
Когда дело доходит до лазерной сварки, правильная настройка является ключом к достижению идеального сварного шва. Слишком большая мощность — и вы рискуете прожечь материал; слишком малая — и вы не получите прочного соединения. Как инженер по продажам в Kirin Laser, я помог бесчисленному количеству компаний оптимизировать их лазерные сварочные аппараты для различных применений, и я могу вам сказать — правильные настройки могут иметь решающее значение.
Итак, как настроить лазерный сварочный аппарат для различных применений? Процесс не такой сложный, как кажется. При правильном подходе любой может освоить настройки и получать стабильные, высококачественные сварные швы каждый раз.
Прежде чем мы углубимся в тонкости настройки, давайте удостоверимся, что вы понимаете, почему так важно все сделать правильно. Неправильно настроенный лазерный сварочный аппарат может привести к слабым сварным швам, отходам материала и разочарованию операторов. С другой стороны, при правильных настройках вы можете добиться точных, прочных и чистых сварных швов, что сэкономит время и деньги в долгосрочной перспективе. В этом руководстве я расскажу вам об основах настройки лазерного сварочного аппарата для всех типов применений.
Правильная калибровка лазерного сварочного аппарата обеспечивает оптимальное качество сварки.Правда
Калибровка лазерной головки и очистка оптики обеспечивают лучшее выравнивание и более высокое качество сварных швов.
Для лазерной сварки нет необходимости выбирать правильный вспомогательный газ.Ложь
Выбор подходящего вспомогательного газа, например аргона или гелия, имеет решающее значение для защиты материала и качества сварки.
Как выбрать подходящий аппарат для лазерной сварки для вашего случая?
Выбор правильного аппарата для лазерной сварки начинается с понимания ваших материалов и потребностей. Лазерная сварка не является универсальным процессом — существует множество аппаратов, предназначенных для разных материалов, толщин и уровней точности. Вам нужно будет оценить такие факторы, как:
- Тип материала (нержавеющая сталь, алюминий, титан и т.д.)
- Толщина (какой толщины материал вы будете сваривать?)
- Требования к точности (вам нужна микросварка или более крупные швы?)
Лучшая машина для ваших нужд будет зависеть от этих факторов. Например, если вы работаете с тонкими металлами, вам может понадобиться машина с более высокой точностью и более сфокусированным лучом. Если вы свариваете более толстые материалы, вам понадобится большая мощность.
В следующей таблице представлен полный обзор общих параметров для лазерных сварочных аппаратов с различными уровнями мощности, в частности для нержавеющей стали, алюминиевых сплавов, углеродистой стали и медных материалов. Это поможет вам выбрать лучший лазерный сварочный аппарат в соответствии с вашими реальными приложениями.
| Материал | Мощность | Скорость сварки (мм/с) | Диаметр пятна (мм) | Частота импульсов (кГц) | Свариваемая толщина (мм) |
|---|---|---|---|---|---|
| Нержавеющая сталь | 1.5кВт | 30 - 60 | 0.2 - 0.4 | 20 - 50 | ≤3.5 |
| 2кВт | 40 - 80 | 0.3 - 0.5 | 30 - 70 | 1 - 6 | |
| 3кВт | 60 - 100 | 0.4 - 0.6 | 40 - 100 | 0.1 - 3 | |
| Алюминиевый | 1.5кВт | 20 - 50 | 0.2 - 0.3 | 15 - 40 | ≤3.5 |
| 2кВт | 30 - 70 | 0.3 - 0.4 | 20 - 60 | 1 - 5 | |
| 3кВт | 40 - 90 | 0.4 - 0.5 | 30 - 80 | 1 - 3 | |
| Углеродистая сталь | 1.5кВт | 25 - 55 | 0.2 - 0.4 | 18 - 45 | ≤3.5 |
| 2кВт | 35 - 75 | 0.3 - 0.5 | 25 - 65 | 1 - 6 | |
| 3кВт | 50 - 100 | 0.4 - 0.6 | 35 - 90 | 0.5 - 8 | |
| Медь | 1.5кВт | 10 - 30 | 0.2 - 0.3 | 10 - 30 | ≤3 |
| 2кВт | 20 - 40 | 0.3 - 0.4 | 20 - 50 | ≤3 | |
| 3кВт | 30 | ≥0.4 | ≥30 | 1 - 3 |
Примечание:
- Параметры могут отличаться из-за различий в составе материала, состоянии поверхности и конфигурации соединений.
