
Precyzja w cięciu laserowym — brzmi technicznie, prawda? Ale bądźmy szczerzy, czy precyzja nie jest tym, co odróżnia arcydzieło od złomu? Niezależnie od tego, czy tworzysz skomplikowane wzory, czy pracujesz nad projektami klasy przemysłowej, uzyskanie idealnych cięć jest wszystkim.
Precyzyjne cięcie laserowe przekształca surowce w arcydzieła, w których liczy się każdy mikron. Dzięki odpowiednim narzędziom, zoptymalizowanej mocy lasera i regularnej konserwacji uzyskanie gładkich krawędzi i dokładnych wymiarów staje się drugą naturą. Maszyny Kirin Laser, takie jak KR-1500, wyróżniają się niezrównaną precyzją dzięki zaawansowanym kontrolerom ruchu i technologii lasera światłowodowego, co czyni je najlepszym wyborem dla profesjonalistów.
Jaki jest więc sekret precyzyjnego cięcia laserowego? To połączenie odpowiedniego sprzętu, opanowania technik i unikania typowych błędów. W tym przewodniku przedstawię Ci wskazówki, na które przysięgają nawet doświadczeni profesjonaliści.
Zostańcie ze mną, ponieważ nie tylko podzielę się wskazówkami, ale także zdradzę, dlaczego urządzenia laserowe Kirin są najlepszym wyborem dla takich maniaków precyzji jak my.
Dlaczego precyzja jest tak istotna w cięciu laserowym?
Jeśli chodzi o cięcie laserowe, precyzja nie jest tylko modnym słowem — to kręgosłup jakościowej pracy. Precyzyjne cięcia oznaczają mniej odpadów, gładsze krawędzie i szybszy montaż. Branże takie jak lotnictwo, motoryzacja, a nawet jubilerstwo wymagają dokładnych wymiarów co do mikrona. Nie trafisz o włos i wrócisz do punktu wyjścia.
Weźmy na przykład lotnictwo i kosmonautykę — gdzie części muszą idealnie pasować. Albo sztukę metalową na zamówienie, gdzie perfekcja definiuje cenę. Precyzja to coś więcej niż technika; to forma sztuki.
Precyzyjne cięcie laserowe minimalizuje straty materiału i zwiększa wydajność w zastosowaniach przemysłowych.Prawdziwy
Precyzyjne cięcia redukują ilość odpadów, gwarantują gładsze krawędzie i umożliwiają szybszy montaż, co ma kluczowe znaczenie w takich gałęziach przemysłu jak lotnictwo i motoryzacja.
Lasery światłowodowe są najlepszym wyborem do cięcia materiałów niemetalowych, takich jak drewno i akryl.Fałszywy
Lasery CO2, a nie lasery światłowodowe, lepiej nadają się do cięcia materiałów niemetalowych, takich jak drewno, akryl i tworzywa sztuczne.
Najlepsze wskazówki dotyczące opanowania precyzyjnego cięcia laserowego
Wybierz odpowiednią przecinarkę laserową
Nie wszystkie lasery są sobie równe. Szukaj maszyn z zaawansowaną kontrolą ruchu i laserami o dużej mocy. Stabilny stół tnący może również zrobić ogromną różnicę. Potrzebujesz rekomendacji?
Rodzaj lasera ma kluczowe znaczenie przy podejmowaniu decyzji, gdyż bezpośrednio wpływa na wydajność i kompatybilność z różnymi metalami:
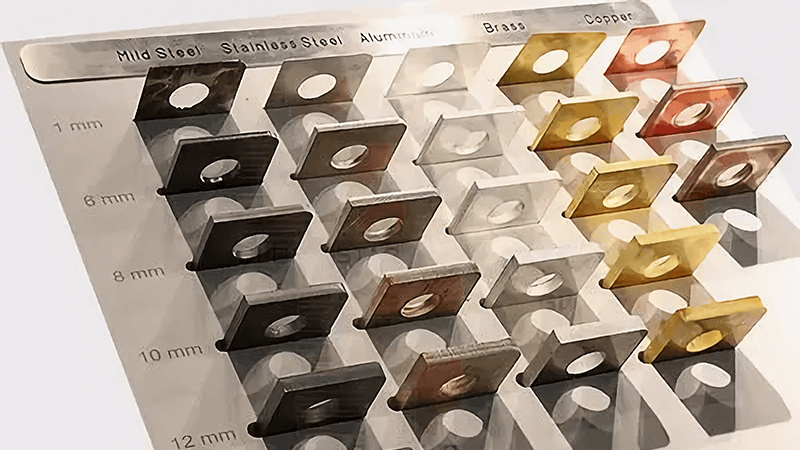
- Lasery światłowodowe: Są najbardziej odpowiednie do cięcia metali. Dzięki wysokiej gęstości energii lasery światłowodowe zapewniają precyzyjne cięcia i szybsze prędkości, co czyni je idealnymi do materiałów takich jak stal nierdzewna, aluminium i mosiądz. Doskonale nadają się do cięcia grubszych metali, ponieważ ich wiązka może penetrować głęboko i czysto.
