
Jika berbicara tentang pengelasan laser, pengaturan yang tepat adalah kunci untuk mendapatkan hasil pengelasan yang sempurna. Jika daya terlalu besar, Anda berisiko membakar material; jika terlalu kecil, Anda tidak akan mendapatkan ikatan yang kuat. Sebagai teknisi penjualan di Kirin Laser, saya telah membantu banyak bisnis mengoptimalkan mesin las laser mereka untuk berbagai aplikasi, dan saya dapat memberi tahu Anda – pengaturan yang tepat dapat membuat semua perbedaan.
Jadi, bagaimana Anda mengatur mesin las laser untuk berbagai aplikasi? Prosesnya tidak serumit kedengarannya. Dengan pendekatan yang tepat, siapa pun dapat menguasai pengaturan dan mendapatkan hasil las yang konsisten dan berkualitas tinggi setiap saat.
Sebelum kita menyelami seluk-beluk pengaturan, mari pastikan Anda memahami mengapa hal ini penting dilakukan. Mesin las laser yang tidak diatur dengan benar dapat menghasilkan las yang lemah, pemborosan material, dan operator yang frustrasi. Di sisi lain, dengan pengaturan yang tepat, Anda dapat memperoleh las yang presisi, kuat, dan bersih yang menghemat waktu dan biaya dalam jangka panjang. Dalam panduan ini, saya akan memandu Anda melalui hal-hal penting dalam menyiapkan mesin las laser untuk semua jenis aplikasi.
Kalibrasi mesin las laser yang tepat memastikan kualitas pengelasan yang optimal.Benar
Mengkalibrasi kepala laser dan membersihkan optik memastikan penyelarasan yang lebih baik dan pengelasan berkualitas lebih tinggi.
Memilih gas bantu yang tepat tidak diperlukan untuk pengelasan laser.Salah
Memilih gas tambahan yang tepat, seperti argon atau helium, sangat penting untuk perlindungan material dan kualitas pengelasan.
Bagaimana Memilih Mesin Las Laser yang Tepat untuk Aplikasi Anda?
Memilih mesin las laser yang tepat dimulai dengan memahami material dan kebutuhan Anda. Pengelasan laser bukanlah proses yang cocok untuk semua jenis material – ada berbagai mesin yang dirancang untuk berbagai material, ketebalan, dan tingkat presisi. Anda perlu mengevaluasi faktor-faktor seperti:
- Jenis bahan (baja tahan karat, aluminium, titanium, dll.)
- Ketebalan (Seberapa tebal material yang akan Anda las?)
- Persyaratan presisi (apakah Anda membutuhkan pengelasan mikro atau sambungan yang lebih besar?)
Mesin terbaik untuk kebutuhan Anda akan bervariasi berdasarkan faktor-faktor ini. Misalnya, jika Anda bekerja dengan logam tipis, Anda mungkin menginginkan mesin dengan presisi lebih tinggi dan sinar yang lebih terfokus. Jika Anda mengelas material yang lebih tebal, Anda akan membutuhkan lebih banyak daya.
Tabel berikut memberikan gambaran umum yang komprehensif tentang parameter umum untuk mesin las laser dengan berbagai tingkat daya, khususnya untuk material baja tahan karat, paduan aluminium, baja karbon, dan tembaga. Tabel ini akan membantu Anda memilih mesin las laser terbaik sesuai dengan aplikasi aktual Anda.