- Фактические параметры сварки следует корректировать в соответствии с конкретными ситуациями, чтобы гарантировать качество и эффективность сварки.

Пошаговое руководство по настройке лазерного сварочного аппарата
Теперь, когда вы выбрали правильный тренажер, пришло время его настроить. Вот базовое пошаговое руководство, которое поможет вам начать с правильной ноги:
Подготовьте рабочее пространство
Убедитесь, что место сварки чистое, свободное от любых легковоспламеняющихся материалов и хорошо освещенное. Это важно как для безопасности, так и для получения чистого сварного шва.
Подготовьте необходимые средства защиты
Надевайте средства индивидуальной защиты (перчатки, очки и т. д.) и обеспечьте надлежащую вентиляцию рабочего места.
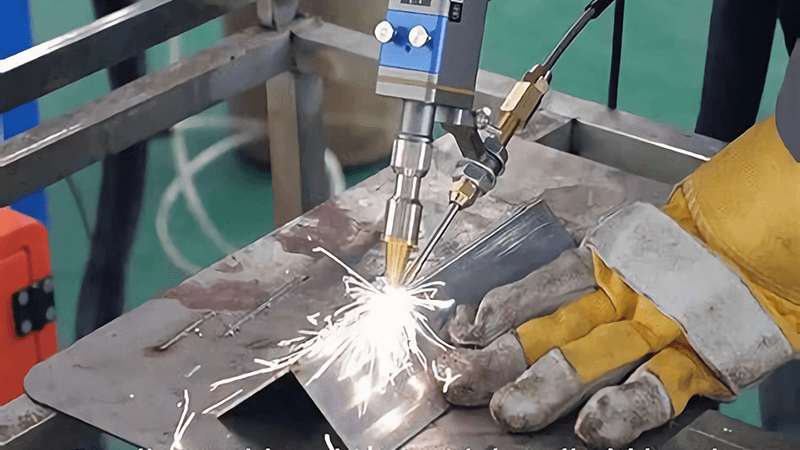
Подготовьте сварочную проволоку
Для сварки различных металлических материалов требуются различные сварочные проволоки.
Как выбрать сварочную проволоку для подготовки к лазерной сварке
При подготовке к лазерной сварке выбор правильной сварочной проволоки имеет решающее значение для получения высококачественных и прочных сварных швов. Выбор сварочной проволоки зависит от свариваемого материала, толщины заготовки и конкретных требований к сварочной работе. Ниже приведено систематическое руководство, которое поможет клиентам выбрать подходящую сварочную проволоку для различных материалов.
- Нержавеющая сталь
-
Соответствие композиции: Сварочная проволока должна соответствовать составу основного материала. Например, при сварке нержавеющей стали 304 обычно используется сварочная проволока ER308, поскольку содержание в ней хрома и никеля обеспечивает сварному шву такую же коррозионную стойкость, как и у основного металла.
-
чистота: Сварочная проволока должна быть высокой чистоты, с минимальным содержанием примесей (таких как сера и фосфор), чтобы предотвратить включения в сварном шве, которые могут повлиять на качество сварки и коррозионную стойкость. Содержание серы должно быть ниже 0.03%.
-
Выбор диаметра: Выберите диаметр проволоки в зависимости от толщины заготовки:
- Сварка тонких листов: 0.8 - 1.2 мм.