-
Przykład:Laser światłowodowy o mocy 3 kW może ciąć stal nierdzewną o grubości do 15 mm z prędkością 1-1.2 m/min.
-
Lasery CO2: Są one lepiej przystosowane do materiałów niemetalowych, takich jak drewno, akryl i tworzywa sztuczne. Chociaż lasery CO2 są w stanie ciąć metale, często wymagają specjalnych regulacji, aby poradzić sobie z metalami odblaskowymi, takimi jak aluminium lub miedź, i są mniej wydajne w przypadku grubszych arkuszy.
-
Lasery Nd-YAG:Zazwyczaj zarezerwowane dla specjalistycznych zastosowań przemysłowych, lasery te są skuteczne w precyzyjnym cięciu metali, ale są droższe i rzadziej używane w ogólnej produkcji.
Rekomendacja:Lasery światłowodowe są najczęściej wybierane w przypadku większości projektów związanych z cięciem metali ze względu na ich szybkość, precyzję i opłacalność.
- Moc lasera
Moc lasera decyduje o grubości metalu, który można ciąć oraz o szybkości cięcia:
-
Cienkie metale (< 3mm):Zakres mocy od 1,000 W do 1,500 W jest odpowiedni do cięcia cienkich blach, takich jak aluminium i stal miękka.
Szybkość cięcia: Około 3.5 m/min dla stali nierdzewnej (grubość 2 mm). -
Metale średnie (3 mm do 10 mm):W przypadku materiałów z tego zakresu wydajność i precyzję zapewnia ploter laserowy o mocy od 2,000 W do 3,000 W.
Szybkość cięcia: 1.5 m/min dla stali węglowej o grubości 6 mm. -
Grube metale (10mm do 20mm):Aby móc ciąć grube arkusze metalu bez utraty prędkości i jakości krawędzi, wybierz maszynę o mocy co najmniej 3,000–4,000 W.
Szybkość cięcia: 0.6 m/min dla stali nierdzewnej o grubości 12 mm.
Pro Tip:Lasery o większej mocy zwiększają produktywność, ale mogą również zwiększać koszty. Wybierz poziom mocy na podstawie typowej grubości materiału.
- Prędkość i precyzja cięcia
Prędkość i precyzja są niezbędne w zastosowaniach przemysłowych i produkcyjnych:
-
Szybkość cięcia: Mierzone w milimetrach na sekundę (mm/s), wyższe prędkości zwiększają produktywność. Na przykład laser światłowodowy o mocy 2 kW może ciąć stal nierdzewną o grubości 1 mm z prędkością 6 m/min.
-
Precyzja: Aby zapewnić czyste i dokładne cięcia, należy szukać maszyn o tolerancji dokładności ±0.03 mm lub większej.
Ważna uwaga: Upewnij się, że prędkość cięcia jest zgodna z mocą maszyny. Nadmierna prędkość przy niewystarczającej mocy może spowodować słabą jakość krawędzi i uszkodzenie materiału.
- Obszar roboczy
Obszar roboczy (lub rozmiar łóżka) jest krytyczny, ponieważ określa maksymalne wymiary materiału, jakie maszyna może obsłużyć. Oto, co należy wziąć pod uwagę:
-
standardowe rozmiary:Typowe rozmiary łóżek to 1.5 x 3 m, 2 x 4 m i 2.5 x 6 m. Są one idealne do większości przemysłowych arkuszy metalu.