| Bahan | Daya | Kecepatan Pengelasan (mm/s) | Diameter Titik (mm) | Frekuensi Pulsa (kHz) | Ketebalan yang dapat dilas (mm) |
|---|---|---|---|---|---|
| Besi tahan karat | 1.5kW | 30 - 60 | 0.2 - 0.4 | 20 - 50 | ≤ 3.5 |
| 2kW | 40 - 80 | 0.3 - 0.5 | 30 - 70 | 1 - 6 | |
| 3kW | 60 - 100 | 0.4 - 0.6 | 40 - 100 | 0.1 - 3 | |
| Paduan aluminium | 1.5kW | 20 - 50 | 0.2 - 0.3 | 15 - 40 | ≤ 3.5 |
| 2kW | 30 - 70 | 0.3 - 0.4 | 20 - 60 | 1 - 5 | |
| 3kW | 40 - 90 | 0.4 - 0.5 | 30 - 80 | 1 - 3 | |
| Baja karbon | 1.5kW | 25 - 55 | 0.2 - 0.4 | 18 - 45 | ≤ 3.5 |
| 2kW | 35 - 75 | 0.3 - 0.5 | 25 - 65 | 1 - 6 | |
| 3kW | 50 - 100 | 0.4 - 0.6 | 35 - 90 | 0.5 - 8 | |
| Tembaga | 1.5kW | 10 - 30 | 0.2 - 0.3 | 10 - 30 | ≤ 3 |
| 2kW | 20 - 40 | 0.3 - 0.4 | 20 - 50 | ≤ 3 | |
| 3kW | 30 | ≥ 0.4 | ≥ 30 | 1 - 3 |
Catatan:
- Parameter dapat bervariasi karena perbedaan komposisi material, kondisi permukaan, dan konfigurasi sambungan.
- Operasi aktual harus menyesuaikan parameter pengelasan sesuai dengan situasi tertentu untuk memastikan kualitas dan efisiensi pengelasan.

Panduan Langkah demi Langkah untuk Menyiapkan Mesin Las Laser Anda
Setelah Anda memilih mesin yang tepat, saatnya untuk menyiapkannya. Berikut panduan langkah demi langkah dasar untuk memastikan Anda memulai dengan langkah yang tepat:
Siapkan Ruang Kerja
Pastikan area pengelasan bersih, bebas dari bahan yang mudah terbakar, dan memiliki pencahayaan yang baik. Hal ini penting untuk keselamatan dan hasil pengelasan yang bersih.
Siapkan Peralatan Perlindungan yang Diperlukan
Kenakan alat pelindung (sarung tangan, kacamata, dll.) dan pastikan ruang kerja Anda memiliki ventilasi yang baik.
Siapkan Kawat Las
Pengelasan bahan logam yang berbeda memerlukan kawat las yang berbeda untuk membantu.
Cara Memilih Kawat Las untuk Persiapan Pengelasan Laser
Saat mempersiapkan pengelasan laser, pemilihan kawat las yang tepat sangat penting untuk mendapatkan hasil las berkualitas tinggi dan tahan lama. Pemilihan kawat las bergantung pada material yang dilas, ketebalan benda kerja, dan persyaratan khusus pekerjaan pengelasan. Berikut ini adalah panduan sistematis untuk membantu pelanggan memilih kawat las yang tepat untuk berbagai material.
- Besi tahan karat
-
Pencocokan Komposisi: Kawat las harus sesuai dengan komposisi bahan dasar. Misalnya, saat mengelas baja tahan karat 304, kawat las ER308 umumnya digunakan karena kandungan kromium dan nikelnya memastikan bahwa hasil las memiliki ketahanan korosi yang sama dengan logam dasar.
-
Kemurnian: Kawat las harus memiliki kemurnian tinggi, dengan sedikit kotoran (seperti sulfur dan fosfor) untuk mencegah masuknya zat-zat ke dalam las, yang dapat memengaruhi kualitas las dan ketahanan terhadap korosi. Kandungan sulfur harus di bawah 0.03%.
-
Pemilihan Diameter: Pilih diameter kawat berdasarkan ketebalan benda kerja:
- Pengelasan lembaran tipis: 0.8 - 1.2mm.
- Pengelasan lembaran tebal: 1.6 - 2.4mm.
- Kuningan (Kawat Las Paduan Tembaga)
-
Untuk Kuningan Tipis (Ketebalan <1.5mm): Gunakan kawat las berdiameter lebih kecil (0.8 - 1.0 mm) untuk mengendalikan panas dan mencegah penguapan seng berlebihan, yang dapat mengurangi kualitas las.
-
Untuk Kuningan Sedang (Ketebalan 1.5 - 3mm): Diameter kawat 1.0 - 1.2 mm memastikan cukup logam pengisi untuk pengelasan yang kuat.
