Многие покупатели спрашивают меня о мощности лазерного резака, а затем обнаруживают, что одной высокой мощности недостаточно для обеспечения качества резки или бесперебойной работы. Это может привести к дорогостоящим задержкам, когда выходит из строя один из упущенных из виду компонентов системы.
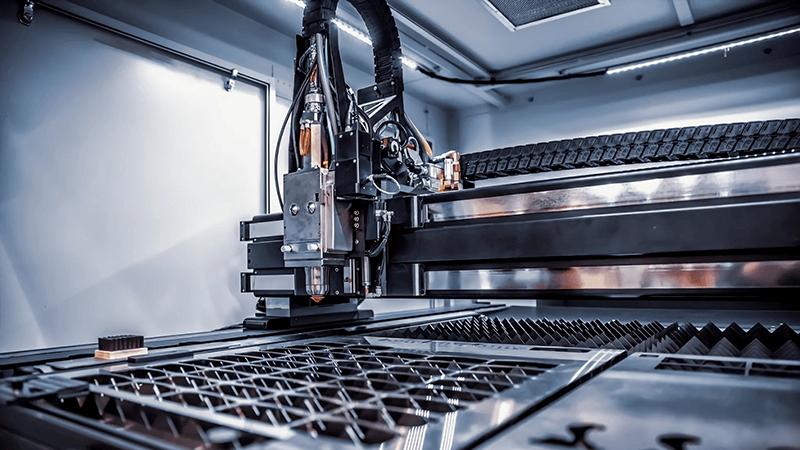
Станок для лазерной резки волоконным лазером представляет собой взаимосвязанную производственную систему. Я рассматриваю лазерный источник, режущую головку, оптику, станину станка, сервоприводы, контроллер ЧПУ, чиллер, систему подачи вспомогательного газа, систему вытяжки дымовых газов и защитный кожух в совокупности, поскольку одна слабая деталь может снизить качество резки, скорость и время безотказной работы.
В компании Kirin Laser я занимаюсь производством волоконно-лазерных станков для резки и предоставляю OEM-решения для дистрибьюторов, которым нужна надежная система, а не просто мощный принтер этикеток. Я также выпускаю оборудование для лазерной сварки, очистки и маркировки, поэтому во всех своих производственных линиях я придерживаюсь одного и того же правила: стабильные результаты достигаются за счет согласованной работы компонентов как единого целого. Точность каждого луча начинается с комплексной системы.
Из каких основных компонентов и частей состоит лазерный резак?
Покупатели часто сначала сравнивают марки лазерных источников, но я вижу много проектов, которые терпят неудачу, потому что покупатель игнорирует расход газа, мощность охлаждения, качество движения или доступность для обслуживания. Мощный источник не сможет компенсировать слабость окружающей его системы.
Я разделяю волоконный лазерный резак на восемь рабочих групп: генерация лазерного луча, подача луча и режущая головка, рама и перемещение станка, ЧПУ-управление, охлаждение, подача вспомогательного газа, вытяжка и защита. Я объединяю эти группы в один пакет, поскольку они влияют друг на друга во время каждой резки.
Я начинаю с траектории лазерного луча.
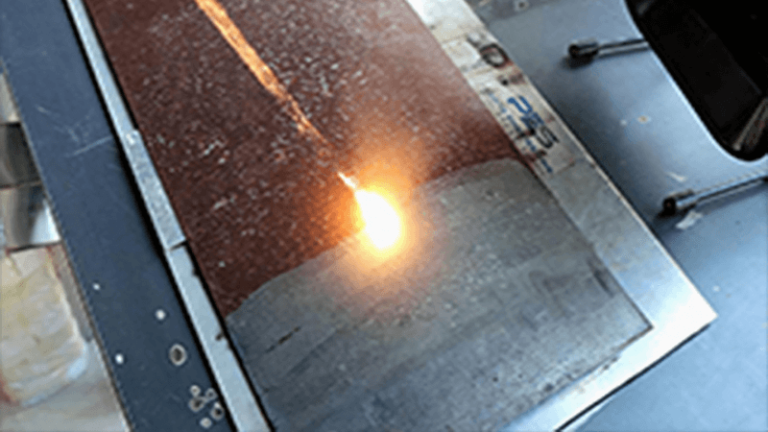
Источник лазерного излучения формирует волоконный лазерный луч. Затем волоконный кабель передает этот луч на режущую головку. Внутри головки... Коллимационная и фокусирующая оптика формируют луч для воздействия на поверхность материала.1Система автофокусировки устанавливает положение фокуса. Сопло направляет вспомогательный газ в зону резки.
