
Jeśli chodzi o spawanie laserowe, kluczem do uzyskania idealnego spoiny jest uzyskanie odpowiednich ustawień. Zbyt duża moc i ryzykujesz przepaleniem materiału; zbyt mała i nie uzyskasz mocnego połączenia. Jako inżynier sprzedaży w Kirin Laser pomogłem niezliczonym firmom zoptymalizować ich spawarki laserowe do różnych zastosowań i mogę powiedzieć – odpowiednie ustawienia mogą mieć ogromne znaczenie.
Jak więc ustawić spawarkę laserową do różnych zastosowań? Proces nie jest tak skomplikowany, jak się wydaje. Przy odpowiednim podejściu każdy może opanować ustawienia i za każdym razem uzyskać spójne, wysokiej jakości spoiny.
Zanim zagłębimy się w szczegóły ustawień, upewnijmy się, że rozumiesz, dlaczego ich prawidłowe skonfigurowanie jest tak ważne. Nieprawidłowo skonfigurowana spawarka laserowa może skutkować słabymi spoinami, marnotrawstwem materiału i frustracją operatorów. Z drugiej strony, dzięki odpowiednim ustawieniom możesz uzyskać precyzyjne, mocne i czyste spoiny, które oszczędzają czas i pieniądze w dłuższej perspektywie. W tym przewodniku przeprowadzę Cię przez podstawy konfiguracji spawarki laserowej do wszystkich typów zastosowań.
Prawidłowa kalibracja spawarki laserowej gwarantuje optymalną jakość spoiny.Prawdziwy
Kalibracja głowicy laserowej i wyczyszczenie optyki zapewnia lepsze ustawienie i wyższą jakość spoin.
Do spawania laserowego nie ma konieczności wyboru odpowiedniego gazu pomocniczego.Fałszywy
Wybór odpowiedniego gazu pomocniczego, np. argonu lub helu, ma kluczowe znaczenie dla ochrony materiału i jakości spoiny.
Jak wybrać właściwą spawarkę laserową do swojego zastosowania?
Wybór odpowiedniej spawarki laserowej zaczyna się od zrozumienia materiałów i potrzeb. Spawanie laserowe nie jest procesem uniwersalnym – istnieje wiele maszyn zaprojektowanych do różnych materiałów, grubości i poziomów precyzji. Musisz ocenić takie czynniki, jak:
- Typ materiału (stal nierdzewna, aluminium, tytan, itp.)
- Grubość (jak gruby jest materiał, który będziesz spawać?)
- Wymagania dotyczące precyzji (czy potrzebne jest mikrospawanie lub większe połączenia?)
Najlepsza maszyna do Twoich potrzeb będzie się różnić w zależności od tych czynników. Na przykład, jeśli pracujesz z cienkimi metalami, możesz chcieć maszyny o większej precyzji i bardziej skupionej wiązce. Jeśli spawasz grubsze materiały, będziesz potrzebować większej mocy.
Poniższa tabela zawiera kompleksowy przegląd typowych parametrów dla spawarek laserowych o różnych poziomach mocy, w szczególności dla stali nierdzewnej, stopów aluminium, stali węglowej i materiałów miedzianych. Pomoże Ci wybrać najlepszą spawarkę laserową zgodnie z Twoimi rzeczywistymi zastosowaniami.