-
Niestandardowe rozmiary:Jeśli Twoje projekty obejmują materiały niestandardowe, rozważ maszyny z regulowanymi lub powiększonymi stołami.
-
Funkcje automatyki:Maszyny ze stołami otwartymi lub dwoma stanowiskami roboczymi pozwalają na równoczesne cięcie i załadunek, co redukuje przestoje i zwiększa wydajność.
Przykład danych:
- Ploter laserowy światłowodowy o wymiarach 1.5 x 3 m może wydajnie przetwarzać standardowe arkusze blachy o wymiarach 4'x8'.
- Frezarka 2m x 4m może sprostać większym wymaganiom przemysłowym lub materiałom o niestandardowych wymiarach.
Wskazówka dotycząca obszaru roboczego: Oceń przestrzeń w swoim warsztacie. Upewnij się, że masz miejsce zarówno na maszynę, jak i sprzęt do obsługi materiałów.

Jak jakość maszyn i urządzeń wpływa na precyzję cięcia?
Jakość maszyn do cięcia laserowego jest czynnikiem decydującym o precyzji. Wysokiej jakości maszyny są wyposażone w zaawansowaną optykę i funkcje autofokusa, umożliwiające dokładne regulacje i skomplikowane cięcia. Regularna konserwacja, taka jak czyszczenie soczewek i sprawdzanie pod kątem zużycia, zapewnia, że maszyna działa z maksymalną wydajnością. Zaniedbanie konserwacji może prowadzić do rozbieżności lub obniżenia jakości wiązki, co ostatecznie wpływa na precyzję cięć.
Jakość wiązki jest kolejnym krytycznym aspektem. Mniejszy rozmiar plamki wiązki laserowej, uzyskany dzięki optyce o wysokiej rozdzielczości lub krótszym ogniskowym, pozwala na uzyskanie większej szczegółowości w skomplikowanych projektach. Inwestowanie w maszyny, które stawiają na jakość wiązki i precyzyjne cechy, zapewnia stałą wydajność, szczególnie w branżach wymagających ścisłych tolerancji, takich jak przemysł lotniczy lub produkcja urządzeń medycznych.
Dlaczego dobór i przygotowanie materiału są istotne w przypadku precyzyjnego cięcia laserowego?
Wybór i przygotowanie materiału są kluczowe dla uzyskania precyzyjnych cięć laserowych. Różne materiały reagują w unikalny sposób na energię lasera. Na przykład metale, takie jak stal i aluminium, mają tendencję do zapewniania czystszych cięć ze względu na ich równomierną przewodność cieplną i mniejszą podatność na odkształcanie pod wpływem ciepła. Z kolei grubsze lub mniej odporne na ciepło materiały, takie jak tworzywa sztuczne lub drewno, mogą się palić lub odkształcać, co wpływa na jakość cięcia. Wybór odpowiedniego materiału zapewnia zgodność z możliwościami lasera i zamierzonym zastosowaniem.
Przygotowanie materiału jest równie ważne.
Zanieczyszczenia takie jak smar, brud lub rdza mogą zakłócić interakcję wiązki laserowej z powierzchnią, co prowadzi do nieregularności cięcia. Prawidłowe czyszczenie i obróbka powierzchni przed cięciem zapewniają płynną i spójną interakcję między laserem a materiałem, co skutkuje wyższą precyzją i mniejszą liczbą błędów.
Regularna konserwacja, taka jak czyszczenie soczewek i kalibracja maszyny, jest niezbędna do uzyskania precyzyjnych cięć laserowych.Prawdziwy
Konserwacja zapewnia, że ploter laserowy działa z maksymalną wydajnością, zapobiegając takim problemom, jak niewspółosiowość i obniżona jakość wiązki.
Wybór mocy lasera ma bezpośredni wpływ na grubość materiału, który można skutecznie ciąć.Prawdziwy
Aby zapewnić wydajność i jakość cięcia, do cięcia cienkich, średnich i grubych metali zalecane są różne poziomy mocy.
Techniki poprawiające precyzję cięcia laserowego
Jakie są kluczowe parametry cięcia laserowego, które należy zoptymalizować, aby uzyskać lepsze efekty?