-
Untuk Kuningan Tebal (Ketebalan >3mm): Pilih diameter kawat yang lebih besar (1.2 - 1.6 mm) untuk menyediakan bahan pengisi yang cukup untuk lasan yang kuat dan tebal.
- Aluminium
-
Kemurnian dan Komposisi Paduan: Untuk pengelasan aluminium murni, gunakan kawat aluminium dengan kemurnian tinggi (misalnya, seri 1070, 1100). Untuk pengelasan paduan aluminium (misalnya, 6061), pilih kawat las yang sesuai dengan bahan dasar, seperti ER4043 atau ER5356. ER4043 cocok untuk aplikasi yang tidak terlalu mementingkan tampilan, tetapi memerlukan kinerja penyegelan, sementara ER5356 menawarkan kekuatan las yang lebih tinggi.
-
Kebersihan: Aluminium sangat rentan terhadap oksidasi, jadi sangat penting untuk memastikan permukaan kawat bersih. Sebelum digunakan, bersihkan lapisan minyak atau oksida untuk mencegah cacat pengelasan.
-
Pemilihan Diameter: Diameter kawat harus sesuai dengan ketebalan material:
- Lembaran aluminium tipis: 1.0 - 1.6mm.
- Lembaran aluminium tebal: 2.0 - 3.0mm.
- Baja Karbon (Kawat Las Padat)
-
Untuk Baja Karbon Tipis (Ketebalan <3mm): Gunakan kawat las dengan diameter lebih kecil (0.8 - 1.0 mm) untuk menghindari arus berlebih dan mencegah terbakarnya kawat sambil memastikan pembentukan pengelasan yang baik.
-
Untuk Baja Karbon Sedang (Ketebalan 3 - 6mm): Diameter kawat 1.0 - 1.2 mm cocok untuk menjaga kualitas las sekaligus meningkatkan kecepatan pengelasan.
-
Untuk Baja Karbon Tebal (Ketebalan >6mm): Diameter kawat yang lebih besar (1.2 - 1.6 mm) ideal untuk menyediakan logam pengisi yang cukup untuk menopang beban yang lebih tinggi dan menciptakan lasan yang lebih kuat.
Untuk menunjukkan kepada Anda cara memilih kawat las dengan lebih jelas, tabel berikut akan menjadi referensi terbaik.
| Bahan | Pedoman Pemilihan Kawat Las | Diameter yang Cocok | Keterangan |
|---|---|---|---|
| Besi tahan karat | - Komposisi kawat las harus sesuai dengan bahan dasar (misalnya, ER308). - Kawat las dengan kemurnian tinggi dan kotoran minimal. |
- Lembaran tipis (<3mm): 0.8 - 1.2mm. - Lembaran tebal (>6mm): 1.6 - 2.4mm. |
- Pastikan komposisi kawat sesuai dengan bahan dasar untuk memastikan ketahanan terhadap korosi. |
| kuningan | - Pemilihan kawat tergantung pada ketebalan kuningan. - Diameter lebih kecil untuk kuningan tipis untuk mencegah penguapan seng yang berlebihan. |
- Kuningan tipis (<1.5mm): 0.8 - 1.0mm. - Ketebalan sedang (1.5 - 3mm): 1.0 - 1.2mm. - Kuningan tebal (>3mm): 1.2 - 1.6mm. |
- Mengontrol panas untuk mencegah cacat las. |
| Aluminium | - Kawat aluminium kemurnian tinggi (misalnya, seri 1070, 1100). - Untuk paduan, sesuaikan komposisi kawat dengan bahan dasar (misalnya, ER4043, ER5356). - Jaga permukaan kawat tetap bersih untuk mencegah oksidasi. |
- Aluminium tipis (<3mm): 1.0 - 1.6mm. - Aluminium tebal (>3mm): 2.0 - 3.0mm. |
- Aluminium sangat rentan terhadap oksidasi, jadi pastikan permukaan kawat bersih sebelum digunakan. |
| Baja karbon | - Pilih diameter kawat berdasarkan ketebalan material. - Gunakan diameter yang lebih kecil untuk baja tipis untuk mencegah panas berlebih. |
- Baja karbon tipis (<3mm): 0.8 - 1.0mm. - Ketebalan sedang (3 - 6mm): 1.0 - 1.2mm. - Baja karbon tebal (>6mm): 1.2 - 1.6mm. |
- Pastikan logam pengisi yang cukup disediakan untuk pengelasan yang lebih kuat. |
Pilih Gas Bantu:
Secara umum, nitrogen sudah cukup. Namun, saya akan memberikan penjelasan lebih rinci di sini jika Anda membutuhkan pengelasan yang sangat presisi.