| Materiał | Zasilanie | Prędkość spawania (mm/s) | Średnica plamki (mm) | Częstotliwość impulsów (kHz) | Grubość spawalna (mm) |
|---|---|---|---|---|---|
| Stal nierdzewna | 1.5kW | 30 - 60 | 0.2 - 0.4 | 20 - 50 | ≤ 3.5 |
| 2kW | 40 - 80 | 0.3 - 0.5 | 30 - 70 | 1 - 6 | |
| 3kW | 60 - 100 | 0.4 - 0.6 | 40 - 100 | 0.1 - 3 | |
| Stop aluminium | 1.5kW | 20 - 50 | 0.2 - 0.3 | 15 - 40 | ≤ 3.5 |
| 2kW | 30 - 70 | 0.3 - 0.4 | 20 - 60 | 1 - 5 | |
| 3kW | 40 - 90 | 0.4 - 0.5 | 30 - 80 | 1 - 3 | |
| Stal węglowa | 1.5kW | 25 - 55 | 0.2 - 0.4 | 18 - 45 | ≤ 3.5 |
| 2kW | 35 - 75 | 0.3 - 0.5 | 25 - 65 | 1 - 6 | |
| 3kW | 50 - 100 | 0.4 - 0.6 | 35 - 90 | 0.5 - 8 | |
| Miedź | 1.5kW | 10 - 30 | 0.2 - 0.3 | 10 - 30 | ≤ 3 |
| 2kW | 20 - 40 | 0.3 - 0.4 | 20 - 50 | ≤ 3 | |
| 3kW | 30 | ≥0.4 | ≥30 | 1 - 3 |
Uwagi:
- Parametry mogą się różnić ze względu na różnice w składzie materiału, stanie powierzchni i konfiguracji połączeń.
- Rzeczywiste operacje powinny dostosowywać parametry spawania do konkretnych sytuacji, aby zapewnić jakość i wydajność spawania.

Instrukcja krok po kroku dotycząca konfiguracji spawarki laserowej
Teraz, gdy wybrałeś już odpowiednią maszynę, czas ją skonfigurować. Oto podstawowy przewodnik krok po kroku, który zapewni, że zaczynasz z właściwą nogą do przodu:
Przygotuj przestrzeń roboczą
Upewnij się, że miejsce spawania jest czyste, wolne od materiałów łatwopalnych i dobrze oświetlone. Jest to kluczowe zarówno dla bezpieczeństwa, jak i uzyskania czystego spoiny.
Przygotuj niezbędny sprzęt ochronny
Należy nosić sprzęt ochronny (rękawice, okulary ochronne itp.) i zapewnić odpowiednią wentylację miejsca pracy.
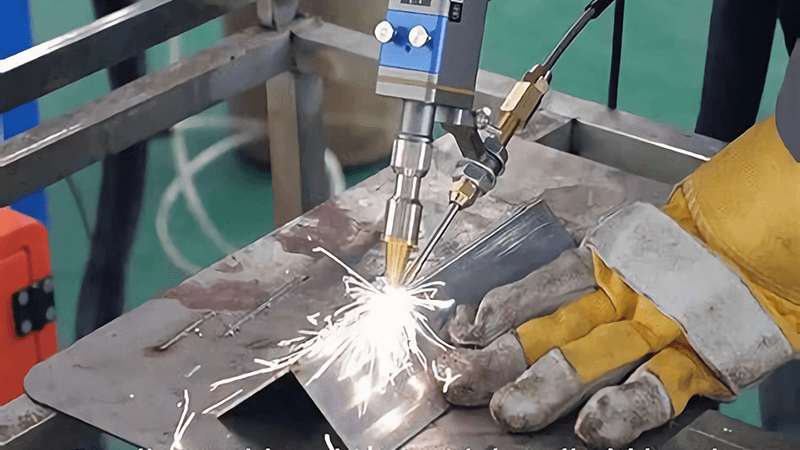
Przygotuj drut spawalniczy
Spawanie różnych materiałów metalowych wymaga stosowania różnych drutów spawalniczych.
Jak wybrać drut spawalniczy do przygotowania do spawania laserowego
Przygotowując się do spawania laserowego, wybór odpowiedniego drutu spawalniczego jest kluczowy dla uzyskania wysokiej jakości i trwałych spoin. Wybór drutu spawalniczego zależy od spawanego materiału, grubości przedmiotu obrabianego i konkretnych wymagań zadania spawalniczego. Poniżej znajduje się systematyczny przewodnik, który pomoże klientom wybrać odpowiedni drut spawalniczy do różnych materiałów.
