
変化の激しい製造業の世界では、スピード、精度、耐久性が重要です。中小企業でも大企業でも、高い基準を維持しながら生産効率を向上させる方法を見つけるのは大変な作業です。しかし、朗報があります。レーザー溶接は、必要とは知らなかった画期的な技術となる可能性があります。
製造業にレーザー溶接ジョイントを採用すると、製品の品質が向上するだけでなく、運用効率と持続可能性も向上します。業界が進化し続ける中、この高度な技術を採用することで、大きな競争上の優位性を獲得できます。
なぜでしょうか? レーザー溶接ジョイントは、従来の溶接方法に比べて多くの利点があることが実証されているからです。これらの利点と、レーザー溶接を製造プロセスに統合することで生産性が向上し、コストが削減され、製品に競争力がもたらされる理由について見ていきましょう。
レーザー溶接機による比類のない精度と制御
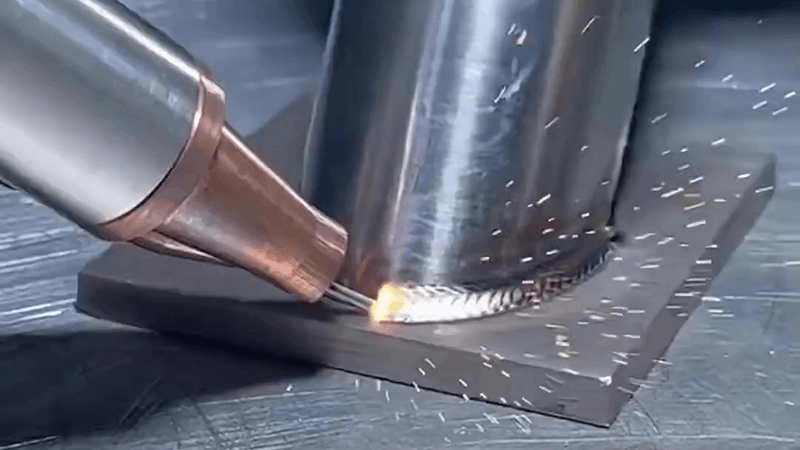
従来の溶接方法では結果が一定せず苦労したことがあるなら、レーザー溶接の精度をすぐに実感できるでしょう。レーザー ビームを非常に細い点に集中させることができるため、溶接プロセス中に正確な精度が得られます。つまり、熱による歪みが少なくなり、溶接部分が小さくなり、仕上がりが滑らかで均一になります。その結果、性能と品質が向上し、見た目も美しい製品が生まれます。
レーザー溶接では、熱入力を極めて正確に制御できます。これにより、接合部がよりきれいで強くなり、溶接後の清掃が少なくなります。その結果、時間と費用が節約され、すべてのメーカーが喜ぶことでしょう。また、見た目だけの問題ではありません。接合部が精密であれば、構造の完全性が向上し、製造ラインで欠陥が発生する可能性が低くなります。溶接接合部の状態を確認するための溶接画像を以下に示します。
レーザー溶接は、高速、正確、耐久性のある結果を提供することで生産効率を高めます。◯
レーザー溶接は、処理時間の短縮と精度の向上により生産性を高め、エラーを減らし、全体的な出力を強化します。
レーザー溶接はコストのかかるプロセスであるため、中小企業にとっては手が届きません。×
レーザー溶接は、特に生産における高精度と無駄の削減を求める企業にとって、費用対効果の高いソリューションとなります。
生産時間の短縮
レーザー溶接は従来の方法よりも大幅に高速です。実際、適切な設定を行えば、レーザー溶接では溶接に必要な時間を最大 50% 削減できます。これは、時間が金になるペースの速い生産環境では大きな利点です。溶接プロセスが高速化すれば、スループットが向上し、品質を犠牲にすることなく厳しい納期に間に合わせることができます。
レーザー溶接のスピードにより、必要な労働量も削減され、業務の効率化が図れます。また、生産需要の高いビジネスを運営している場合、この効率性の向上は直接収益の向上につながります。最高レベルの品質を維持しながら、作業を 2 倍の速さで完了できれば、コストがどれだけ削減できるか想像してみてください。まさに双方にとってメリットがあるように思えます。
最小限の熱影響区域 (HAZ)
溶接における主な懸念事項の 1 つは、熱影響部 (HAZ) です。これは、過度の熱によって溶接部周辺の領域が弱くなったり変形したりする可能性がある領域です。従来の溶接技術では、HAZ が大きくなる傾向があり、材料の反り、割れ、または材料特性の変化につながる可能性があります。しかし、レーザー溶接では、熱入力が集中して制御されるため、HAZ は最小限に抑えられます。
この熱伝達の減少は、接合部の構造的完全性を向上させるだけでなく、溶接される材料の機械的特性の維持にも役立ちます。したがって、繊細な材料を扱う場合でも、高強度の接合部が必要な場合でも、レーザー溶接はベース材料の品質維持に役立ちます。重要なのは、溶接が意図しない損傷を引き起こすのではなく、最終製品にプラスの影響を与えるようにすることです。
フィラー不要の高品質溶接
