi Kalibrasyonu:
- Fiber bağlantılarının sıkı ve hasarsız olup olmadığını kontrol edin. Fiber bükülme yarıçapının güç kaybını en aza indirmek ve iletim sırasında ışın kalitesini korumak için gereklilikleri karşıladığından emin olun.
- CO₂ lazerler için aynaların doğru açılı ve temiz olduğundan emin olun. Aynaları ayarlamak ve temizlemek için özel ışın hizalama araçlarını kullanın ve lazer yolunu toz veya kirin etkilemediğinden emin olun.

Bakım Yönleri
-
Soğutma Sistemi Bakımı:
- Soğutma sıvısı seviyesini, pH değerini ve soğutma verimliliğini düzenli olarak kontrol edin. Lazeri ve kesme kafasını serin tutmak, aşırı ısınmayı önlemek ve ışın kalitesini korumak için soğutma sıvısını gerektiği gibi ekleyin veya değiştirin.
- Soğutma sistemindeki filtreleri ve ısı eşanjörlerini temizleyerek soğutma sıvısının düzgün bir şekilde akmasını sağlayın.
-
Gaz Sistemi Bakımı:
- Oksijen veya nitrojen gibi gazlar kullanan lazer kesiciler için gaz hatlarında sızıntı olup olmadığını kontrol edin. Gaz basıncının sabit olduğundan ve akış hızının kesme gereksinimleriyle uyumlu olduğundan emin olun.
- Kirlilikleri gidermek için gaz filtrelerini düzenli olarak değiştirin, böylece gazın saf olduğundan ve kesme kalitesini etkilemediğinden emin olun.
-
Elektrik Sistemi Bakımı:
- Tüm elektrik bağlantılarını kontrol ederek güvenli ve hasarlı veya eski olmadıklarından emin olun. Bu, kısa devreleri ve elektrik kesintilerini önlemeye yardımcı olur.
- Elektrik kontrol kabinini temizleyin, anahtarların ve rölelerin düzgün çalıştığından emin olun ve ekipmanın sorunsuz ve güvenli bir şekilde çalıştığından emin olun.
-
Mekanik Parça Bakımı:
- Raylar ve vidalar gibi hareketli parçalara sürtünmeyi azaltmak ve ömürlerini uzatmak için doğru miktarda yağlayıcı uygulayın.
- Kesme kafasındaki koruyucu lenslerde çizik veya hasar olup olmadığını kontrol edin ve lazerin doğru odaklanmasını sağlamak için gerekirse değiştirin.
- Kesim sırasında hassasiyeti etkileyebilecek sarsıntıyı önlemek için kesme kafasının mekanik yapısının sağlam olduğundan emin olun.
Lazer kesimde hassasiyete ulaşmak için kesim parametrelerinin optimize edilmesi esastır.Gerçek
Kesim parametrelerini doğru ayarlayarak temiz ve hassas kesimler elde edebilir, hassasiyeti artırabilirsiniz.
Metal sac lazer kesimi ileri teknikler olmadan da etkili olabilir.Yanlış
Özellikle karmaşık projelerde lazer kesimde hassasiyeti yakalamak ve hataları en aza indirmek için ileri teknikler çok önemlidir.
Kesme Parametrelerini Optimize Etme
Kesme parametrelerini optimize etmek sihrin gerçekleştiği yerdir. Güç, hız ve frekans gibi parametreler doğrudan kesimlerinizin hassasiyetini etkiler. İnce malzemeler için daha yüksek hız ve daha düşük güç ideal olabilirken, daha kalın levhalar tam tersini gerektirebilir. Her malzeme türü için en uygun noktayı bulmak için bu ayarlarla denemeler yapın Kesme parametreleri kılavuzu.
İyi tasarım yazılımlarının gücünü hafife almayın. Gelişmiş tasarım araçları, kesin özelliklere izin verir ve lazer kesicinizle doğrudan iletişim kurabilir. Gereksiz ayrıntıları en aza indirerek ve temiz çizgiler sağlayarak tasarımlarınızın lazer kesim için optimize edildiğinden emin olun Tasarım yazılımı ipuçları.