- Stal nierdzewna
-
Dopasowanie kompozycji:Drut spawalniczy powinien pasować do składu materiału bazowego. Na przykład podczas spawania stali nierdzewnej 304 powszechnie stosuje się drut spawalniczy ER308, ponieważ jego zawartość chromu i niklu zapewnia, że spoina ma podobną odporność na korozję jak metal bazowy.
-
Czystość:Drut spawalniczy musi mieć wysoką czystość, z minimalną ilością zanieczyszczeń (takich jak siarka i fosfor), aby zapobiec wtrąceniom w spoinie, które mogłyby wpłynąć na jakość spoiny i odporność na korozję. Zawartość siarki powinna być poniżej 0.03%.
-
Wybór średnicy:Wybierz średnicę drutu na podstawie grubości przedmiotu obrabianego:
- Spawanie cienkich blach: 0.8 - 1.2mm.
- Spawanie grubych blach: 1.6 - 2.4mm.
- Mosiądz (drut spawalniczy ze stopu miedzi)
-
Do cienkiego mosiądzu (grubość <1.5 mm):Używaj drutu spawalniczego o mniejszej średnicy (0.8–1.0 mm), aby kontrolować ciepło i zapobiegać nadmiernemu parowaniu cynku, które mogłoby obniżyć jakość spoiny.
-
Do mosiądzu średniego (grubość 1.5 - 3 mm):Drut o średnicy 1.0–1.2 mm zapewnia wystarczającą ilość spoiwa, aby uzyskać mocną spoinę.
-
Do grubego mosiądzu (grubość >3mm):Wybierz drut o większej średnicy (1.2–1.6 mm), aby uzyskać wystarczającą ilość materiału spoiwa do wykonania mocnego, grubego spoiny.
- Aluminium
-
Czystość i skład stopu: Do spawania czystego aluminium należy używać drutów aluminiowych o wysokiej czystości (np. serii 1070, 1100). Do spawania stopów aluminium (np. 6061) należy wybierać druty spawalnicze pasujące do materiału bazowego, takie jak ER4043 lub ER5356. ER4043 nadaje się do zastosowań, w których wygląd ma mniejsze znaczenie, ale wymagana jest szczelność, natomiast ER5356 oferuje wyższą wytrzymałość spoiny.
-
Czystość: Aluminium jest bardzo podatne na utlenianie, dlatego ważne jest, aby powierzchnia drutu była czysta. Przed użyciem usuń olej lub warstwę tlenku, aby zapobiec wadom spawalniczym.
-
Wybór średnicy:Średnica drutu powinna odpowiadać grubości materiału:
- Cienkie arkusze aluminiowe: 1.0 - 1.6 mm.
- Grube blachy aluminiowe: 2.0 - 3.0 mm.
- Stal węglowa (drut spawalniczy lity)
-
Do cienkiej stali węglowej (grubość <3 mm):Używaj drutu spawalniczego o mniejszej średnicy (0.8–1.0 mm), aby uniknąć nadmiernego natężenia prądu i zapobiec przepaleniu, a jednocześnie zapewnić dobre tworzenie spoiny.
-
Do stali średniowęglowej (grubość 3 - 6 mm):Drut o średnicy 1.0–1.2 mm pozwala na utrzymanie jakości spoiny przy jednoczesnym zwiększeniu prędkości spawania.
-
Do grubej stali węglowej (grubość >6mm):Drut o większej średnicy (1.2–1.6 mm) jest idealny, ponieważ zapewnia wystarczającą ilość spoiwa, by wytrzymać większe obciążenia i tworzyć mocniejsze spoiny.