Ustaw moc, prędkość i częstotliwość tak, aby pasowały do materiału. Za dużo mocy? Ryzykujesz poparzeniami. Za mało? Będziesz mieć problemy z niekompletnymi cięciami. Chodzi o znalezienie tego słodkiego punktu.
Dostosowanie parametrów cięcia, takich jak moc lasera, prędkość i ostrość, w zależności od rodzaju i grubości materiału, jest niezbędne do osiągnięcia precyzji. Na przykład, wyższe ustawienia mocy mogą być potrzebne w przypadku grubszych materiałów, podczas gdy cieńsze lub delikatniejsze materiały wymagają niższej mocy, aby zapobiec przypaleniu lub odkształceniu. Optymalizacja tych parametrów zapewnia czyste cięcia z minimalnym marnotrawstwem materiału.
Regularna kalibracja maszyny jest również kluczowa. Z czasem maszyny mogą odchylać się od określonych tolerancji z powodu zużycia i czynników środowiskowych. Kalibracja pomaga utrzymać pożądaną precyzję, która może wynosić nawet ±0.0005 cala w wysokiej jakości konfiguracjach. Dzięki precyzyjnemu dostrojeniu ustawień maszyny operatorzy mogą osiągać spójne wyniki w wielu projektach cięcia.
Jak ostrość i ustawienie wpływają na proces cięcia laserowego?
Precyzja zaczyna się od dobrze skupionej wiązki lasera. Jeśli ostrość jest nieprawidłowa, cięcia również będą nieprawidłowe. Zainwestuj w narzędzie do ustawiania ostrości lub polegaj na funkcjach automatycznego ustawiania ostrości, jeśli Twoja maszyna je posiada.
Skupienie i wyrównanie są kluczowe w precyzyjnym cięciu laserowym. Wiązka lasera musi być precyzyjnie skupiona na powierzchni materiału, aby uzyskać optymalną jakość cięcia. Nieprawidłowe skupienie może skutkować szerszymi nacięciami, nierówną głębokością lub niekompletnymi cięciami. Regularne sprawdzanie i dostosowywanie ustawień skupienia zapewnia, że laser oddziałuje z materiałem zgodnie z przeznaczeniem, zapewniając ostre i dokładne cięcia.
Kolejnym krytycznym czynnikiem jest wyrównanie luster w systemie laserowym. Niewłaściwie wyrównane lustra mogą blokować ścieżkę wiązki laserowej, zmniejszając dostarczanie energii do punktu cięcia. Ma to nie tylko wpływ na jakość cięć, ale może również z czasem uszkodzić maszynę. Zapewnienie prawidłowego wyrównania luster utrzymuje czystą i niezakłóconą ścieżkę wiązki, co jest niezbędne do precyzyjnego cięcia, szczególnie w przypadku skomplikowanych wzorów lub gęstych materiałów.
Typowe błędy i jak ich unikać
Nie przeciążaj lasera
Więcej mocy nie zawsze oznacza lepsze cięcia. Zbyt dużo ciepła może odkształcić materiał lub pozostawić ślady po przypaleniu. Zacznij od niskiej temperatury i dostosuj ją w razie potrzeby.
Kluczowe czynniki wpływające na ustawienia zasilania
- Wymagania dotyczące mocy lasera
-
Cienkie metale (0.5 - 2 mm): W przypadku materiałów takich jak stal nierdzewna lub aluminium należy używać niższych ustawień mocy (około 500–1000 watów). Zapobiega to przegrzaniu i utrzymuje wąską szerokość szczeliny.
-
Metale średniej grubości (2 - 6 mm): Zwiększ moc do około 1000 - 2000 watów. Pozwala to na odpowiednią penetrację i wydajne cięcie bez nadmiernego ciepła.
-
Metale grube (6 - 20 mm):Konieczne są wyższe ustawienia mocy, zazwyczaj 2000–4000 watów lub więcej, w zależności od konkretnego rodzaju i grubości metalu.
- Szybkość cięcia
-
Cienkie metale:Wymagane są duże prędkości cięcia (do 50 m/min), ponieważ minimalizują one dopływ ciepła i maksymalizują wydajność.