- Сварка толстых листов: 1.6 - 2.4 мм.
- Латунь (сварочная проволока из медного сплава)
-
Для тонкой латуни (толщина <1.5 мм): Используйте сварочную проволоку меньшего диаметра (0.8–1.0 мм), чтобы контролировать нагрев и предотвратить чрезмерное испарение цинка, которое может снизить качество сварки.
-
Для средней латуни (толщина 1.5–3 мм): Диаметр проволоки 1.0–1.2 мм обеспечивает достаточное количество присадочного металла для прочного сварного шва.
-
Для толстой латуни (толщина >3 мм): Выберите проволоку большего диаметра (1.2–1.6 мм), чтобы обеспечить достаточное количество присадочного материала для прочного и толстого сварного шва.
- алюминий
-
Чистота и состав сплава: Для сварки чистого алюминия используйте алюминиевую проволоку высокой чистоты (например, серии 1070, 1100). Для сварки алюминиевых сплавов (например, 6061) выбирайте сварочную проволоку, соответствующую основному материалу, например ER4043 или ER5356. ER4043 подходит для применений, где внешний вид менее критичен, но требуются характеристики герметизации, в то время как ER5356 обеспечивает более высокую прочность сварного шва.
-
Чистота: Алюминий очень склонен к окислению, поэтому важно убедиться, что поверхность проволоки чистая. Перед использованием удалите любой слой масла или оксида, чтобы предотвратить дефекты сварки.
-
Выбор диаметра: Диаметр проволоки должен соответствовать толщине материала:
- Тонкие алюминиевые листы: 1.0 - 1.6 мм.
- Толстые алюминиевые листы: 2.0 - 3.0 мм.
- Углеродистая сталь (сплошная сварочная проволока)
-
Для тонкой углеродистой стали (толщина <3 мм): Используйте сварочную проволоку меньшего диаметра (0.8–1.0 мм), чтобы избежать чрезмерного тока и предотвратить прожоги, обеспечивая при этом хорошее формирование сварного шва.
-
Для среднеуглеродистой стали (толщина 3–6 мм): Диаметр проволоки 1.0–1.2 мм позволяет сохранить качество сварки и повысить ее скорость.
-
Для толстой углеродистой стали (толщина >6 мм): Больший диаметр проволоки (1.2–1.6 мм) идеально подходит для обеспечения достаточного количества присадочного металла для выдерживания более высоких нагрузок и создания более прочных сварных швов.
Для того чтобы более наглядно показать вам, как выбрать сварочную проволоку, следующая таблица будет лучшим справочным материалом.
| Материал | Руководство по выбору сварочной проволоки | Подходящий диаметр | Замечания |
|---|---|---|---|
| Нержавеющая сталь | - Состав сварочной проволоки должен соответствовать основному материалу (например, ER308). - Сварочная проволока высокой чистоты с минимальным содержанием примесей. |
- Тонкий лист (<3 мм): 0.8 - 1.2 мм. - Толстый лист (>6 мм): 1.6 - 2.4 мм. |
- Убедитесь, что состав проволоки соответствует основному материалу, чтобы обеспечить коррозионную стойкость. |
| Латунь | - Выбор проволоки зависит от толщины латуни. - Меньший диаметр для тонкой латуни, чтобы предотвратить чрезмерное испарение цинка. |
- Тонкая латунь (<1.5 мм): 0.8 - 1.0 мм. - Средняя толщина (1.5 - 3 мм): 1.0 - 1.2 мм. - Толстая латунь (>3 мм): 1.2 - 1.6 мм. |