Aby łatwiej zobrazować sposób wyboru drutu spawalniczego, poniższa tabela stanowi najlepsze źródło informacji.
| Materiał | Wytyczne dotyczące wyboru drutu spawalniczego | Odpowiednia średnica | Uwagi |
|---|---|---|---|
| Stal nierdzewna | - Skład drutu spawalniczego powinien być dostosowany do materiału bazowego (np. ER308). - Drut spawalniczy o wysokiej czystości i minimalnej zawartości zanieczyszczeń. |
- Cienka blacha (<3mm): 0.8 - 1.2mm. - Gruba blacha (>6mm): 1.6 - 2.4mm. |
- Upewnij się, że skład drutu jest zgodny z materiałem bazowym, aby zagwarantować odporność na korozję. |
| Mosiądz | - Wybór drutu zależy od grubości mosiądzu. - Mniejsza średnica w przypadku cienkiego mosiądzu zapobiega nadmiernemu parowaniu cynku. |
- Mosiądz cienki (<1.5 mm): 0.8 - 1.0 mm. - Średnia grubość (1.5 - 3 mm): 1.0 - 1.2 mm. - Mosiądz gruby (>3mm): 1.2 - 1.6mm. |
- Kontroluj ciepło, aby zapobiec powstawaniu wad spoin. |
| Aluminium | - Drut aluminiowy o wysokiej czystości (np. seria 1070, 1100). - W przypadku stopów należy dopasować skład drutu do materiału bazowego (np. ER4043, ER5356). - Utrzymuj powierzchnię drutu w czystości, aby zapobiec utlenianiu. |
- Cienkie aluminium (<3mm): 1.0 - 1.6mm. - Grube aluminium (>3mm): 2.0 - 3.0mm. |
- Aluminium jest bardzo podatne na utlenianie, dlatego przed użyciem należy upewnić się, że powierzchnia drutu jest czysta. |
| Stal węglowa | - Średnicę drutu należy dobrać na podstawie grubości materiału. - W przypadku cienkiej stali należy używać mniejszych średnic, aby zapobiec przegrzaniu. |
- Cienka stal węglowa (<3mm): 0.8 - 1.0mm. - Średnia grubość (3 - 6 mm): 1.0 - 1.2 mm. - Gruba stal węglowa (>6mm): 1.2 - 1.6mm. |
- Upewnij się, że dostarczono wystarczającą ilość spoiwa, aby uzyskać mocniejsze spoiny. |
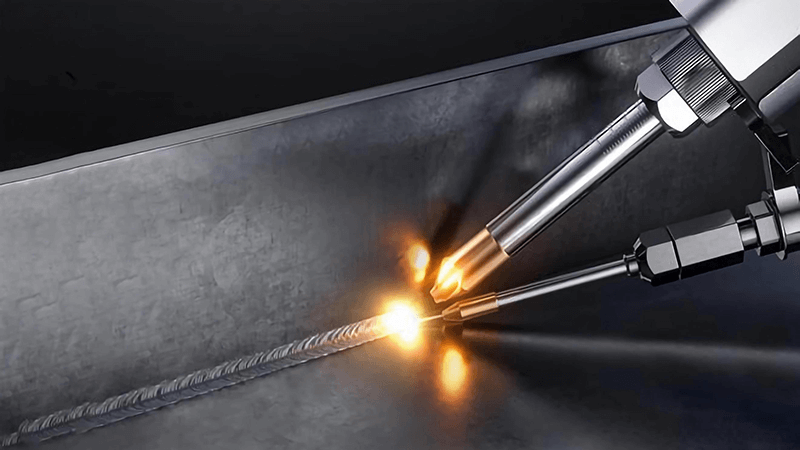
Wybierz gaz pomocniczy:
Generalnie azot jest wystarczający. Jednak tutaj podam bardziej szczegółowe wyjaśnienie, jeśli potrzebujesz bardzo precyzyjnego spoiny.
Gazy pomocnicze i natężenia przepływu do spawania laserowego różnych materiałów
Poniższa tabela przedstawia przejrzysty przegląd odpowiednich gazów pomocniczych i natężeń przepływu dla różnych materiałów i wymagań spawalniczych.