従来の溶接では、接合部を強固にするためにフィラー材が必要になることがよくあります。しかし、レーザー溶接ではフィラー材を必要とせずに材料を直接接合できるため、材料コストが削減され、プロセスが簡素化されます。さらに、このアプローチではフィラー材による汚染の可能性が排除されるため、溶接がより強固かつクリーンになります。
レーザー溶接は、従来の方法よりも溶接がきれいで制御されているため、強度が高くなります。このため、接合部はひび割れ、疲労、腐食が発生しにくくなり、長持ちする耐久性のある製品を必要とする業界にとってレーザー溶接は優れた選択肢となります。自動車部品、電子機器、医療機器など、どのような製造でも、レーザー溶接接合部は、充填材による複雑さを増すことなく、必要な強度を提供します。
強化された材料互換性
レーザー溶接のもう 1 つの素晴らしい利点は、さまざまな材料を簡単に扱えることです。金属、プラスチック、さらには異種材料を扱う場合でも、レーザー溶接はほぼあらゆる組み合わせに適合させることができます。たとえば、異なる合金の溶接や異種金属の接合は、複雑な手順やフィラー金属を必要とすることが多い従来の溶接に比べて簡単です。
この柔軟性により、レーザー溶接は、製造業者が複雑な材料や厳しい仕様を頻繁に扱う航空宇宙、自動車、電子機器などの業界で特に役立ちます。アルミニウム、スチール、チタン、プラスチックのいずれを扱う場合でも、レーザー溶接はニーズに合わせて適応し、高品質の結果を生み出します。
歪みや縮みが少ない
溶接プロセス中の材料の歪みや収縮は、従来の溶接方法でよく見られる問題です。これらの問題は、材料を融合させるのに大量の熱入力が必要なために発生します。しかし、レーザー溶接では、集中した熱源によってこれらの問題のリスクが軽減されます。レーザーの精度によって溶融プロセスが制御され、周囲の材料への熱応力が最小限に抑えられます。
つまり、レーザー溶接された部品は、歪みや収縮を取り除くための仕上げ作業が少なくて済むため、時間と人件費を節約できます。さらに、部品のフィットがより正確になります。これは、自動車製造や医療機器製造などの業界で厳しい公差を扱う場合に重要です。重要なのは、途中で頭を悩ませることなく、完璧なフィットを実現することです。
エネルギー効率とコスト削減
今日の製造環境では、エネルギー消費の削減がこれまで以上に重要になっています。レーザー溶接は、溶接に必要な熱を維持するために大量の電力を必要とする従来の溶接技術に比べて、非常にエネルギー効率の高いプロセスです。レーザー溶接機は消費エネルギーが大幅に少なく、廃棄物も少ないため、環境に優しく、コスト効率に優れています。
このエネルギー使用量の削減は、メーカーの運用コストの削減に直接つながります。さらに、レーザー溶接では充填材や後処理作業の必要性が減るため、全体的な生産コストを大幅に削減できます。コストを抑えながら運用を合理化する方法をお探しの場合は、レーザー溶接が最適なソリューションです。
レーザー溶接はコストのかかるプロセスであるため、中小企業にとっては手が届きません。×
レーザー溶接は、特に生産における高精度と無駄の削減を求める企業にとって、費用対効果の高いソリューションとなります。
レーザー溶接には特殊な装置や熟練したオペレーターは必要ありません。×
レーザー溶接には、機械を効果的かつ安全に操作するための高度な技術と訓練を受けた専門家が必要です。
柔軟性と自動化の向上
レーザー溶接は簡単に自動化できるため、大量生産環境に最適です。自動化により一貫性が向上し、より高速で繰り返し可能な溶接が可能になります。これにより、製造する部品の数に関係なく、すべての接合部が同じ高い基準を満たすことが保証されます。また、人間のオペレーターが他のタスクに集中できるようになり、全体的な生産性が向上します。
自動化により、従来の溶接方法に伴う火傷や煙の吸入などのリスクにさらされる作業員の数が減るため、安全性も向上します。レーザー溶接では、プロセス全体をソフトウェアで注意深く監視および制御できるため、メーカーは生産ニーズの変化に柔軟に対応しながら、すべてをスムーズに実行できます。
さまざまな金属の厚さに対応するハンドヘルド レーザー溶接機の主な技術要件は何ですか?