Fiber Lazer Kesim Parametre Optimizasyonu
-
Kesim Yüksekliği: Genellikle kesme yüksekliğinin 0.8-1.2 mm arasında ayarlanması önerilir. Gerçek kesme yüksekliği doğru değilse, kalibrasyon gerekir. Kesme kalitesinin sağlanması ve malzeme israfının azaltılması için kesme yüksekliğinin hassas bir şekilde kontrol edilmesi çok önemlidir.
-
Meme Tipi ve Boyutu: Nozul modelinin ve boyutunun doğru, hasarsız olduğundan ve normal yuvarlaklığını koruduğundan emin olun. Optik merkez algılama için, çapı 1.0 mm olan bir nozul kullanılması önerilir ve odak -1 mm ile +1 mm arasında olmalıdır. Nozul aşınmasını düzenli olarak inceleyin ve kesme hassasiyetini korumak için gerektiğinde değiştirin.
-
Kesme Gücü ve Hızı: İnce malzemeler için daha yüksek hız ve daha düşük güç kullanın ve daha kalın plakalar için tam tersini yapın. İnce karbon çelik sacları keserken, 1.0 veya 1.2 mm'lik çift katmanlı küçük bir nozul kullanın, 2 m/dak'yı aşan bir kesme hızı kullanın ve aşırı kesme gazı basıncından kaçının. Kalın plakalar için, daha büyük bir nozul açıklığı kesit kalitesini iyileştirir ancak konikliği artırır. Güç ve hız optimizasyonunu dengelemek, kesme verimliliğini ve kalitesini artırabilir.

-
Kesme Gazı Basıncı: Paslanmaz çelik kesimi köşe cüruflaşması gösteriyorsa, odağı düşürün ve gaz basıncını artırın. Genel sert cüruf için, odağı düşürün ve gaz basıncını artırın. Çok düşük odak veya gaz basıncı, kesit delaminasyonuna ve pürüzlü yüzeylere neden olabilir. Genel granüler yumuşak cüruf için, uygun şekilde kesme hızını artırın veya kesme gücünü azaltın. Uygun gaz basıncı ayarları, kenar pürüzsüzlüğünü iyileştirmeye ve malzeme deformasyonunu azaltmaya yardımcı olur.
-
Malzeme Türü ve Kalınlığı: Farklı malzemeler (paslanmaz çelik, alüminyum, titanyum alaşımları gibi) farklı lazer kesim parametreleri gerektirir. Optimum kesim sonuçları elde etmek için kesim parametrelerini malzemenin yansıtıcılığı, ısıl iletkenliği ve erime noktasına göre ayarlayın.
-
Soğutma Sistemi:Etkili bir soğutma sistemi, yüksek yoğunluklu kesme işlemleri sırasında lazerin ve nozulun sabit kalmasını sağlayarak, ekipman arızasına veya kesim kalitesinin düşmesine yol açabilecek aşırı ısınmayı önler.
-
Kiriş Kalitesi: Yüksek kaliteli lazer ışınları (örneğin, düşük sapma, yüksek mod kalitesi) kesme hassasiyetini ve kenar kalitesini artırarak ısıdan etkilenen bölgeyi azaltır.
-
Bakım ve Kalibrasyon: Ekipmanın optimum çalışma koşullarında kalmasını ve kullanım ömrünün uzamasını sağlamak için ekipmanı düzenli olarak bakımını yapın, optik bileşenleri temizleyin ve kesme parametrelerini kalibre edin.
-
Gelişmiş Kontrol Teknolojileri: Uyarlanabilir kontrol sistemleri ve gerçek zamanlı izleme teknolojilerinin uygulanması, kesme işlemindeki değişikliklere bağlı olarak parametrelerin otomatik olarak ayarlanmasını sağlayarak, kesme kararlılığını ve tutarlılığını iyileştirebilir.
-
CO₂ Lazer Kesim Parametre Optimizasyonu
-
Odak Konumu: 6 mm metal malzemeler için odak genellikle yüzeydedir; 6 mm karbon çeliği için odak yüzeyin üstündedir; ve 6 mm paslanmaz çelik için odak yüzeyin altındadır ve belirli boyutlar deneysel olarak belirlenir. Odak konumu, baskı, eğimli plaka veya mavi kıvılcım teknikleri gibi yöntemler kullanılarak belirlenebilir. Hassas odak konumlandırma, kesme hassasiyetini ve kenar kalitesini artırır.