Я не рассматриваю эти детали как отдельные товары для покупки. Источнику необходима совместимая режущая головка. Головка должна иметь чистую оптику и правильное выравнивание сопла. Сопло должно иметь стабильное давление газа. Если хотя бы один из этих пунктов не соответствует требованиям, я могу... шероховатые края, шлак, нестабильная пробивка или медленная резка2 даже если на бумаге источник питания выглядит правильно.
Я проверяю движение, управление и охлаждение одновременно.
Станина служит основанием для станка. Портал, направляющие, зубчатые рейки, редукторы и сервомоторы перемещают режущую головку по листу. Контроллер ЧПУ считывает файл резки и отправляет команды на оси, лазерный источник, газовые клапаны и датчик высоты. Система охлаждения поддерживает рабочую температуру источника и головки в заданном диапазоне.
| Системная группа | Основные части, которые я рассматриваю | То, что я защищаю |
|---|---|---|
| Генерация лазера | Источник оптоволокна, оптоволокно доставки, электрощит. | Стабильный выход луча |
| Режущая система | Режущая головка, линзы, сопло, датчик высоты | Фокусировка и качество контуров |
| Система движения | Кровля, портал, направляющие, стеллажи, сервоприводы | Точность и воспроизводимость |
| Система контроля | ЧПУ, программное обеспечение для раскроя, датчики, электропроводка. | Правильный ответ машины |
| Поддержка процесса | Холодильная установка, компрессор, линия подачи азота или кислорода | Стабильная резка в долгосрочной перспективе |
| Защита магазина | Вытяжка, фильтры, корпус, блокировки | Безопасность оператора и оборудования |
Однажды я работал с дистрибьютором, конечный клиент которого считал, что источником лазерного излучения является вся машина. Когда кромки реза становились шероховатыми, клиент продолжал винить источник. Я проверил настройку машины вместе с дистрибьютором и обнаружил слабую газовую систему и недостаточно мощный чиллер. Источник лазерного излучения оказался не настоящей проблемой. После того, как мы объяснили всю конструкцию машины, дистрибьютор перестал продавать только мощность. Он начал продавать время безотказной работы, поддержку и полный пакет услуг по технологическому процессу.
Я также планирую поставку деталей, обеспечивающих работу механизма.
Перед подтверждением конфигурации я уточняю информацию об электроснабжении, качестве сжатого воздуха, источнике вспомогательного газа, способе загрузки листов и наличии места для обслуживания фильтров. На мой взгляд, эти детали не являются дополнительными опциями. От них зависит, сможет ли машина работать полную смену без многократных остановок.
В Kirin Laser я хочу, чтобы OEM-покупатель увидел всю систему целиком, прежде чем контейнер покинет наш завод. Я могу подобрать размер рабочей поверхности, мощность лазера, тип головки, язык контроллера, брендинг и документацию по поддержке в соответствии с местным рынком. Я делаю это потому, что лазерный резак заслуживает доверия только тогда, когда все его ключевые компоненты работают согласованно на производственной площадке заказчика.

Какой материал ни в коем случае нельзя резать лазерным резаком?
Опасный материал может повредить оборудование, выделять опасные пары и подвергнуть оператора опасности за считанные секунды. Я не позволяю покупателю предполагать, что каждый лист или пластик с пометкой «подходит для резки» безопасен для волоконного лазерного резака.