Gas Bantu dan Laju Aliran untuk Pengelasan Laser pada Berbagai Bahan
Tabel berikut memberikan gambaran jelas tentang gas bantu dan laju aliran yang tepat untuk berbagai material dan kebutuhan pengelasan.
| Bahan | Gas Bantu | fungsi | Rentang Laju Aliran |
|---|---|---|---|
| Besi tahan karat | Argon | Melindungi kolam cair dan area pengelasan, mencegah oksidasi dan nitriding | Pelat tipis (< 3mm): 8-12 L/menit Pelat tebal (> 5mm): 12-18 L/menit |
| Helium | Meningkatkan stabilitas plasma, meningkatkan tingkat penyerapan energi laser | Plat tipis: 10-14 L/menit Pelat tebal atau pengelasan daya tinggi: 14-20 L/menit |
|
| Tembaga | Helium | Meningkatkan kopling laser-tembaga, mencegah oksidasi | Pelat tipis (< 2mm): 12-16 L/menit Pelat tebal (2-5mm): 16-20 L/menit |
| Nitrogen | Mengurangi oksidasi tembaga, biaya lebih rendah tetapi membutuhkan penggunaan yang hati-hati | Plat tipis: 10-14 L/menit Plat tebal: 14-18 L/menit |
|
| Aluminium | Argon | Melindungi kolam cair, mencegah oksidasi aluminium | Pelat tipis (< 3mm): 6-10 L/menit Pelat tebal (3-6mm): 10-14 L/menit |
| Baja karbon | Karbon Dioksida (CO2) | Membersihkan kolam cair, meningkatkan pembentukan las, tetapi CO2 yang berlebihan dapat menyebabkan penumpukan karbon | Pelat tipis (< 3mm): 8-12 L/menit Pelat tebal (> 5mm): 12-16 L/menit |
| Campuran Argon-CO2 | Menggabungkan sifat pelindung argon dengan karakteristik aktif CO2 untuk meningkatkan pembentukan las dan transisi tetesan | Plat tipis: 10-14 L/menit Plat tebal: 14-18 L/menit |
Catatan
-
Argon: Sebagai gas inert, argon banyak digunakan dalam pengelasan laser bahan seperti baja tahan karat dan aluminium untuk melindungi area pengelasan dari oksidasi.
-
Helium: Digunakan untuk meningkatkan penyerapan energi laser dan stabilitas plasma, terutama untuk pengelasan bahan yang lebih tebal seperti tembaga dan baja tahan karat.
-
Karbon Dioksida: Cocok untuk pengelasan baja karbon, membantu membersihkan kolam cair tetapi harus digunakan dengan hati-hati untuk menghindari kelebihan karbon dalam lasan.
-
Nitrogen: Diterapkan dalam pengelasan paduan tembaga untuk menekan oksidasi, tetapi harus digunakan dengan hati-hati untuk mencegah masalah kualitas pada hasil pengelasan.
Kalibrasi Awal
Mesin Anda seharusnya sudah dikalibrasi, tetapi periksa ulang keselarasan kepala laser, dan pastikan optiknya bersih dan bebas debu.
Setelah langkah-langkah ini selesai, Anda dapat mulai menyesuaikan pengaturan Anda.
Untuk lembaran aluminium tipis, diameter kawat las 2.0 - 3.0 mm sangatlah ideal.Salah
Lembaran aluminium tipis membutuhkan diameter kawat yang lebih kecil, biasanya 1.0 - 1.6 mm, untuk menghindari cacat.
Mesin las untuk material tebal membutuhkan pengaturan daya yang lebih tinggi.Benar
Material yang lebih tebal memerlukan daya yang lebih tinggi untuk memastikan pengelasan yang kuat dan masukan panas yang memadai.