-
Delme Tekniği: Patlayıcı delme, hurda malzemeler için uygundur ve daha büyük ve daha az yuvarlak delikler üretir. Darbeli delme daha iyi kalite sunar ancak güvenilir bir gaz kontrol sistemi gerektirir. Deldikten sonra, kesme için yardımcı gazı hemen oksijene geçirin. Sabit darbeli delmeden sürekli kesmeye eşit hızda geçiş, darbe genişliğini, frekansı veya her ikisini değiştirerek ortalama lazer gücünü ayarlayarak elde edilebilir. Delme tekniklerini optimize etmek, kesme süresini azaltır ve kaliteyi artırır.
-
Nozul Tasarımı ve Gaz Akış Kontrolü: Genellikle, uçlarında küçük dairesel delikler bulunan konik nozullar kullanılır ve oksijen nozul basıncı genellikle 3 barın altındadır. Ölçeklenebilir nozullar, kesme hızını artırmak için kullanılabilir. İş parçası ile nozul arasındaki mesafe kesme basıncını etkiler; en yüksek kesme basıncı bölgesi, nozul çıkışına yakın, yaklaşık 0.5-1.5 mm uzaklıkta olup bu yaygın bir işlem parametresidir. Uygun nozul tasarımı ve gaz akışı kontrolü, kesme alanını etkili bir şekilde korur, termal etkiyi azaltır ve oksidasyonu en aza indirir.
-
Gaz Tipi: Uygun kesme gazlarının (oksijen, azot, hava gibi) seçilmesi kesme sonuçlarını önemli ölçüde etkiler. Oksijen karbon çeliği için uygundur ve iyi kesme performansı sağlarken, azot paslanmaz çelik ve alüminyum için oksidasyonu önlemek için idealdir.
-
Malzeme Kalınlığı ve Parametre Eşleşmesi: Malzeme kalınlığına göre lazer gücünü, kesme hızını ve gaz basıncını ayarlayarak kesme sırasında uygun termal girdiyi sağlayın, malzeme deformasyonunu ve kesme kusurlarını önleyin.
Tasarım Yazılım Optimizasyonu
-
Akıllı Yuvalama: AMADA lazer programlama araçları gibi yazılımlar, malzeme kullanımını iyileştirmek ve işleme süresini azaltmak için parça düzenlerini otomatik olarak tanıyan ve optimize eden akıllı yuvalama yeteneklerine sahiptir. Akıllı yuvalama ayrıca insan hatasını en aza indirir ve üretim verimliliğini artırır.
-
Kesme Yolu Üretimi: Ayarlanan kesme yörüngesine bağlı olarak, yazılım, yüksek hassasiyetli kesme elde etmek için malzeme termal deformasyonunu ve ataleti dikkate alarak otomatik olarak kesme yolları oluşturabilir. Optimize edilmiş kesme yolları, kesme süresini azaltır ve kesme kalitesini artırır.
-
Simülasyon ve Optimizasyon: Simülasyon işlevlerinin sağlanması, kesme işleminin bir bilgisayarda simüle edilmesine olanak tanır, hata ayıklamayı ve optimizasyonu kolaylaştırır ve kesme hatalarını azaltır. Simülasyon, kesme sırasında olası sorunları tahmin etmeye yardımcı olur ve sorunsuz gerçek kesme işlemlerini garantilemek için önceden parametre ayarlamaları yapılmasına olanak tanır.
-
Veri Yönetimi ve Analizi: Modern lazer kesim yazılımları genellikle veri yönetimi ve analiz özelliklerini, veri analizi için kesme parametrelerini ve sonuçlarını kaydetmeyi içerir. Bu, üretim iş akışlarını optimize etmeye ve ekipman kullanımını iyileştirmeye yardımcı olur.
-
Çok Eksenli Kontrol: Gelişmiş tasarım yazılımı, çok eksenli kontrolü destekleyerek karmaşık eğrilerin yüksek hassasiyetle kesilmesini sağlar ve çeşitli endüstriyel uygulamaların taleplerini karşılar.