| Materiał | Gaz pomocniczy | Funkcjonować | Zakres natężenia przepływu |
|---|---|---|---|
| Stal nierdzewna | argon | Chroni jeziorko stopowe i obszar spawania, zapobiega utlenianiu i azotowaniu | Cienkie płytki (< 3 mm): 8-12 l/min Grube płytki (> 5 mm): 12-18 l/min |
| hel | Zwiększa stabilność plazmy, poprawia szybkość absorpcji energii lasera | Cienkie płytki: 10-14 l/min Grube płyty lub spawanie dużą mocą: 14-20 l/min |
|
| Miedź | hel | Poprawia sprzężenie lasera z miedzią, zapobiega utlenianiu | Cienkie płytki (< 2 mm): 12-16 l/min Grube płytki (2-5mm): 16-20 l/min |
| Azot | Zmniejsza utlenianie miedzi, niższy koszt, ale wymaga ostrożnego użytkowania | Cienkie płytki: 10-14 l/min Grube płytki: 14-18 l/min |
|
| Aluminium | argon | Chroni roztopiony zbiornik, zapobiega utlenianiu aluminium | Cienkie płytki (< 3 mm): 6-10 l/min Grube płytki (3-6mm): 10-14 l/min |
| Stal węglowa | Dwutlenek węgla (CO2) | Oczyszcza jeziorko stopu, poprawia formowanie spoiny, ale nadmiar CO2 może prowadzić do gromadzenia się węgla | Cienkie płytki (< 3 mm): 8-12 l/min Grube płytki (> 5 mm): 12-16 l/min |
| Mieszanka argon-CO2 | Łączy właściwości ochronne argonu z aktywnymi właściwościami CO2, co poprawia formowanie spoiny i przejście kropli | Cienkie płytki: 10-14 l/min Grube płytki: 14-18 l/min |
Komentarz
-
argon:Argon, jako gaz obojętny, jest powszechnie stosowany w spawaniu laserowym materiałów takich jak stal nierdzewna i aluminium w celu ochrony miejsca spawania przed utlenianiem.
-
hel:Stosowana w celu poprawy absorpcji energii lasera i stabilności plazmy, szczególnie przy spawaniu grubszych materiałów, takich jak miedź i stal nierdzewna.
-
Dwutlenek węgla: Nadaje się do spawania stali węglowej, pomaga oczyścić jeziorko stopionego metalu, ale należy go stosować ostrożnie, aby nie dopuścić do nadmiaru węgla w spoinie.
-
Azot:Stosowany przy spawaniu stopów miedzi w celu zapobiegania utlenianiu, jednak musi być używany ostrożnie, aby zapobiec problemom z jakością spoiny.
Wstępna kalibracja
Twoje urządzenie powinno być już skalibrowane, ale sprawdź jeszcze raz ustawienie głowicy lasera i upewnij się, że optyka jest czysta i wolna od kurzu.
Po wykonaniu tych czynności możesz rozpocząć dostosowywanie ustawień.
W przypadku cienkich arkuszy aluminium idealna jest średnica drutu spawalniczego 2.0 - 3.0 mm.Fałszywy
Do cienkich arkuszy aluminium należy stosować drut o mniejszej średnicy, zwykle 1.0–1.6 mm, aby uniknąć wad.
Urządzenia spawalnicze do grubych materiałów wymagają wyższych ustawień mocy.Prawdziwy
Grubsze materiały wymagają większej mocy, aby zapewnić mocne spoiny i odpowiednią ilość ciepła.
Jak ustawić moc i prędkość dla różnych materiałów?
Kluczem do uzyskania doskonałych spoin jest odpowiednie zrównoważenie mocy i prędkości w zależności od obrabianego materiału.
- Zasilanie: Poziom mocy określa, ile energii emituje laser. Większa moc jest wymagana w przypadku grubszych materiałów lub twardszych metali.
- Prędkość: Prędkość, z jaką laser przesuwa się po materiale, wpływa na ilość ciepła wprowadzanego, a zatem na jakość spoiny. Zbyt szybko spoina nie utworzy się prawidłowo; zbyt wolno może dojść do przegrzania materiału.
Na przykład, jeśli spawasz stal nierdzewną, możesz zacząć od ustawień około 200-300 watów mocy i prędkości 1-2 m/min. W przypadku aluminium jednak będziesz musiał zmniejszyć moc do 100-150 watów i zwiększyć prędkość, ponieważ aluminium jest znacznie bardziej wrażliwe na ciepło.