ハンドヘルド レーザー溶接機は、さまざまな厚さの金属を溶接できる多目的ツールですが、最適なパフォーマンスと高品質の溶接を確保するには、オペレーターが特定のスキルと知識を備えている必要があります。以下は、異なる厚さの金属を溶接する際の技術要件と考慮事項です。
- 薄い金属の溶接(厚さ1mm未満)
厚さ 1 mm 未満のシートなどの薄い金属を扱う場合、精度が最も重要です。次の要素を考慮する必要があります。
- 手の安定性: 溶接ビードの幅が一定でなかったり、溶け込みの問題が生じたりしないように、オペレーターは優れた手の制御と最小限の震えを必要とします。わずかな手の震えでも、溶接の不均一や溶け落ちなどの欠陥を引き起こす可能性があります。
- 溶接速度制御: 作業者は溶接速度を注意深く制御する必要があります。速度が速すぎると溶接が弱くなり、速度が遅いと材料が過熱して変形する可能性があります。
- 中厚金属の溶接(1mm~3mm厚)
中程度の厚さの金属の場合、オペレーターは各材料の固有の特性を理解する必要があります。考慮事項は次のとおりです。
- 材料特性: ステンレス鋼やアルミニウムなどの異なる金属には、異なるレーザー溶接設定が必要です。オペレーターは、金属の種類と厚さに合わせて、出力やパルス周波数などのレーザーパラメータを調整する必要があります。
- レーザーパラメーター: 中程度の厚さの金属の場合、適切な熱入力を得ることが重要です。電力が低すぎると溶接が弱くなり、電力が高すぎると過度の溶解や歪みが生じる可能性があります。
- レーザー出力厚い金属に十分な浸透と融合を保証するには、より高いレーザー出力が必要です。
- パルス周波数: 過熱や溶接不足を避けるために、周波数を最適化する必要があります。高周波パルスは熱の蓄積につながる可能性があり、低周波パルスは効果的な接合に十分なエネルギーを供給できない可能性があります。
- 厚い金属の溶接(厚さ3mm以上)
より厚い材料を溶接する場合、課題はさらに深刻になります。オペレーターは、溶融不足、溶け落ち、過度の熱影響部 (HAZ) などの欠陥を回避するために、さらに慎重にパラメータを調整する必要があります。
- レーザー出力厚い材料の場合、適切な浸透と完全な融合を実現するために、オペレーターはレーザー出力を大幅に増加させる必要があります。
- 溶接速度: 一貫した溶接プールを維持するために低速が必要になる場合がありますが、オペレーターは金属が過熱しないようにする必要があります。
- 冷却と予熱: 場合によっては、厚い材料の応力亀裂や歪みを防ぐために、予熱または溶接後の冷却が必要になることがあります。
- 一般的なオペレータースキル
材料の厚さに関係なく、オペレーターは次のものを持っている必要があります。
- 材料特性に関する知識さまざまな金属が熱に対してどのように反応するか、また各材料の融点や熱伝導率の詳細を理解することが重要です。
- レーザー設定の専門知識: オペレーターは、特定の作業要件に応じてレーザー出力、周波数、パルス持続時間、溶接速度を調整する方法に精通している必要があります。
- 溶接技術: 欠陥のない高品質できれいな溶接を実現するために、オペレーターはレーザー ビームの動きをスムーズかつ一貫して制御する必要があります。
レーザー溶接は、より強力で信頼性の高い溶接を保証することで耐久性を向上させます。◯
レーザー溶接により、結合が強固な高品質の接合部が生成され、製造された製品の耐久性と信頼性が向上します。
レーザー溶接は、中小企業ではなく、大規模な製造業にのみメリットをもたらします。×
レーザー溶接はあらゆる規模の企業に利点を提供し、中小企業の生産プロセスの品質、速度、精度の向上に役立ちます。
ハンドヘルドレーザー溶接機のオペレーターはどのような知識とスキルを習得する必要がありますか?