Я никогда не одобряю лазерную резку ПВХ или винила. Кроме того, перед резкой неизвестных видов пластика, галогенированных материалов, листов с покрытием, окрашенных деталей или изделий со скрытыми клеевыми слоями я требую проверки материала, поскольку высокая температура может выделять вредные пары и повреждать детали машин.
Я отношусь к ПВХ и винилу как к четкому знаку «Стоп».
ПВХ и винил могут выделять хлористый водород при нагревании лазером.3 Это создает серьезную опасность для воздуха, а также может привести к... коррозия внутри зоны резки, в зоне отвода материала и в близлежащих деталях станка.4Я не пытаюсь решить эту проблему, открывая дверь или добавляя небольшой вентилятор. Я отношусь к этому материалу как к тому, который не должен попадать в процесс лазерной резки.
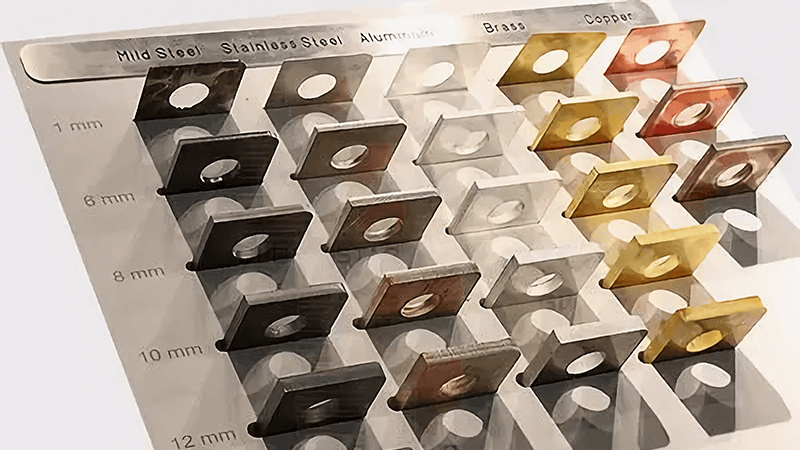
Станок для лазерной резки волоконным лазером в основном предназначен для обработки металла. Он хорошо обрабатывает многие металлы, но это не значит, что он должен стать контрольным инструментом для каждого неметаллического материала в цехе. Дистрибьютор защищает свой бренд, предоставляя клиентам четкие ограничения по материалам до установки.
| Материал или состояние | Мое решение | Почему я принимаю это решение |
|---|---|---|
| ПВХ и винил | Никогда не режьте | Опасные пары и риск коррозии |
| Неизвестный пластик | Не обрезайте до проверки. | Данный состав может быть небезопасным. |
| ПТФЭ или фторированные материалы | Не режьте без консультации со специалистом. | Нагревание может приводить к образованию опасных фторидных соединений. |
| Окрашенный или покрытый металл | Сначала ознакомьтесь с процедурами нанесения покрытия и экстракции. | Покрытия могут выделять вредные пары. |
| Лист с самоклеящейся основой | Сначала проверьте клей. | Клеи могут дымить, гореть или загрязнять оптику. |
| Чистая сталь, нержавеющая сталь, алюминий | Процесс выполняется после стандартных проверок настройки. | Это распространенные области применения волоконных лазеров. |
Я запрашиваю факты, прежде чем устанавливать параметры.
Я запрашиваю у заказчика название материала, сплав, толщину, тип покрытия и паспорт безопасности. Я также спрашиваю, какое масло, краска, пленка или защитный слой находится на поверхности. Этот шаг может показаться медленным на первый взгляд, но он предотвращает гораздо более серьезные проблемы в дальнейшем.
Я также слежу за тем, чтобы станок имел надлежащую локальную вытяжку и фильтрацию для разрешенных материалов. Вытяжка не дает права резать небезопасные материалы. Это контроль за испарениями, образующимися от материалов, которые уже одобрены для данного процесса. Я хочу, чтобы путь вытяжки, выбор фильтров и план технического обслуживания соответствовали реальному объему работ в цехе.
