Cięcie laserowe nie jest przesadą. Rozwiązuje prawdziwy problem produkcyjny.
Cięcie laserowe blachy jest ważne, ponieważ usuwa ograniczenia starych narzędzi tnących. Zapewnia powtarzalną dokładność, krótkie terminy realizacji i niski poziom odpadów, nawet w przypadku skomplikowanych części.
Cięcie laserowe przeszło z „fajnego” do „niezbędnego”. Obserwuję, jak klienci Kirin Laser usuwają wąskie gardła, zmniejszają koszty i wygrywają większe przetargi po zmianie. Pokażę ci dlaczego.

Dlaczego cięcie laserowe jest ważne?
Rynki poruszają się szybko. Jeśli tniesz wolno, tracisz.
Cięcie laserowe jest ważne, ponieważ łączy szybkość, precyzję i elastyczność w jednym kroku. Zastępuje wieloetapowe narzędzia czystymi, cyfrowymi cięciami, dzięki czemu fabryki wysyłają produkty szybciej i taniej.
Wartość wewnątrz każdego impulsu
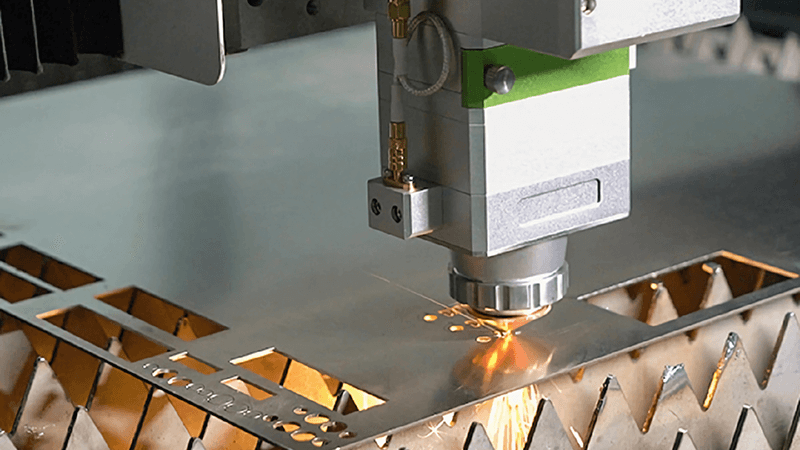
Lasery światłowodowe uderzają w metal skupionym światłem. Wiązka jest cienka, więc ciepło pozostaje lokalne. Części pozostają płaskie. Bez zadziorów. Bez nacisku narzędzi. To daje inżynierom swobodę rysowania kształtów, których nie da się dopasować za pomocą ścinania lub dziurkowania.
Trzy lata temu klient z branży motoryzacyjnej poprosił nas o wycięcie otworów wentylacyjnych ze stali o grubości 0.8 mm — 4,000 maleńkich szczelin na każdym panelu drzwi. Mechaniczne dziurkacze wypaczały panel, a przeróbki zabijały zyski. Nasz laser światłowodowy o mocy 3 kW wykończył cały panel w sześć minut, błąd wielkości szczeliny poniżej ±0.03 mm. Ilość złomu spadła o 92%. Czas dostawy skrócił się z dziesięciu dni do trzech.
Jak prędkość pokonuje koszty
Czas lasera to głównie czas wiązki. Zmień plik CAD, naciśnij start, a ta sama maszyna wykona zupełnie nową pracę bez żadnych twardych narzędzi. Ta zwinność pozwala zaoszczędzić pieniądze przy niskich i średnich wolumenach, gdzie koszt matrycy zrujnowałby marżę.
| Metoda cięcia | Typowy czas konfiguracji | Średnia prędkość cięcia (stal 1 mm) | Zużycie narzędzi | Koszt ponownego wyposażenia |
|---|---|---|---|---|
| Ścinanie | 30 min | Wysoki dla linii prostych | Wysoki | Nowe ostrza |
| Punch Press | 1 – 2 h | Średnia, ograniczona geometria | Umiarkowany | Nowy zestaw dziurkaczy |
| Plazma | 45 min | Wysoka, ale szorstka krawędź | Niski | Niski |
| Fiber Laser | ≤10 minuty | Wysoki z gładką krawędzią | żaden | żaden |
Inteligentny przepływ produkcji
Stacje laserowe łączą się bezpośrednio z Oprogramowanie MES1. Program Nest śledzi zużycie materiałów w czasie rzeczywistym. Pozostała waga szkieletu zasila system kalkulacji kosztów, więc menedżerowie widzą marnotrawstwo, zanim trafi ono na podłogę. Ta pętla danych napędza decyzje lean na następnej zmianie.