ハンドヘルド レーザー溶接機のオペレーターは、安全で効果的な操作を確実に行うために、機器と溶接パラメータの両方について包括的な知識を持っている必要があります。以下は、オペレーターが習得すべき必須の知識とスキルの概要です。
-
機器に関する知識
-
基本原則:
オペレーターはレーザー溶接の基本原理を理解する必要があります。このプロセスでは、集中した高強度レーザー ビームを使用して材料の表面を溶かし、溶接を作成します。理解すべき主な原理は次のとおりです。 -
レーザー生成ファイバーレーザーや半導体レーザーなど、レーザーがどのように生成されるかについての知識。
-
ビーム集束: レーザービームがワークピースにどのように焦点を合わせるか、そして効率的な溶接のためにビームを集中させるための光学系の役割を理解します。
-
エネルギー伝達: オペレーターは、エネルギーがレーザービームを通じてどのように伝達され、材料とどのように相互作用して金属が溶解し結合するかを理解する必要があります。
-
溶接プロセスレーザーエネルギーが材料の溶融を引き起こす仕組みと、熱影響部や溶融池のダイナミクスなど、関連するさまざまな現象についての認識。
-
主なコンポーネント:
オペレーターは、ハンドヘルド レーザー溶接機の個々のコンポーネントとその特定の機能に精通している必要があります。 -
レーザージェネレータ: システムの心臓部であり、レーザー ビームの生成を担当します。オペレーターは、溶接プロセスを制御するために、出力、周波数、パルス持続時間などのレーザー パラメータの調整方法を理解する必要があります。
-
冷却システム: 冷却は、レーザー ジェネレータやその他の敏感なコンポーネントの最適な動作温度を維持するために不可欠です。冷却システムに不具合があると、過熱して機器が損傷する可能性があります。
-
ハンドヘルド溶接ガン: これは、レーザー ビームを溶接箇所に向けるために使用されるコンポーネントです。オペレーターは、溶接中に適切な位置合わせ、安定性、および動きを確保するために、溶接ガンの取り扱いに熟練している必要があります。
-
コントロールパネル: オペレーターがレーザー出力、パルス幅、周波数などのパラメータを設定および調整できるインターフェイス。オペレーターは、コントロール パネルを操作して設定を微調整し、問題をトラブルシューティングできる必要があります。
-
安全機能: 操作中のオペレーターの安全を確保するための緊急停止、保護カバー、換気システムなどの組み込みの安全機能に精通していること。
-
-
溶接パラメータ
-
レーザーパラメーター:
さまざまなパラメータが溶接品質にどのように影響するかを深く理解することは、オペレーターにとって不可欠です。これらのパラメータには次のものが含まれます。 -
レーザー出力: レーザー出力は、材料の浸透深さと溶融に直接影響します。オペレーターは、材料の種類、厚さ、および必要な溶接深さに応じて出力を調整する方法を知っておく必要があります。出力が高すぎると過剰な溶融が発生する可能性があり、出力が低すぎると溶接の形成が不十分になる可能性があります。
-
パルス周波数と持続時間: オペレーターは、パルス周波数と幅が溶接中の熱分布にどのように影響するかを理解する必要があります。パルス周波数はレーザーパルスの放射頻度を決定し、パルス持続時間は各パルスの持続時間を制御します。設定が間違っていると、溶接品質が低下したり、過熱したりする可能性があります。
-
溶接速度: レーザーが材料上を移動する速度は、溶接品質に影響します。速度が速すぎると溶接が弱くなり、速度が遅すぎると材料が溶け落ちたり、熱が過剰に蓄積したりする可能性があります。
-
ビームスポットサイズ: ワークピース上のレーザー ビーム スポットのサイズによって、エネルギー密度が決まります。スポット サイズが小さいとエネルギーの集中度が高くなり、精密で細かい溶接に適しています。一方、スポット サイズが大きいとエネルギーが分散され、大規模な溶接に適しています。
-
マテリアル固有の設定:
材料によってレーザー溶接に対する反応は異なります。オペレーターは、熱伝導率、融点、反射率などの材料特性に基づいてパラメータを調整する必要があります。例: -