Я обеспечиваю безопасность в процессе продаж.
Я рекомендую дистрибьюторам включать лист приемки материалов в каждое коммерческое предложение и пакет обучения операторов. В листе можно указать, какие материалы машина предназначена резать, какие материалы требуют проверки, а какие не допускаются. Это дает отделу продаж четкий ответ, когда конечный пользователь запрашивает быструю проверку неизвестного продукта.
В компании Kirin Laser я также включаю в полный план оборудования средства безопасности, такие как защита корпуса, блокировка дверей, аварийные остановки и предупреждающие надписи. Тем не менее, безопасная эксплуатация зависит от оператора, используемых материалов, системы вытяжки и местных правил. Я говорю своим партнерам, что никто не должен принимать решение о выборе материала, основываясь только на коротком видеоролике в интернете.

Экологически ли безопасен лазерный резак?
Многие покупатели называют лазерный резак экологичным, потому что он точный и быстрый. Я понимаю эту цель, но не делаю таких заявлений, не изучив энергопотребление, расход газа, контроль выбросов, процент брака и полный производственный план.
Я считаю лазерную резку волоконным лазером более чистым и экономичным с точки зрения расхода материала вариантом, чем многие старые методы резки, при условии правильной настройки. Она позволяет сократить количество отходов, избежать использования смазочно-охлаждающих жидкостей во многих операциях и ограничить расход инструмента, но при этом всё ещё потребляет электроэнергию и вспомогательный газ, а также требует ответственного контроля выбросов вредных веществ.
Я смотрю дальше завершенной части
Точность позволяет сократить количество отходов. Когда я использую хорошее гнездо5Я располагаю детали ближе друг к другу и использую больше каждого листа. При использовании стабильных параметров резки я получаю меньше бракованных деталей. Поддерживая сопла, линзы и подвижные части в хорошем состоянии, я избегаю доработок, вызванных плохим качеством кромок.
Лазерная резка также позволяет отказаться от некоторых физических инструментов. Предприятие может избежать изготовления отдельного твердого инструмента для каждой простой формы. Это также может позволить избежать использования некоторых смазочно-охлаждающих жидкостей, применяемых в других процессах. Эти факторы могут снизить количество отходов, но я все же учитываю затраты энергии на питание источника, чиллера, сервоприводов, вытяжной установки и газовой системы.
| Площадь, которую я измеряю | Лучшая практика | Результат, которого я ожидаю |
|---|---|---|
| Использование листов | При необходимости используйте раскрой и обрезку по общей линии. | Меньше обрезков и ниже стоимость отходов |
| Энергопотребление | Подбирайте мощность в соответствии с обрабатываемым материалом и избегайте длительных простоев. | Снижение ненужного потребления электроэнергии. |
| Вспомогательный газ | Правильно установите давление и размер сопла. | Меньше потерь газа и более стабильная резка. |
| Обработка паров | Используйте правильные методы извлечения данных, фильтры и проверки сервисов. | Более чистый воздух в цехе и контролируемое количество отходов. |
| Жизнь машины | Обслуживать оптику, холодильные установки и подвижные элементы. | Меньше заменяемых деталей и меньше времени простоя |
| Обращение с ломом | Сортируйте чистый металлический лом для переработки. | Улучшенное извлечение материалов |
Я не игнорирую испарения и фильтрую отходы.
В процессе любой термической резки образуются побочные продукты. Металлическая пыль, дым и пары от покрытия должны улавливаться и правильно утилизироваться. Я рассматриваю это как часть решения, касающегося охраны окружающей среды, а не как отдельную проблему предприятия. Станок с плохой системой вытяжки может по-прежнему производить точные детали, но это не способствует созданию ответственного производственного участка.