Bagaimana Mengatur Daya dan Kecepatan untuk Material yang Berbeda?
Kunci untuk hasil pengelasan yang baik adalah mengatur keseimbangan yang tepat antara kekuatan dan kecepatan untuk material yang sedang ditangani.
- Daya: Tingkat daya menentukan seberapa banyak energi yang dipancarkan laser. Daya yang lebih tinggi diperlukan untuk material yang lebih tebal atau logam yang lebih kuat.
- Kecepatan: Kecepatan gerak laser melintasi material memengaruhi masukan panas dan, oleh karena itu, kualitas las. Terlalu cepat, las tidak akan terbentuk dengan baik; terlalu lambat, material bisa menjadi terlalu panas.
Misalnya, jika Anda mengelas baja tahan karat, Anda dapat memulai dengan pengaturan daya sekitar 200-300 watt dan kecepatan 1-2 m/menit. Namun, untuk aluminium, Anda perlu mengurangi daya hingga 100-150 watt dan meningkatkan kecepatan, karena aluminium jauh lebih sensitif terhadap panas.
Contoh Pengaturan Parameter Pengelasan Laser:
Di bawah ini adalah tabel parameter pengelasan laser, yang berfungsi sebagai nilai referensi berdasarkan kebutuhan pengelasan umum dan karakteristik material, tetapi penyesuaian harus dilakukan berdasarkan kondisi pengelasan tertentu.
| Jenis Bahan | Ketebalan | Power (W) | Kecepatan Pengelasan (mm/s) | Diameter Titik (mm) | Frekuensi Pulsa (kHz) | Jumlah Defokus |
|---|---|---|---|---|---|---|
| Besi tahan karat | <1mm | 500 - 1000 | 30 - 80 | 0.2 - 0.4 | 20 - 50 | Defokus positif |
| 1 - 3mm | 1000 - 2000 | 20 - 50 | 0.3 - 0.5 | 30 - 70 | Defokus netral atau positif | |
| > 3mm | 2000 - 3000 | 10 - 30 | 0.4 - 0.6 | 40 - 100 | Defokus negatif | |
| Tembaga | <1mm | 800 - 1200 | 20 - 50 | 0.2 - 0.3 | 10 - 30 | Defokus positif |
| 1 - 3mm | 1200 - 2000 | 10 - 30 | 0.3 - 0.4 | 20 - 50 | Netral | |
| > 3mm | 2000 - 3000 | 5 - 20 | 0.4 - 0.5 | 30 - 70 | Defokus negatif | |
| Aluminium | <1mm | 600 - 1000 | 30 - 70 | 0.2 - 0.3 | 15 - 40 | Defokus positif |
| 1 - 3mm | 1000 - 2000 | 20 - 50 | 0.3 - 0.4 | 20 - 60 | Netral | |
| > 3mm | 2000 - 3000 | 10 - 30 | 0.4 - 0.5 | 30 - 80 | Defokus negatif | |
| Baja karbon | <3mm | 800 - 1500 | 30 - 70 | 0.2 - 0.4 | 18 - 45 | Defokus positif |
| 3 - 6mm | 1500 - 2500 | 20 - 50 | 0.3 - 0.5 | 25 - 65 | Netral | |
| > 6mm | 2500 - 3500 | 10 - 30 | 0.4 - 0.6 | 35 - 90 | Defokus negatif |
Catatan:
-
Power (W): Daya laser yang dibutuhkan untuk pengelasan, disesuaikan berdasarkan ketebalan material.
-
Kecepatan Pengelasan (mm/s): Kecepatan pengelasan. Kecepatan yang lebih tinggi untuk material yang lebih tipis, kecepatan yang lebih rendah untuk material yang lebih tebal.
-
Diameter Titik (mm): Diameter titik laser, memengaruhi fokus laser. Ukuran yang berbeda cocok untuk bahan yang berbeda.
-
Frekuensi Pulsa (kHz): Frekuensi laser berdenyut. Frekuensi yang lebih tinggi digunakan untuk bahan yang lebih tipis, sedangkan frekuensi yang lebih rendah digunakan untuk bahan yang lebih tebal.