- Контролируйте нагрев для предотвращения дефектов сварки. |
| алюминий | - Алюминиевая проволока высокой чистоты (например, серий 1070, 1100). - Для сплавов состав проволоки должен соответствовать основному материалу (например, ER4043, ER5356). - Содержите поверхность провода в чистоте, чтобы предотвратить окисление. |
- Тонкий алюминий (<3 мм): 1.0 - 1.6 мм. - Толстый алюминий (>3 мм): 2.0 - 3.0 мм. |
- Алюминий очень склонен к окислению, поэтому перед использованием убедитесь, что поверхность проволоки чистая. |
| Углеродистая сталь | - Выберите диаметр проволоки в зависимости от толщины материала. - Для тонкой стали используйте меньшие диаметры, чтобы избежать перегрева. |
- Тонкая углеродистая сталь (<3 мм): 0.8 - 1.0 мм. - Средняя толщина (3 - 6 мм): 1.0 - 1.2 мм. - Толстая углеродистая сталь (>6 мм): 1.2 - 1.6 мм. |
- Убедитесь, что предусмотрено достаточное количество присадочного металла для получения более прочных сварных швов. |
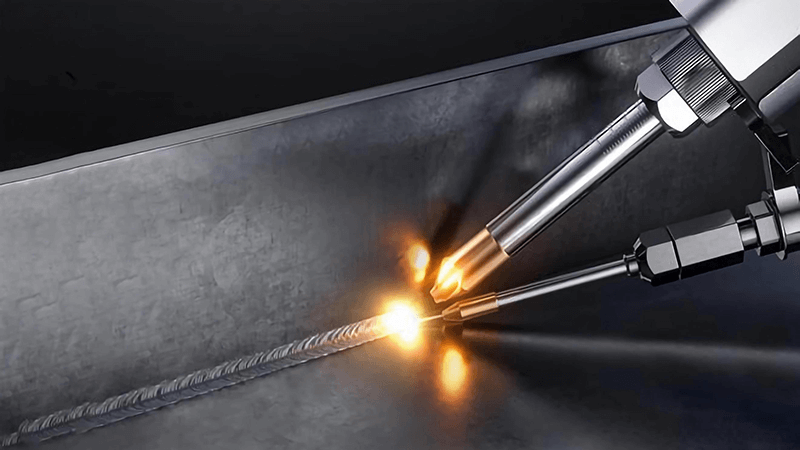
Выберите вспомогательный газ:
В общем, азота достаточно. Однако я дам более подробное объяснение здесь, если вам нужна очень точная сварка.
Вспомогательные газы и скорости потока для лазерной сварки различных материалов
В следующей таблице представлен четкий обзор соответствующих вспомогательных газов и скоростей потока для различных материалов и требований к сварке.
| Материал | Вспомогательный газ | Функция | Диапазон скорости потока |
|---|---|---|---|
| Нержавеющая сталь | аргон | Защищает расплавленную ванну и зону сварки, предотвращает окисление и азотирование. | Тонкие пластины (< 3 мм): 8-12 л/мин Толстые пластины (> 5 мм): 12-18 л/мин |
| гелий | Повышает стабильность плазмы, улучшает скорость поглощения лазерной энергии | Тонкие пластины: 10-14 л/мин Толстые листы или мощная сварка: 14-20 л/мин |
|
| Медь | гелий | Улучшает связь лазера с медью, предотвращает окисление | Тонкие пластины (< 2 мм): 12-16 л/мин Толстые пластины (2-5 мм): 16-20 л/мин |
| Азот | Снижает окисление меди, снижает стоимость, но требует осторожного использования. | Тонкие пластины: 10-14 л/мин Толстые пластины: 14-18 л/мин |
|
| алюминий | аргон | Защищает расплавленную ванну, предотвращает окисление алюминия. | Тонкие пластины (< 3 мм): 6-10 л/мин Толстые пластины (3-6 мм): 10-14 л/мин |
| Углеродистая сталь | Углекислый газ (CO2) | Очищает расплавленную ванну, улучшает формирование шва, но избыток CO2 может привести к накоплению углерода | Тонкие пластины (< 3 мм): 8-12 л/мин Толстые пластины (> 5 мм): 12-16 л/мин |
| Смесь аргона и CO2 | Сочетает защитные свойства аргона с активными характеристиками CO2 для улучшения формирования сварного шва и перехода капель | Тонкие пластины: 10-14 л/мин Толстые пластины: 14-18 л/мин |
Заметки
-
аргон: Аргон как инертный газ широко используется при лазерной сварке таких материалов, как нержавеющая сталь и алюминий, для защиты зоны сварки от окисления.