Я также советую покупателям планировать замену фильтров и утилизацию отходов. В использованных фильтрах может скапливаться пыль и остатки загрязнений.6 Заказчик должен соблюдать местные требования к тестированию, хранению и утилизации. Я не гарантирую нулевой уровень выбросов лазерного резака. Я помогаю клиентам сократить количество отходов и управлять теми выбросами, которых они не могут избежать.
Я помогаю покупателям более честно заявлять о своей приверженности принципам экологичности.
Я предлагаю дистрибьюторам говорить об эффективности, точности, снижении брака и контролируемом извлечении, вместо общих заявлений об экологичности. Это повысит доверие со стороны промышленных покупателей. Менеджер по закупкам сможет сравнить фактический выход листового материала, потребление электроэнергии на один заказ, расход газа, процент бракованных деталей и стоимость обслуживания фильтров.
В Kirin Laser я могу помочь OEM-партнерам выбрать станок нужного размера и мощности, соответствующие их задачам. Слишком мощный станок может привести к увеличению капитальных затрат и ненужному потреблению энергии. Правильно подобранный станок обеспечивает более эффективное планирование производства. Для меня это и есть практическое значение экологически чистой лазерной резки.
Считается ли лазерная резка станком с ЧПУ?
Некоторые покупатели рассматривают лазерный резак только как инструмент, использующий луч, а другие — только как станок с ЧПУ. Оба подхода упускают из виду полную картину. Луч выполняет резку, но система ЧПУ обеспечивает лучу повторяемую траекторию и логику процесса.
Да, я считаю автоматизированный станок для лазерной резки волоконным лазером станком с ЧПУ. Контроллер ЧПУ использует цифровые инструкции из CAD/CAM-систем и программного обеспечения для раскроя, чтобы координировать оси портала, мощность лазера, высоту режущей головки, настройки пробивки и подачу вспомогательного газа во время запрограммированной операции резки.
Я рассматриваю ЧПУ как слой принятия решений машиной.
ЧПУ означает компьютерное числовое управление.7 В волоконно-лазерном станке контроллер преобразует цифровые данные о детали в команды перемещения и обработки. Я загружаю или получаю файл проекта. Система CAM и система раскроя подготавливают траекторию движения инструмента. Затем контроллер перемещает оси и применяет выбранные параметры резки.
Станок не просто перемещается из точки А в точку В. Он может управлять ускорением, поведением на поворотах, заходами на обработку, точками прокола, изменением мощности, временем подачи газа и следованием по высоте. Именно поэтому контроллер ЧПУ напрямую влияет на точность детали, время цикла и состояние кромки.
| шаг ЧПУ | Что я использую | Что контролирует машина |
|---|---|---|
| Дизайн | CAD чертеж | Форма и размеры детали |
| Подготовка | CAM-системы и программное обеспечение для раскроя | Траектория движения инструмента, разметка и порядок резки. |
| Установка | Библиотека материалов и параметры процесса | Значения мощности, газа, фокусировки, скорости и пробивной способности |
| Типы | Система управления ЧПУ и сервопривод | Перемещение по осям, команды лазера, отклик датчика. |
| Проверить | Проверки оператора и производственные данные | Повторяемость и совершенствование процессов |
Я отличаю резку с ЧПУ от простого использования лазера.
Я использую термин ЧПУ, когда процесс резки управляется компьютерным контроллером посредством запрограммированных координат и настроек. Ручной лазерный инструмент или устройство ручного позиционирования — это не то же самое, что система ЧПУ. Настоящий волоконный лазерный резак с ЧПУ использует скоординированное механическое движение, датчики обратной связи и правила обработки, управляемые программным обеспечением.
Для OEM-покупателей это важно, поскольку функциональные возможности ЧПУ влияют на предлагаемую ими ценность. Хороший контроллер может упростить обучение операторов, поддерживать библиотеки материалов, обеспечивать удаленную диагностику и упрощать повторные заказы. Он также может поддерживать разные языки и учитывать локальные потребности рабочего процесса. Эти детали помогают дистрибьютору обслуживать как небольшие цеха, так и крупные металлообрабатывающие предприятия.