-
Metale średnio-grube: Dostosuj prędkość do umiarkowanego poziomu, aby zrównoważyć jakość cięcia i wydajność. W miarę zwiększania grubości mogą być potrzebne niższe prędkości.
-
Grube metale:Niższa prędkość cięcia jest niezbędna, aby laser miał wystarczająco dużo czasu na penetrację i skuteczne stopienie materiału.
Zalecane ustawienia mocy według grubości
Poniżej przedstawiono ogólne wytyczne dotyczące różnych materiałów, w zależności od ich grubości:
| Materiał | Grubość (mm) | Zalecana moc (waty) |
|---|---|---|
| Stal węglowa | Do 1 | 500 - 750 |
| Stal węglowa | 1 - 5 | 750 - 1500 |
| Stal węglowa | Przez 5 | 1500 - 4000 |
| Stal nierdzewna | Do 1 | 500 - 1000 |
| Stal nierdzewna | 1 - 5 | 1000 - 2000 |
| Stal nierdzewna | Przez 5 | 2000 - 4000 |
| Aluminium | Do 1 | 750 - 1000 |
| Aluminium | 1 - 5 | 1000 - 2000 |
| Aluminium | Przez 5 | 2000 - 4000 |
| Mosiądz | Do 1 | 750 - 1000 |
| Mosiądz | 1 - 5 | 1000 - 1500 |
| Mosiądz | Przez 5 | Do 3000 |
- Praktyczne wskazówki dotyczące optymalizacji
- Zacznij od wytycznych producenta: Jako punkt odniesienia należy stosować ustawienia zalecane przez producenta plotera laserowego.
- Dostosuj na podstawie rodzaju materiału: Weź pod uwagę specyficzne właściwości każdego metalu, takie jak odblaskowość i przewodność cieplna. Na przykład aluminium wymaga większej mocy ze względu na swoją odblaskowość.
- Poeksperymentuj z ustawieniami:Wykonaj testy cięcia przy różnych ustawieniach mocy i prędkości, aby znaleźć optymalną kombinację zapewniającą czyste cięcia bez nadmiernego nagrzewania i tworzenia się żużlu.
- Monitoruj wydajność: Regularnie sprawdzaj jakość cięcia i w razie potrzeby dokonuj korekt na podstawie wyników zaobserwowanych w trakcie produkcji.
W jaki sposób doświadczenie operatora przyczynia się do precyzji cięcia laserowego?
Umiejętności i doświadczenie operatora są kluczowe dla osiągnięcia wysokiego poziomu precyzji w cięciu laserowym. Doświadczeni operatorzy wiedzą, jak dostosować ustawienia maszyny, takie jak moc, prędkość i ostrość, aby dopasować je do materiału i wymagań projektowych. Mogą również skuteczniej rozwiązywać problemy, takie jak nierówne cięcia lub przegrzanie, zapewniając spójne rezultaty.
Szkolenie jest kluczem do kompetencji operatora. Odpowiednie szkolenie wyposaża operatorów w wiedzę, aby zmaksymalizować możliwości maszyny i utrzymać jej wydajność. Łącząc wiedzę techniczną z doświadczeniem praktycznym, operatorzy mogą dostroić proces cięcia, nawet w przypadku trudnych materiałów lub złożonych projektów, zapewniając optymalne wyniki za każdym razem.
Nieprawidłowe ustawienie luster nie ma wpływu na proces cięcia laserowego.Fałszywy
Nieprawidłowo ustawione lustra utrudniają przepływ wiązki laserowej, co prowadzi do zmniejszenia dostarczania energii i pogorszenia jakości cięcia.
Przygotowanie materiału, na przykład usunięcie zanieczyszczeń, ma istotny wpływ na jakość cięć laserowych.Prawdziwy
Zanieczyszczenia takie jak smar, brud lub rdza mogą zakłócić interakcję wiązki laserowej, co prowadzi do nieregularnych cięć. Prawidłowe czyszczenie zapewnia gładkie i spójne rezultaty.
Regularna konserwacja nie podlega negocjacjom
Brudna soczewka lub źle ustawiona wiązka mogą zepsuć Twoją precyzyjną grę. Regularne czyszczenie i kalibracja mogą zaoszczędzić Ci bólu głowy — i pieniędzy. Oto jak utrzymać maszynę w najlepszym stanie.