金属活字: ステンレス鋼、アルミニウム、銅はそれぞれ異なる溶接パラメータを必要とします。たとえば、アルミニウムは反射率が高いため、通常、より高いレーザー出力と特殊な設定が必要です。
-
厚さとジョイント形状: 材料の厚さと接合部の形状も溶接パラメータに影響します。厚い材料には高いレーザー出力や複数のパスが必要になる場合がありますが、薄い材料では反りを防ぐためにより繊細な設定が必要になる場合があります。
-

-
メンテナンスとトラブルシューティングのスキル
-
定期メンテナンス:
オペレーターは、機器が適切に機能していることを確認するための基本的なメンテナンス作業を実行できる必要があります。これには、レンズやミラーのクリーニング、消耗品 (保護ガラスなど) の摩耗のチェック、冷却システムが正しく機能しているかどうかの確認などが含まれます。 -
トラブルシューティング:
故障やパフォーマンスの問題が発生した場合、オペレーターは次のような一般的な問題のトラブルシューティング方法を知っておく必要があります。 -
一貫性のない溶接品質: これは、電力設定が不適切、レーザーの焦点が不適切、または光学系が汚染されていることが原因である可能性があります。
-
機器の過熱: 冷却システムが正常に動作していないと、レーザー発生器が過熱し、性能の低下や機器の故障につながる可能性があります。
-
ビームのずれ: レーザー ビームがワークピースに正しく位置合わせされていない場合、溶接品質が悪くなる可能性がありますが、通常はレーザー システムを再調整することで修正できます。
-
-
安全意識
-
レーザーの安全性:
レーザー溶接には高エネルギーが伴うため、作業者は厳格な安全ガイドラインに従う必要があります。これには、安全メガネ、手袋、難燃性衣服などの適切な保護具の着用が含まれます。さらに、作業者はレーザー放射への曝露を避けるために作業エリアが適切に遮蔽されていることを確認する必要があります。 -
電気的および機械的安全性:
オペレーターは、特にハンドヘルド レーザー溶接機には高電圧部品が使用されているため、電気による危険に注意する必要があります。適切な接地と絶縁された機器の使用は、安全のために不可欠です。また、機械の故障や緊急停止に対処できるように訓練を受ける必要があります。
-
結論: 溶接の未来
レーザー溶接は、比類のない精度、生産時間の短縮、コスト削減を実現し、製造業の状況を一変させました。自動車、航空宇宙、医療、エレクトロニクスのどの業界であっても、レーザー溶接ジョイントの利点は明らかです。より強力で、よりクリーンで、より効率的な溶接により、競争で優位に立つことができます。
レーザー溶接技術に投資することで、機器をアップグレードするだけでなく、生産プロセス全体をアップグレードすることになります。製造業者は、より高い品質、より短い納期、コスト効率の高いソリューションを求め続けるため、レーザー溶接は現代の製造業界で材料を接合するための頼りになる方法になりつつあります。
したがって、生産を次のレベルに引き上げる準備ができている場合は、レーザー溶接の利点を検討し、それがどのように機能するかを確認してください。
レーザー溶接とそれが業務改善にどのように役立つかの詳細については、次のサイトをご覧ください。 この源.
切り替える準備はできましたか? Kirin Laser までご連絡いただき、ぜひ実現させてください!
参照:
- "レーザーシステムによる溶接の総合ガイドキリンレーザーより、「
- "販売されている高品質のレーザー溶接で注目すべき点は何ですか?キリンレーザーより、「
- "知っておきたいレーザー溶接技術の革新キリンレーザーより、「
- "レーザー溶接機器のベストディールを見つける方法キリンレーザーより、「
- "4-in-1 ハンドヘルド レーザー溶接機が画期的な製品となる理由は何でしょうか?キリンレーザーより、「
- "レーザー技術を搭載した溶接機を使用する主な利点キリンレーザーより、「
- "電気自動車がレーザー溶接の進歩の必要性を促進「Photonics」より。
- "QTR 社がコボットレーザー溶接で溶接効率を向上した方法「Cobot より」