Najważniejsze: cięcie laserowe2 zamienia wolność projektowania w zysk. Dlatego zespoły ds. zaopatrzenia naciskają na to, nawet gdy budżety wydają się napięte.
Jakie znaczenie ma blacha w inżynierii?
Blacha jest cichym kręgosłupem maszyn.
Blacha ma duże znaczenie w inżynierii, ponieważ łączy w sobie wysoką wytrzymałość z niską wagą, można ją wyginać niemal w każdy kształt i jest opłacalna przy dużej skali zastosowania.
Siła bez masy
Blacha stalowa może przenosić duże obciążenia, mając zaledwie kilka milimetrów grubości. Klasa lotnicza arkusz aluminium3 zachowuje kształt pod wpływem wibracji, ale waży jedną trzecią stali. Inżynierowie wybierają wskaźniki, aby zrównoważyć sztywność i masę. Cięcie laserowe respektuje tę równowagę, ponieważ utrzymuje strefy cieplne ciasno, więc wytrzymałość na rozciąganie pozostaje blisko wartości bazowej młyna.
| Typowy rozstaw (mm) | Rodzaj materiału | Typowy przypadek użycia | Kluczowa właściwość |
|---|---|---|---|
| 0.5 | 5052 Aluminium | Obudowy elektroniczne | Lekki, odporny na korozję |
| 0.8 | 301 ze stali nierdzewnej | Panele wnętrza samochodu | Sprężyste, estetyczne wykończenie |
| 2.0 | Stal miękka | Osłony maszyn | Sztywne, tanie |
| 3.0 | 316 ze stali nierdzewnej | Pojemniki na żywność | Sanitarny, odporny na chemikalia |
Kształtowanie wolności
Zginanie, ciągnienie, rolowanie i nitowanie arkuszy. Pojedynczy blank może opuścić prasę krawędziową jako mocne pudełko z niewielką ilością spoin. Wycinane laserowo zakładki i szczeliny prowadzą samonaprowadzający się montaż, koszt osprzętu tnącego.
Kiedyś pomogłem klientowi HVAC przejść ze spawanego kanału kwadratowego na składany kanał z samoblokującymi szwami. Dodając lance i nacięcia wycinane laserowo, połączyli części na podłodze. Spawanie spadło o 80%. Godziny pracy spadły, bezpieczeństwo wzrosło, a nieszczelności powietrza zniknęły.
Zrównoważony rozwój ma teraz znaczenie
Cienkie arkusze zużywają mniej surowca niż grube płyty lub odlewy. Mniej metalu oznacza mniej wydobytej rudy i niższą wagę ładunku. Producenci OEM dodają to do swojej karty wyników węglowych. Kiedy marki zgłaszają inwestorom liczby ESG, laserowo cięte arkusze pomagają w matematyce.
Blacha metalowa łączy w sobie wszechstronność, ekonomię i ekologię, co sprawia, że jest ona centralnym elementem nowoczesnej inżynierii.
Na czym polega cięcie laserowe blachy?
Cięcie laserowe to lekkie zadanie, jakie wykonują noże.
Cięcie blachy laserem to proces sterowany CNC, w którym wiązka lasera światłowodowego o dużej mocy topi i zdmuchuje metal wzdłuż zaprogramowanej ścieżki, tworząc gładkie krawędzie i ostre narożniki bez kontaktu z narzędziem.
Wewnątrz maszyny
- Źródło – Zestaw diod pompuje energię do rdzenia włókna, tworząc wiązkę o średnicy 1.06 µm.
- Dostawa – Wiązka światła przemieszcza się wewnątrz elastycznego włókna do głowicy tnącej.
- Skupiać – Soczewka zwęża wiązkę do 50–100 µm.
- Gaz wspomagający – Azot lub tlen wydmuchują stopiony metal.
- Ruch – Silniki serwo poruszają głowicą nad arkuszem w osiach X, Y i czasami Z.