Przykładowe ustawienia Parametry spawania laserowego:
Poniżej znajduje się tabela parametrów spawania laserowego, które stanowią wartości odniesienia, oparte na typowych potrzebach spawalniczych i właściwościach materiałów, ale należy dokonać korekt w oparciu o konkretne warunki spawania.
| Rodzaj materiału | Grubość | Moc (W) | Prędkość spawania (mm/s) | Średnica plamki (mm) | Częstotliwość impulsów (kHz) | Ilość rozmycia |
|---|---|---|---|---|---|---|
| Stal nierdzewna | <1mm | 500 - 1000 | 30 - 80 | 0.2 - 0.4 | 20 - 50 | Pozytywne rozmycie |
| 1 - 3mm | 1000 - 2000 | 20 - 50 | 0.3 - 0.5 | 30 - 70 | Neutralne lub pozytywne rozmycie | |
| > 3 mm | 2000 - 3000 | 10 - 30 | 0.4 - 0.6 | 40 - 100 | Negatywne rozmycie | |
| Miedź | <1mm | 800 - 1200 | 20 - 50 | 0.2 - 0.3 | 10 - 30 | Pozytywne rozmycie |
| 1 - 3mm | 1200 - 2000 | 10 - 30 | 0.3 - 0.4 | 20 - 50 | Neutralny | |
| > 3 mm | 2000 - 3000 | 5 - 20 | 0.4 - 0.5 | 30 - 70 | Negatywne rozmycie | |
| Aluminium | <1mm | 600 - 1000 | 30 - 70 | 0.2 - 0.3 | 15 - 40 | Pozytywne rozmycie |
| 1 - 3mm | 1000 - 2000 | 20 - 50 | 0.3 - 0.4 | 20 - 60 | Neutralny | |
| > 3 mm | 2000 - 3000 | 10 - 30 | 0.4 - 0.5 | 30 - 80 | Negatywne rozmycie | |
| Stal węglowa | <3mm | 800 - 1500 | 30 - 70 | 0.2 - 0.4 | 18 - 45 | Pozytywne rozmycie |
| 3 - 6mm | 1500 - 2500 | 20 - 50 | 0.3 - 0.5 | 25 - 65 | Neutralny | |
| > 6 mm | 2500 - 3500 | 10 - 30 | 0.4 - 0.6 | 35 - 90 | Negatywne rozmycie |
Komentarz:
-
Moc (W):Moc lasera niezbędna do spawania, dostosowywana zależnie od grubości materiału.
-
Prędkość spawania (mm/s): Prędkość, z jaką wykonywane jest spawanie. Wyższe prędkości dla cieńszych materiałów, niższe prędkości dla grubszych materiałów.
-
Średnica plamki (mm): Średnica plamki lasera, wpływająca na ogniskowanie lasera. Różne rozmiary są odpowiednie dla różnych materiałów.
-
Częstotliwość impulsów (kHz): Częstotliwość lasera impulsowego. Wyższe częstotliwości są używane do cieńszych materiałów, podczas gdy niższe częstotliwości są używane do grubszych materiałów.
-
Ilość rozmycia: Odległość między punktem ogniskowania lasera a powierzchnią materiału. Dodatnie rozogniskowanie jest stosowane w przypadku cienkich materiałów, a ujemne rozogniskowanie w przypadku grubszych materiałów.