Malzeme seçimi metal levha lazer kesiminde hassasiyeti önemli ölçüde etkilemez.Yanlış
Malzeme seçimi, lazer kesim işleminin kalitesi ve hassasiyeti üzerinde doğrudan etkiye sahiptir ve sonuçları etkiler.
Metal levha lazer kesiminde hassasiyetin elde edilmesinde kaliteli ekipmanın rolü çok azdır.Yanlış
Lazer kesimde gerekli hassasiyeti elde etmek için yüksek kaliteli ekipman kullanımı, doğruluğu ve güvenilirliği garanti altına aldığı için önemli bir faktördür.
Operatör Eğitimi ve En İyi Uygulamalar
Yetenekli operatörler her şeyi değiştirir. Ekibinizi lazer kesicinin nüanslarını anlayacak şekilde eğitmek, hassasiyette önemli iyileştirmelere yol açabilir. Sürekli öğrenmeyi teşvik edin ve operatörlerinizin en son tekniklerle güncel kalmaları için kaynaklar sağlayın Operatör eğitim kaynakları.
En iyi uygulamaları uygulamak esastır. Uygun malzeme elleçleme, düzenli makine denetimleri ve temiz bir çalışma alanı sağlamak gibi basit adımlar hassasiyeti artırabilir. Yüksek kaliteli sonuçlar sağlamak için ekibinizde ayrıntılara dikkat etme kültürünü teşvik edin En iyi uygulamalar kontrol listesi.
Kalite Kontrol ve Muayene
Kalite kontrolü sizin emniyet ağınızdır. Kumpas ve lazer ölçüm cihazları gibi araçlar kullanılarak yapılan düzenli denetimler hassaslık sorunlarını erkenden belirlemeye yardımcı olur. Sağlam bir kalite kontrol süreci uygulamak yalnızca en iyi kesimlerin nihai ürüne ulaşmasını sağlar Kalite kontrol yöntemleri.
En son gelişmelerle önde kalın. Lazer kesim endüstrisi, hassasiyeti artıran yeni teknolojilerle sürekli olarak gelişiyor. Rekabetçi kalmak için otomatik kalibrasyon sistemleri ve AI destekli kesim optimizasyonları gibi yenilikleri takip edin En son lazer kesim yenilikleri.
Sık Karşılaşılan Sorunları Giderme
Sorun giderme yolculuğun bir parçasıdır. Tutarlı olmayan kesim genişlikleri veya pürüzlü kenarlar gibi yaygın hassasiyet sorunları genellikle yanlış ayarlar veya makine hizalama hataları gibi basit sorunlara kadar izlenebilir. Ekibinizin bu sorunları hızla ele alıp çözmesi için bir sorun giderme kılavuzu geliştirin. Sorun giderme kılavuzu.
Sonuç
Sonuç olarak, bir metal sac lazer kesim makinesiyle hassasiyete ulaşmak, teknolojinizi anlamanın, titiz bakımın ve sürekli optimizasyonun bir karışımıdır. Bu alanlara odaklanarak, lazer kesim işlemlerinizin hem doğru hem de verimli olmasını sağlayabilirsiniz. Her kesimin önemli olmasını sağlayalım!
Referanslar:
- "Daha İyi Sonuçlar İçin Lazer Kesim Makinenizi Nasıl Optimize Edersiniz?", Kirin Laser'den.
- "Endüstriyel Hassasiyet için En İyi Metal Lazer Kesiciler: Hangisi Sizin İçin Uygun?", Kirin Laser'den.
- "Paslanmaz Çelik İçin En İyi Lazer Kesiciyi Seçmek: Bir Kılavuz", Kirin Laser'den.
- "Fiber Lazer Kesiciler: Satın Almadan Önce Bilmeniz Gerekenler", Kirin Laser'den.
- "İhtiyaçlarınıza Uygun Doğru Metal CNC Makinelerini Nasıl Seçersiniz", Kirin Laser'den.
- "Endüstride Fiber Optik Lazer Kesim Makinelerinin En İyi Uygulamaları", Kirin Laser'den.
- "3. Nesil Maglev Fiber Lazer Kesim Makinesi", Kanfon'dan.
- "Lazer Kesim Sac Metal Üretim Teknikleri", Metal Works'ten.