- Control: - CNC odczytuje kod G4 z oprogramowania do zagnieżdżania.
| Parametr | Typowy zakres | Wpływ na jakość cięcia |
|---|---|---|
| Moc (kW) | 1 - 20 | Większa moc przebija grubszą blachę |
| Przesunięcie ostrości (mm) | –1… +1 | Dostosowuje szerokość szczeliny |
| Ciśnienie gazu wspomagającego (bar) | 10 - 18 | Wyższe ciśnienie usuwa żużel |
| Prędkość posuwu (m/min) | 5 - 60 | Zbyt wolne przypalanie powoduje zadziory, zbyt szybkie pozostawia zadziory |
Dlaczego włókno jest lepsze od CO₂
Starsze lasery CO₂ wykorzystują lustra i mieszanki gazów. Dobrze tną, ale wymagają częstego ustawiania i dużej mocy, aby przebić cienkie odblaski. Lasery światłowodowe nie mają luster; wiązka pozostaje w szklanym włóknie, więc wydajność wzrasta powyżej 40%. Metale odblaskowe, takie jak miedź, nie odbijają już wystarczającej ilości energii, aby uszkodzić źródło. To poszerza listę materiałów, które może obiecać warsztat.
Sprawa w ruchu
Klient motoryzacyjny w moim wstępie zmagał się z uchwytami wzmacniającymi dach, 1.5 mm stalą borową. Twardsza niż typowa stal miękka, co tydzień stępiała ich ciosy. Nasz 6 kW laser światłowodowy przecinał ją z prędkością 12 m/min. Przebicia zajmowały 0.15 s każde. Wydajność produkcyjna wzrosła trzykrotnie przy tej samej powierzchni.
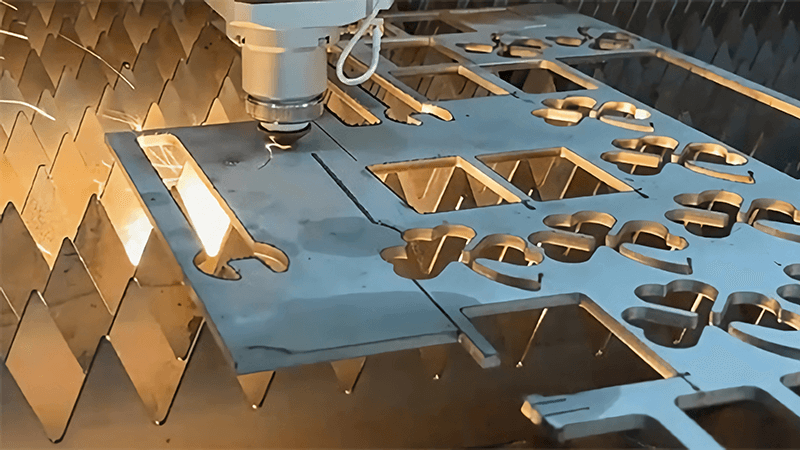
Cięcie laserowe zamienia arkusz w części niemal netto w ciągu kilku minut, wszystko pod kontrolą cyfrową. To jest nowoczesna produkcja.

Jakie są zalety i wady cięcia metalu laserem?
Każdy proces ma dwie strony.
Cięcie laserowe zapewnia wyjątkową precyzję, automatyzację i małą ilość odpadów, ale wymaga wysokich nakładów początkowych i wiąże się z ograniczeniami grubości w przypadku bardzo grubych blach.
Kopanie w zyskach
- Dokładność – Szerokość nacięcia jest często mniejsza niż 0.1 mm. Otwory do 20% grubości blachy pozostają okrągłe.
- Prędkość - Cięcie wspomagane azotem5 przelatuje przez stal nierdzewną do 2 mm z prędkością ponad 40 m/min.
- Elastyczna geometria – Jedna głowica może wycinać okręgi, mikrozakładki, kody QR dla zapewnienia możliwości śledzenia, a nawet częściowe linie wytrawiania dla prowadnic składania.
- Automatyzacja – Wieże załadunkowe/rozładunkowe pracują bez nadzoru. Oprogramowanie do zagnieżdżania6 ściśle upakowuje części, oszczędzając materiał.