-
гелий: Используется для улучшения поглощения энергии лазера и стабильности плазмы, особенно при сварке более толстых материалов, таких как медь и нержавеющая сталь.
-
Двуокись углерода: Подходит для сварки углеродистой стали, помогает очистить расплавленную ванну, но следует использовать осторожно, чтобы избежать избытка углерода в сварном шве.
-
Азот: Применяется при сварке медных сплавов для подавления окисления, но его следует использовать осторожно, чтобы не допустить проблем с качеством сварного шва.
Первоначальная калибровка
Ваш станок уже должен быть откалиброван, но еще раз проверьте выравнивание лазерной головки и убедитесь, что оптика чистая и на ней нет пыли.
После выполнения этих шагов вы можете приступить к настройке параметров.
Для тонких алюминиевых листов идеально подходит сварочная проволока диаметром 2.0–3.0 мм.Ложь
Для тонких алюминиевых листов требуется проволока меньшего диаметра, обычно 1.0–1.6 мм, чтобы избежать дефектов.
Сварочные аппараты для толстых материалов требуют более высоких настроек мощности.Правда
Более толстые материалы требуют большей мощности для обеспечения прочных сварных швов и достаточного подвода тепла.
Как установить мощность и скорость для разных материалов?
Ключ к получению качественных сварных швов — правильный баланс мощности и скорости в зависимости от обрабатываемого материала.
- Мощность: Уровень мощности определяет, сколько энергии излучает лазер. Более высокая мощность требуется для более толстых материалов или более жестких металлов.
- Скорость: Скорость, с которой лазер перемещается по материалу, влияет на подвод тепла и, следовательно, на качество сварки. Слишком быстро — и сварной шов не будет сформирован должным образом; слишком медленно — и вы можете перегреть материал.
Например, если вы свариваете нержавеющую сталь, вы можете начать с настроек мощности около 200-300 Вт и скорости 1-2 м/мин. Однако для алюминия вам придется снизить мощность до 100-150 Вт и увеличить скорость, так как алюминий гораздо более чувствителен к теплу.
Пример настроек Параметры лазерной сварки:
Ниже приведена таблица параметров лазерной сварки, которая служит в качестве справочных значений, основанных на общих требованиях к сварке и характеристиках материалов, однако необходимо вносить корректировки в зависимости от конкретных условий сварки.
| Тип материала | Толщина | Мощность (Вт) | Скорость сварки (мм/с) | Диаметр пятна (мм) | Частота импульсов (кГц) | Величина расфокусировки |
|---|---|---|---|---|---|---|
| Нержавеющая сталь | <1mm | 500 - 1000 | 30 - 80 | 0.2 - 0.4 | 20 - 50 | Положительная расфокусировка |
| 1-3 мм | 1000 - 2000 | 20 - 50 | 0.3 - 0.5 | 30 - 70 | Нейтральная или положительная расфокусировка | |
| > 3 мм | 2000 - 3000 | 10 - 30 | 0.4 - 0.6 | 40 - 100 | Отрицательная расфокусировка | |
| Медь | <1mm | 800 - 1200 | 20 - 50 | 0.2 - 0.3 | 10 - 30 | Положительная расфокусировка |
| 1-3 мм | 1200 - 2000 | 10 - 30 | 0.3 - 0.4 | 20 - 50 | Нейтральные | |
| > 3 мм | 2000 - 3000 | 5 - 20 | 0.4 - 0.5 | 30 - 70 | Отрицательная расфокусировка | |
| алюминий | <1mm | 600 - 1000 | 30 - 70 | 0.2 - 0.3 | 15 - 40 | Положительная расфокусировка |
| 1-3 мм | 1000 - 2000 | 20 - 50 | 0.3 - 0.4 | 20 - 60 | Нейтральные | |
| > 3 мм | 2000 - 3000 | 10 - 30 | 0.4 - 0.5 | 30 - 80 | Отрицательная расфокусировка | |
| Углеродистая сталь | <3mm | 800 - 1500 | 30 - 70 | 0.2 - 0.4 | 18 - 45 | Положительная расфокусировка |
| 3-6 мм | 1500 - 2500 | 20 - 50 | 0.3 - 0.5 | 25 - 65 | Нейтральные | |
| > 6 мм | 2500 - 3500 | 10 - 30 | 0.4 - 0.6 | 35 - 90 | Отрицательная расфокусировка |
Заметки:
-
Мощность (Вт): Мощность лазера, необходимая для сварки, регулируется в зависимости от толщины материала.