- Utrzymywanie maszyny w czystości, wewnątrz i na zewnątrz
-
Czyszczenie zewnętrzne: Regularnie przecieraj obudowę, aby zapobiec gromadzeniu się kurzu, który może prowadzić do przegrzania lub problemów elektrycznych.
-
Czyszczenie wewnętrzne: Skup się na krytycznych elementach, takich jak głowica tnąca, soczewki i lustra. Zawsze używaj materiałów nieściernych, aby uniknąć zarysowań lub uszkodzeń.
- Sprawdzanie elementów pod kątem zużycia i uszkodzeń
- Kontrole kluczowych komponentów: Regularnie sprawdzaj głowicę tnącą i soczewkę ostrości pod kątem oznak zużycia. Niezwłocznie wymień wszelkie uszkodzone części, aby uniknąć problemów z wydajnością.
- Konserwacja układu napędowego:Upewnij się, że silniki, przekładnie i paski są wolne od zanieczyszczeń i działają płynnie.
-
Zapewnienie wydajnej pracy układu chłodzenia
- Monitorowanie płynu chłodzącego: Regularnie sprawdzaj poziom chłodziwa i sprawdzaj chłodziarkę, aby zapobiec przegrzaniu. Wyczyść filtry i wymień chłodziwo w razie potrzeby, aby utrzymać wydajne chłodzenie.
-
Prawidłowe smarowanie ruchomych części
- Wskazówki dotyczące smarowania: Postępuj zgodnie z wytycznymi producenta w zakresie smarowania ruchomych części, zwłaszcza prowadnic i układów napędowych, aby zmniejszyć tarcie i wydłużyć żywotność maszyny.
-
Utrzymywanie oprogramowania na bieżąco
- Aktualizacje oprogramowania: Regularnie aktualizuj oprogramowanie swojego komputera, aby uzyskać dostęp do najnowszych ulepszeń wydajności i funkcji. Bycie na bieżąco pomaga również w rozwiązywaniu potencjalnych problemów.
-
Ustanowienie harmonogramu konserwacji zapobiegawczej
- Rutynowa konserwacja: Utwórz harmonogram z zadaniami dziennymi, tygodniowymi, miesięcznymi i kwartalnymi na podstawie zaleceń producenta. Uwzględnij inspekcje, czyszczenie, smarowanie i wymianę podzespołów, aby zapewnić stałą wydajność.

Jak maszyny laserowe Kirin wyróżniają się w precyzyjnym cięciu
W Kirin Laser jemy, śpimy i oddychamy precyzją. Nasze maszyny są zbudowane tak, aby zapewniać niezrównaną dokładność, dzięki takim funkcjom jak zaawansowane kontrolery ruchu i technologia lasera światłowodowego.
Weź KR-1500, na przykład. Ten model jest ulubionym ze względu na możliwość obsługi skomplikowanych wzorów na arkuszach metalu bez wysiłku. To nie tylko maszyna; to partner w precyzji. Dowiedz się więcej o jego specyfikacjach tutaj.
Wniosek
Precyzyjne cięcie laserowe nie jest fizyką jądrową — to połączenie odpowiednich narzędzi, inteligentnych technik i odrobiny praktyki. Dzięki maszynom Kirin Laser precyzja staje się drugą naturą. Więc po co czekać? Pozwól nam pomóc Ci przekształcić wyzwania związane z cięciem w historie sukcesu. Skontaktuj się z nami dzisiaj!
Referencje:
- "Zalety cięcia laserowego: precyzja, szybkość i wszechstronność", od Kirin Laser.
- "Dlaczego cięcie laserem światłowodowym jest przyszłością precyzyjnej produkcji?", od Kirin Laser.
- "Przewodnik po regulacji ostrości cięcia laserowego i wyborze metody dla optymalnej wydajności i jakości", od Kirin Laser.
- "Porównanie cięcia laserowego z tradycyjnymi metodami", od Kirin Laser.
- "Parametry cięcia laserowego: 24 parametry cięcia laserem światłowodowym i jak je dostosować", z Accurl.
- "Zdobywanie przewagi w cięciu laserem światłowodowym", z FMA.