Я разрабатываю комплекты оборудования для станков с ЧПУ для местного рынка.
В Kirin Laser я обсуждаю программное обеспечение управления, языковые опции, требования к раскрою, удаленную поддержку и обучение, прежде чем окончательно выбрать OEM-станок. Я не предполагаю, что каждому покупателю нужна одинаковая компоновка экрана или рабочий процесс программного обеспечения. Дистрибьютору может потребоваться собственный логотип на интерфейсе, локальная документация или набор стандартных материалов для своей клиентской базы.
Я также поясняю, что Станки с ЧПУ не устраняют необходимость в квалифицированных специалистах.8 Оператору по-прежнему необходимо проверять состояние материала, износ сопла, качество газа, настройки фокусировки и получение первой готовой детали. ЧПУ делает процесс повторяемым. Квалифицированная настройка и техническое обслуживание обеспечивают эту повторяемость в долгосрочной перспективе.
Заключение
Я рассматриваю станок для лазерной резки волоконным лазером как полноценную производственную систему с ЧПУ, а не просто источник лазерного излучения. Источник, режущая головка, подвижная платформа, ЧПУ, чиллер, газопровод, вытяжная система и элементы безопасности должны работать согласованно. Я никогда не одобряю лазерную резку ПВХ или винила и проверяю неизвестные или покрытые материалы перед тестированием. Я также описываю экологическую ценность на практике: меньшее количество отходов и инструментов может помочь, но энергия, газ, выхлопные газы, фильтры и переработка по-прежнему имеют значение. В Kirin Laser я помогаю OEM-партнерам продавать надежную работу, безопасные процессы и систему, которая соответствует реальным задачам.
-
"Лазерная режущая головка Raytools BT210S мощностью 1500 Вт". https://www.edmundoptics.com/knowledge-center/application-notes/optics/laser-beam-shaping-overview/?srsltid=AfmBOoqQrRlwrEkHCVtyX9eOQBTPryewnko3ndTL0bClVm78flWPyZjrВ справочнике по лазерной оптике поясняется, что коллимирующая оптика уменьшает расходимость луча, а фокусирующая оптика формирует рабочее пятно на материале, подтверждая заявленную функцию этих элементов в режущей головке. Роль доказательства: механизм; тип источника: образование. Подтверждает: Коллимирующая и фокусирующая оптика в режущей головке формируют лазерный луч для взаимодействия с поверхностью материала. Примечание к области применения: Источник может описывать лазерную оптику для резки в общем виде, а не точную конструкцию режущей головки, используемую в каждом волоконно-оптическом лазерном станке. ↩
-
«Лазерная резка: обзор влияния вспомогательного газа — PMC». https://pmc.ncbi.nlm.nih.gov/articles/PMC6337310/Экспериментальные исследования лазерной резки показывают, что такие параметры процесса, как положение фокуса, давление газа, состояние сопла и скорость резки, влияют на шероховатость кромок, образование шлака, стабильность пробивки и достижимую скорость резки. Роль доказательства: экспертное мнение; тип источника: статья. Подтверждает: Неправильные оптические, газовые, охлаждающие или условия выравнивания могут привести к проблемам с качеством резки и производительностью, таким как шероховатость кромок, образование шлака, нестабильная пробивка или медленная резка. Примечание: В таких исследованиях обычно тестируются выбранные материалы, толщины и мощности лазера, поэтому они подтверждают общую зависимость, а не доказывают каждый перечисленный дефект в каждой конфигурации. ↩
-
«Подробный отчет о несчастном случае | Охрана труда и техника безопасности... - OSHA». https://www.osha.gov/ords/imis/accidentsearch.accident_detail?id=14489678Авторитетные источники по лазерной безопасности и разложению полимеров указывают на то, что ПВХ может выделять хлористый водород при термическом разложении, что подтверждает необходимость исключения ПВХ/винила из процессов лазерной резки. Роль доказательства: механизм; тип источника: государственный. Подтверждает: ПВХ и винил могут выделять хлористый водород при нагревании лазером. Примечание: Большинство источников обсуждают термическое разложение, горение или лазерную резку в целом; они могут не тестировать каждую рецептуру ПВХ/винила в точно таких же условиях, как описано. ↩