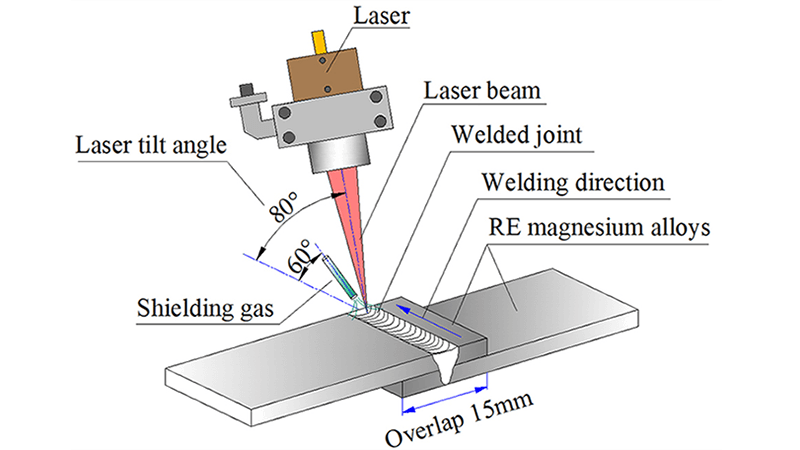
Skupienie i wyrównanie: osiąganie idealnych spoin
Spawanie laserowe to kwestia precyzji. To tutaj w grę wchodzą skupienie i wyrównanie. Jeśli laser nie jest prawidłowo skupiony na materiale, spoina może być niespójna lub, co gorsza, całkowicie zawieść. Oto, co musisz wiedzieć:
-
Skupiać: Dostosuj punkt ogniskowy wiązki laserowej do grubości i rodzaju materiału. W przypadku większości zastosowań punkt ogniskowy powinien znajdować się tuż nad powierzchnią materiału.
-
Spójność: Regularnie sprawdzaj ustawienie maszyny, aby upewnić się, że wiązka lasera trafia we właściwe miejsce. Niewłaściwe ustawienie może prowadzić do słabych spawów, a nawet uszkodzenia maszyny.
Szybka wskazówka: Użyj próbki testowej, aby sprawdzić wyrównanie i ostrość przed rozpoczęciem faktycznego spawania. Może to zaoszczędzić czas i materiał w dłuższej perspektywie.
Ustawienia zaawansowane: regulacja czasu trwania i częstotliwości impulsu
Podczas gdy moc i prędkość są kluczowe, zaawansowane ustawienia, takie jak czas trwania impulsu i częstotliwość, mogą naprawdę przenieść Twoje spoiny na wyższy poziom. Te ustawienia są szczególnie ważne, gdy musisz kontrolować dopływ ciepła i zapobiegać odkształcaniu, co często ma miejsce w przypadku cienkich materiałów lub delikatnych komponentów.
-
Czas trwania impulsu: Jest to długość trwania każdego impulsu lasera. Krótsze impulsy można stosować do spawania precyzyjnego, podczas gdy dłuższe impulsy są lepsze do grubszych materiałów.
-
Częstotliwość : Odnosi się to do liczby impulsów na sekundę. Wysokie częstotliwości są idealne do cienkich materiałów, ponieważ umożliwiają gładsze, bardziej ciągłe spawanie.
Zmiana tych ustawień zapewni Ci większą kontrolę nad procesem spawania, zwłaszcza w przypadku specjalistycznych zastosowań, takich jak spawanie w przemyśle lotniczym lub produkcja urządzeń medycznych.
Prędkość spawania powinna być zawsze ustawiona na maksimum, aby zapewnić najmocniejszą spoinę.Fałszywy
Prędkość spawania musi być zrównoważona z mocą, aby uniknąć przegrzania lub nieprawidłowego wykonania spoiny.
Aby uzyskać optymalną wytrzymałość spoiny, skład drutu spawalniczego powinien być dobrany do materiału bazowego.Prawdziwy
Dopasowanie składu drutu do materiału bazowego gwarantuje trwałą i mocną spoinę.
Specjalne techniki spawania do konkretnych zastosowań
Różne branże wymagają różnych technik spawania, a ustawienia Twojej maszyny będą musiały zostać dostosowane do każdego zastosowania. Oto kilka przykładów:
-
Motoryzacja: Części samochodowe często wymagają precyzyjnego spawania, aby uniknąć uszkodzenia wrażliwych komponentów. Niższa moc, wyższa częstotliwość i szybsza prędkość sprawdzają się tutaj najlepiej.
-
Lotnictwo: W przypadku lotnictwa i kosmonautyki często mamy do czynienia z lekkimi materiałami o wysokiej wytrzymałości. Należy skupić się na minimalizacji dopływu ciepła, aby uniknąć odkształceń lub uszkodzeń materiału.