-
Jumlah Defokus: Jarak antara titik fokus laser dan permukaan material. Defokus positif digunakan untuk material tipis, dan defokus negatif untuk material tebal.
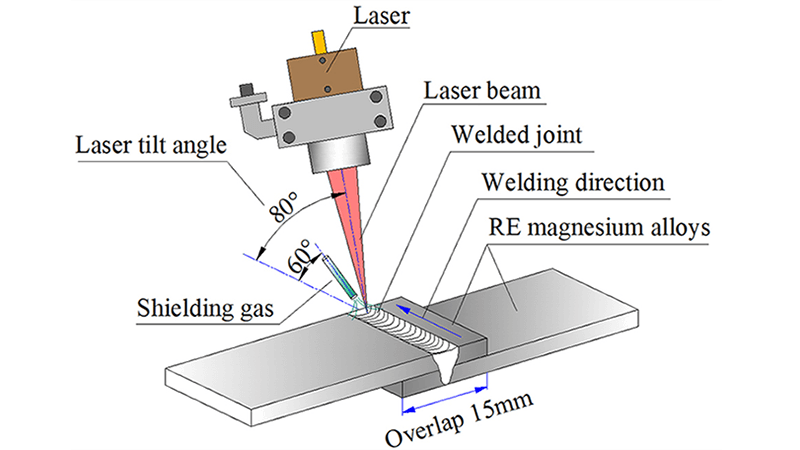
Fokus dan Penyelarasan: Mencapai Hasil Lasan Sempurna
Pengelasan laser sangat bergantung pada presisi. Di sinilah fokus dan penyelarasan berperan. Jika laser tidak difokuskan dengan benar pada material, hasil pengelasan bisa tidak konsisten, atau lebih buruk lagi, gagal total. Berikut ini yang perlu Anda ketahui:
-
Fokus: Sesuaikan titik fokus sinar laser agar sesuai dengan ketebalan dan jenis material. Untuk sebagian besar aplikasi, titik fokus harus berada tepat di atas permukaan material.
-
Strategi: Periksa keselarasan mesin secara berkala untuk memastikan bahwa sinar laser mengenai titik yang tepat. Ketidakselarasan dapat menyebabkan pengelasan yang buruk atau bahkan kerusakan pada mesin.
Kiat singkat: Gunakan benda uji untuk memeriksa keselarasan dan fokus sebelum memulai pengelasan yang sebenarnya. Ini dapat menghemat waktu dan material dalam jangka panjang.
Pengaturan Lanjutan: Penyesuaian Durasi dan Frekuensi Pulsa
Meskipun daya dan kecepatan sangat penting, pengaturan lanjutan seperti durasi dan frekuensi denyut dapat benar-benar membawa pengelasan Anda ke tingkat berikutnya. Pengaturan ini sangat penting ketika Anda perlu mengendalikan masukan panas dan mencegah lengkungan, yang sering terjadi pada material tipis atau komponen yang rapuh.
-
Durasi pulsa: Ini adalah lamanya waktu setiap denyut laser berlangsung. Denyut yang lebih pendek dapat digunakan untuk pengelasan halus, sedangkan denyut yang lebih panjang lebih baik untuk bahan yang lebih tebal.
-
Frekuensi: Ini merujuk pada jumlah pulsa per detik. Frekuensi tinggi ideal untuk material tipis, karena memungkinkan pengelasan yang lebih halus dan lebih berkesinambungan.
Menyesuaikan pengaturan ini akan memberi Anda kontrol lebih besar atas proses pengelasan, terutama untuk aplikasi khusus seperti pengelasan dirgantara atau manufaktur perangkat medis.
Kecepatan pengelasan harus selalu diatur ke maksimum untuk memastikan hasil pengelasan yang paling kuat.Salah
Kecepatan pengelasan perlu diimbangi dengan daya untuk menghindari panas berlebih atau pembentukan pengelasan yang tidak tepat.
Komposisi kawat las harus sesuai dengan bahan dasar untuk kekuatan las yang optimal.Benar
Mencocokkan komposisi kawat dengan bahan dasar memastikan pengelasan yang tahan lama dan kuat.