-
Скорость сварки (мм/с): Скорость, с которой выполняется сварка. Более высокие скорости для более тонких материалов, более низкие скорости для более толстых материалов.
-
Диаметр пятна (мм): Диаметр пятна лазера, влияющий на фокусировку лазера. Разные размеры подходят для разных материалов.
-
Частота импульсов (кГц): Частота импульсного лазера. Более высокие частоты используются для более тонких материалов, а более низкие частоты используются для более толстых материалов.
-
Величина расфокусировки: Расстояние между точкой фокусировки лазера и поверхностью материала. Положительная дефокусировка используется для тонких материалов, а отрицательная — для более толстых.
Фокус и выравнивание: достижение идеальных сварных швов
Лазерная сварка — это прежде всего точность. Здесь в игру вступают фокусировка и выравнивание. Если лазер не сфокусирован правильно на материале, сварка может быть нестабильной или, что еще хуже, полностью провалиться. Вот что вам нужно знать:
-
Фокус: Отрегулируйте фокусную точку лазерного луча в соответствии с толщиной и типом материала. Для большинства применений фокусная точка должна находиться чуть выше поверхности материала.
-
центровка: Регулярно проверяйте выравнивание машины, чтобы убедиться, что лазерный луч попадает в нужную точку. Несоосность может привести к плохой сварке или даже повреждению машины.
Небольшой совет: используйте тестовый образец, чтобы проверить выравнивание и фокусировку, прежде чем приступать к фактической сварке. Это может сэкономить вам время и материал в долгосрочной перспективе.
Расширенные настройки: регулировка длительности и частоты импульса
Хотя мощность и скорость имеют решающее значение, расширенные настройки, такие как длительность импульса и частота, действительно могут вывести ваши сварные швы на новый уровень. Эти настройки особенно важны, когда вам нужно контролировать подачу тепла и предотвращать деформацию, что часто случается с тонкими материалами или деликатными компонентами.
-
Продолжительность импульса: Это длительность каждого импульса лазера. Более короткие импульсы можно использовать для тонкой сварки, тогда как более длинные импульсы лучше подходят для более толстых материалов.
-
частота: Это относится к числу импульсов в секунду. Высокие частоты идеально подходят для тонких материалов, поскольку они обеспечивают более гладкую и непрерывную сварку.
Регулировка этих параметров позволит вам лучше контролировать процесс сварки, особенно в таких специализированных областях применения, как сварка в аэрокосмической отрасли или производство медицинских приборов.
Скорость сварки всегда следует устанавливать на максимум, чтобы обеспечить максимально прочный шов.Ложь
Скорость сварки должна быть сбалансирована с мощностью, чтобы избежать перегрева или неправильного формирования шва.
Для обеспечения оптимальной прочности сварного шва состав сварочной проволоки должен соответствовать основному материалу.Правда
Соответствие состава проволоки основному материалу обеспечивает прочный и долговечный сварной шов.