-
Urządzenia medyczne :W medycynie czystość jest kluczowa. Spawanie laserowe jest stosowane do tworzenia małych, precyzyjnych połączeń w implantach lub narzędziach chirurgicznych, gdzie czysty spaw jest nie do negocjacji.
Każda aplikacja wymaga własnego, unikalnego zestawu ustawień. Upewnij się, że zapoznałeś się z instrukcją obsługi urządzenia i odpowiednio je dostosowałeś, aby uzyskać optymalną wydajność.
Rozwiązywanie problemów: typowe problemy i sposoby ich rozwiązania
Nawet przy najlepszych ustawieniach możesz napotkać problemy. Oto kilka typowych problemów i jak je naprawić:
-
Słabe lub niespójne spoiny: Może to być spowodowane nieprawidłowymi ustawieniami mocy lub źle ustawionym laserem. Sprawdź ponownie ustawienia i wyrównanie.
-
Nadmierne ciepło: Jeśli materiał się odkształca lub odbarwia, moc może być zbyt wysoka. Zmniejsz moc lub zwiększ prędkość.
-
Porowate spoiny: Może się to zdarzyć, gdy materiał nie jest czysty. Przed rozpoczęciem upewnij się, że materiał jest wolny od oleju, rdzy lub brudu.
Jak konserwować spawarkę laserową, aby zapewnić jej optymalną wydajność?
Konserwacja jest kluczowa dla zapewnienia, że Twoja spawarka laserowa będzie działać najlepiej, jak to możliwe. Oto kilka wskazówek, jak utrzymać jej płynną pracę:
-
Wyczyść soczewki:Z biegiem czasu soczewki lasera mogą się zabrudzić, co zmniejsza ich skuteczność.
Aby zapewnić optymalną pracę lasera, należy je regularnie czyścić. -
Sprawdź układ chłodzenia: Przegrzanie może prowadzić do problemów z wydajnością. Upewnij się, że układ chłodzenia działa prawidłowo.
-
Rutynowa kalibracja:Okresowo kalibruj urządzenie, aby mieć pewność, że wszystkie ustawienia są dokładne.
Przestrzeganie regularnego harmonogramu konserwacji wydłuży żywotność Twojej maszyny i pozwoli jej pracować z maksymalną wydajnością.
Wnioski: Opanowanie ustawień spawania laserowego w celu uzyskania doskonałych rezultatów
Konfiguracja spawarki laserowej może wydawać się skomplikowana, ale przy odpowiednim podejściu każdy może to zrobić. Dzięki zrozumieniu kluczowych ustawień – mocy, prędkości, skupienia i zaawansowanych parametrów, takich jak czas trwania impulsu – możesz uzyskać nieskazitelne spoiny w przypadku każdego zastosowania. Niezależnie od tego, czy działasz w przemyśle lotniczym, motoryzacyjnym czy medycznym, opanowanie tych ustawień zapewni płynny i wydajny przebieg Twoich projektów.
Potrzebujesz pomocy z konfiguracją spawania laserowego? Osiągnąć Skontaktuj się z firmą Kirin Laser już dziś, aby uzyskać fachową poradę i pomoc w optymalizacji Twojej maszyny pod kątem dowolnego zastosowania.
Numer referencyjny:
- "Jak wybrać najlepszy sprzęt do spawania laserowego odpowiadający Twoim potrzebom?", od Kirin Laser.
- "Jakie czynniki wpływają na cenę urządzeń do spawania laserem światłowodowym?", od Kirin Laser.
- "10 najlepszych producentów maszyn do spawania laserowego w USA", od Kirin Laser.
- "10 najlepszych producentów maszyn do spawania laserowego w Chinach", od Kirin Laser.
- "Najpopularniejsze maszyny do spawania laserowego na sprzedaż w 2024 r", od Kirin Laser.
- "Spawanie laserowe: jakie materiały można spawać?", od Kirin Laser.