-
«Хлористый водород — Карманный справочник NIOSH по химическим опасностям — CDC». https://www.cdc.gov/niosh/npg/npgd0332.htmlВ справочниках по безопасности и материалам хлористый водород описывается как коррозионно-активное вещество, способное образовывать соляную кислоту во влажном воздухе, что дает основания для опасений по поводу коррозии в корпусах лазеров и вытяжных трактах. Роль доказательства: механизм; тип источника: государственный. Подтверждает: хлористый водород, выделяемый нагретым ПВХ/винилом, может способствовать коррозии в зоне лазерной резки, вытяжном тракте и близлежащих деталях оборудования. Примечание: это подтверждает коррозионный механизм воздействия хлористого водорода; это не дает количественной оценки скорости коррозии для конкретного лазерного станка или конструкции вытяжного тракта. ↩
-
"Оптимизация затрат в производстве листового металла с помощью... - DSpace@MIT", https://dspace.mit.edu/handle/1721.1/152646Исследование проблем двумерной раскройки и размещения деталей описывает размещение деталей на заготовке как упорядочивание деталей для повышения эффективности использования материала и уменьшения потерь или брака. Роль доказательства: механизм; тип источника: бумага. Подтверждает: Правильное размещение деталей позволяет располагать их ближе друг к другу и использовать больше материала с каждого листа, уменьшая отходы. Примечание: Источник подтверждает общий механизм размещения деталей, уменьшающий количество обрезков; фактическая экономия зависит от геометрии детали, размера листа, ширины пропила и производственных ограничений. ↩
-
«Характеристики опасных отходов». https://www.epa.gov/hw-sw846/hazardous-waste-characteristicsВ руководстве по обращению с опасными отходами и промышленной фильтрации воздуха отмечается, что собранная пыль и отработанные фильтры могут содержать улавливаемые загрязняющие вещества и, следовательно, могут потребовать анализа перед хранением, переработкой или утилизацией. Роль доказательства: общая поддержка; тип источника: государственный. Подтверждает: Использованные фильтры из систем вытяжки, изготовленных методом лазерной резки, могут содержать собранную пыль и остатки, которые могут потребовать надлежащего тестирования, хранения и утилизации. Примечание об области применения: Подтверждение контекстуально: является ли использованный фильтр регулируемым отходом, зависит от материала, из которого он изготовлен, покрытий, местного законодательства и результатов аналитических испытаний. ↩
-
"CNC (значения) - Википедия", https://en.wikipedia.org/wiki/CNC_(disambiguationСтандартное техническое определение определяет ЧПУ как компьютерное числовое управление, при котором компьютер управляет движением станка посредством числовых команд. Роль подтверждения: определение; тип источника: энциклопедия. Подтверждает: ЧПУ означает компьютерное числовое управление. ↩
-
«Операторы станков с числовым программным управлением» https://www.bls.gov/oes/2023/may/oes519161.htmВ источниках, посвященных производственной рабочей силе и механической обработке, отмечается, что оборудование с ЧПУ автоматизирует запрограммированные операции, но по-прежнему требует квалифицированного персонала для настройки, мониторинга, проверки и технического обслуживания, что подтверждает различие между автоматизацией и полным устранением необходимости в навыках оператора. Роль доказательства: экспертное мнение; тип источника: государственный. Подтверждает: ЧПУ не устраняет необходимость в квалифицированных специалистах. Примечание к области применения: Данное доказательство подтверждает общий принцип работы оборудования с ЧПУ в производстве и может не количественно оценивать требования к навыкам для конкретных станков, обсуждаемых в статье. ↩