- Czysta krawędź – Części są przekazywane bezpośrednio do spawania lub powlekania, bez usuwania zadziorów.
| Obszar korzyści | Szczegół | Typowy wpływ |
|---|---|---|
| Elastyczność konfiguracji | Bez twardych narzędzi | Nowa część gotowa w <15 min |
| Jakość krawędzi | Beztlenowy z azotem | Brak kosztów szlifowania |
| Redukcja odpadów | Zagnieżdżanie może osiągnąć 90% wykorzystania arkuszy | Koszt złomu spada |
| Wydajność pracy | Możliwość zgaszenia światła | Operatorzy zarządzają wieloma maszynami |
Gdzie lasery zawodzą
- Koszty kapitałowe – System o mocy 6 kW z autoloaderem może kosztować sporo, bo aż sześć cyfr.
- Płyta powyżej 25 mm – Cięcie o takiej grubości jest wolniejsze, a krawędzie mogą wymagać dodatkowej obróbki.
- Duże zapotrzebowanie na energię elektryczną – Mimo że głowica 10 kW jest wydajna, nadal pobiera dużo energii.
- Potrzeba wykwalifikowanej konfiguracji – Zła ostrość lub gaz oznaczają niedokładne cięcia i uszkodzenie obiektywu.
| Obszar niekorzystny | Przyczyna główna | Łagodzenie |
|---|---|---|
| Koszt z góry | Sprzęt maszynowy | Leasing, współdzielona pojemność |
| Ograniczenie grubości płyty | Rozbieżność wiązki | Przełącz na plazmę lub strumień wody |
| Ryzyko związane z metalem odblaskowym | Odbicie wsteczne | Użyj odpowiednich czujników, światłowodów |
| Umiejętności konserwacyjne | Pielęgnacja optyki | Programy szkoleniowe OEM |
Zrównoważony wybór
W Kirin Laser przeprowadzamy klientów przez badanie zwrotu7. Mapujemy obecny asortyment części, przewidujemy czasy pracy i ustalamy ceny gazu i energii. Gdy ROI wynosi mniej niż trzy lata, większość menedżerów podpisuje. Gdy nie, proponujemy model o niższej mocy lub wspólny plan produkcji. Celem jest dopasowanie, a nie przesada.

Wniosek
Cięcie laserowe8 podnosi obróbkę blachy do poziomu, którego nie są w stanie osiągnąć stare narzędzia. Skraca czas realizacji, zwiększa dokładność i daje inżynierom swobodę rysowania dowolnego profilu, jaki sobie wyobrazą. Tak, maszyny kosztują pieniądze, ale zwrot z inwestycji przejawia się w mniejszej ilości odpadów, stałej jakości i nowych zleceniach, których prostsze warsztaty nie mogą osiągnąć. W Kirin Laser widzę, jak klienci przechodzą od pilnych terminów do pewnych harmonogramów, gdy tylko laser światłowodowy dołącza do ich linii produkcyjnej. Jeśli Twoje części wymagają precyzji, a rynek nagradza szybkość, cięcie laserowe nie jest tylko przyjemne — jest konieczne.
-
Poznaj oprogramowanie MES i jego rolę w optymalizacji operacji produkcyjnych, w tym śledzenie procesów w czasie rzeczywistym i redukcję odpadów. ↩
-
Odkryj, w jaki sposób technologia cięcia laserowego może usprawnić procesy produkcyjne i obniżyć koszty, dzięki czemu staje się niezbędnym narzędziem dla dzisiejszych producentów. ↩
-
Poznaj lekkość i odporność na korozję blachy aluminiowej, która jest niezbędna w różnych zastosowaniach budowlanych. ↩
-
Dowiedz się, w jaki sposób kod G steruje maszynami CNC, zapewniając precyzyjne cięcie laserowe, co ma kluczowe znaczenie dla uzyskania wysokiej jakości wyników produkcji. ↩
-
Poznaj zalety cięcia azotem, w tym prędkość i jakość krawędzi, aby pogłębić swoją wiedzę na temat technologii laserowej. ↩
-
Dowiedz się, w jaki sposób oprogramowanie do nestingu optymalizuje wykorzystanie materiałów i redukuje ilość odpadów, co ma kluczowe znaczenie dla opłacalnych procesów produkcyjnych. ↩
-
Odkryj znaczenie badań zwrotu z inwestycji w ocenę zwrotu z inwestycji w produkcję, co pozwoli Ci podejmować świadome decyzje. ↩
-
Znajdź najlepszą maszynę do cięcia laserowego firmy Kirin Laser i kliknij ten link, aby uzyskać najlepsze rozwiązania i ceny dla swojej firmy. ↩