Специальные методы сварки для особых применений
Различные отрасли промышленности требуют различных методов сварки, и настройки вашего аппарата должны быть скорректированы для каждого применения. Вот несколько примеров:
-
Автомобильная: Автомобильные детали часто требуют точной сварки, чтобы избежать повреждения чувствительных компонентов. Здесь лучше всего подходят более низкая мощность, более высокая частота и более высокая скорость.
-
Аэрокосмическая индустрия: В аэрокосмической отрасли вы часто имеете дело с легкими, высокопрочными материалами. Основное внимание следует уделять минимизации подвода тепла, чтобы избежать деформации или повреждения материала.
-
Медицинские приборы : В медицинской сфере чистота имеет решающее значение. Лазерная сварка используется для создания небольших, точных соединений в имплантатах или хирургических инструментах, где чистый шов не подлежит обсуждению.
Каждое приложение требует своего уникального набора настроек. Обязательно ознакомьтесь с руководством к вашей машине и настройте ее соответствующим образом для оптимальной производительности.
Устранение неполадок: распространенные проблемы и способы их устранения
Даже при самых лучших настройках вы можете столкнуться с проблемами. Вот некоторые распространенные проблемы и способы их устранения:
-
Слабые или неравномерные сварные швы: Это может быть вызвано неправильными настройками мощности или неточным выравниванием лазера. Перепроверьте настройки и выравнивание.
-
Избыточный нагрев: Если материал деформируется или обесцвечивается, мощность может быть слишком высокой. Уменьшите мощность или увеличьте скорость.
-
Пористые сварные швы: Это может произойти, если материал не чистый. Перед началом работы убедитесь, что на материале нет масла, ржавчины или грязи.
Как поддерживать аппарат лазерной сварки в рабочем состоянии для оптимальной производительности?
Техническое обслуживание является ключом к тому, чтобы ваш лазерный сварочный аппарат продолжал работать наилучшим образом. Вот несколько советов, чтобы он работал гладко:
-
Очистите линзы: Со временем линзы лазера могут загрязняться, что снижает их эффективность.
Регулярно чистите их, чтобы обеспечить оптимальную работу лазера. -
Проверить систему охлаждения: Перегрев может привести к проблемам с производительностью. Убедитесь, что система охлаждения работает правильно.
-
Регулярная калибровка: Периодически калибруйте машину, чтобы убедиться, что все настройки точны.
Соблюдение регулярного графика технического обслуживания продлит срок службы вашего оборудования и обеспечит его максимальную эффективность.
Заключение: Освоение настройки лазерной сварки для достижения идеальных результатов
Настройка лазерного сварочного аппарата может показаться сложной, но при правильном подходе это может сделать каждый. Понимая ключевые настройки — мощность, скорость, фокусировку и расширенные параметры, такие как длительность импульса — вы можете добиться безупречной сварки для любого применения. Независимо от того, работаете ли вы в аэрокосмической, автомобильной или медицинской промышленности, освоение этих настроек обеспечит бесперебойную и эффективную работу ваших проектов.
Нужна помощь с настройкой лазерной сварки? Протяни обратитесь в компанию Kirin Laser сегодня за профессиональным советом и помощью в оптимизации вашего оборудования для любого применения.
Ссылка:
- "Как выбрать лучшее лазерное сварочное оборудование для ваших нужд?", от Kirin Laser.
- "Какие факторы влияют на цену аппаратов для волоконной лазерной сварки?", от Kirin Laser.
- "10 ведущих компаний по производству оборудования для лазерной сварки в США", от Kirin Laser.
- "10 ведущих компаний по производству оборудования для лазерной сварки в Китае", от Kirin Laser.
- "Лучшие аппараты для лазерной сварки, выставленные на продажу в 2024 году", от Kirin Laser.
- "Лазерная сварка: какие материалы можно сваривать?", от Kirin Laser.