Teknik Pengelasan Khusus untuk Aplikasi Tertentu
Industri yang berbeda memerlukan teknik pengelasan yang berbeda, dan pengaturan mesin Anda perlu disesuaikan untuk setiap aplikasi. Berikut ini beberapa contohnya:
-
Otomotif: Komponen otomotif sering kali memerlukan pengelasan presisi untuk menghindari kerusakan komponen yang sensitif. Daya yang lebih rendah, frekuensi yang lebih tinggi, dan kecepatan yang lebih tinggi berfungsi paling baik di sini.
-
Aerospace: Untuk kedirgantaraan, Anda sering berurusan dengan material yang ringan dan berkekuatan tinggi. Fokusnya harus pada meminimalkan masukan panas untuk menghindari kelengkungan atau kerusakan material.
-
Alat Kesehatan : Dalam bidang medis, kebersihan sangatlah penting. Pengelasan laser digunakan untuk membuat sambungan kecil dan presisi pada implan atau peralatan bedah, di mana pengelasan yang bersih tidak dapat ditawar lagi.
Setiap aplikasi memerlukan pengaturan yang unik. Pastikan untuk membaca manual mesin Anda dan menyesuaikannya dengan benar untuk mendapatkan kinerja yang optimal.
Pemecahan Masalah: Masalah Umum dan Cara Memperbaikinya
Bahkan dengan pengaturan terbaik, Anda mungkin mengalami masalah. Berikut ini beberapa masalah umum dan cara memperbaikinya:
-
Lasan Lemah atau Tidak Konsisten: Hal ini dapat disebabkan oleh pengaturan daya yang salah atau laser yang tidak sejajar. Periksa kembali pengaturan dan kesejajaran Anda.
-
Panas Berlebihan: Jika material melengkung atau berubah warna, daya mungkin terlalu tinggi. Turunkan daya atau tingkatkan kecepatan.
-
Lasan Berpori: Hal ini dapat terjadi jika material tidak bersih. Pastikan material bebas dari minyak, karat, atau kotoran sebelum memulai.
Bagaimana Cara Merawat Mesin Las Laser Anda agar Berkinerja Optimal?
Perawatan adalah kunci untuk memastikan mesin las laser Anda terus bekerja dengan performa terbaiknya. Berikut adalah beberapa kiat agar mesin tetap bekerja dengan lancar:
-
Bersihkan lensa:Seiring waktu, lensa laser dapat menjadi kotor, sehingga mengurangi efektivitasnya.
Bersihkan secara teratur untuk memastikan kinerja laser yang optimal. -
Periksa sistem pendingin: Panas berlebih dapat menyebabkan masalah kinerja. Pastikan sistem pendingin bekerja dengan baik.
-
Kalibrasi Rutin: Kalibrasi mesin Anda secara berkala untuk memastikan semua pengaturan akurat.
Mengikuti jadwal perawatan rutin akan memperpanjang umur mesin Anda dan menjaganya bekerja pada efisiensi puncak.
Kesimpulan: Menguasai Pengaturan Pengelasan Laser untuk Hasil Sempurna
Menyiapkan mesin las laser mungkin tampak rumit, tetapi dengan pendekatan yang tepat, siapa pun dapat melakukannya. Dengan memahami pengaturan utama – daya, kecepatan, fokus, dan parameter lanjutan seperti durasi pulsa – Anda dapat memperoleh hasil pengelasan yang sempurna untuk aplikasi apa pun. Baik Anda bergerak di bidang kedirgantaraan, otomotif, atau manufaktur medis, menguasai pengaturan ini akan memastikan proyek Anda berjalan lancar dan efisien.
Butuh bantuan dengan pengaturan pengelasan laser Anda? Menjangkau ke Kirin Laser hari ini untuk mendapatkan saran dan bantuan ahli dalam mengoptimalkan mesin Anda untuk aplikasi apa pun.
Referensi:
- "Bagaimana Memilih Peralatan Pengelasan Laser Terbaik untuk Kebutuhan Anda?", dari Kirin Laser.
- "Faktor Apa yang Mempengaruhi Harga Mesin Las Laser Serat?", dari Kirin Laser.
- "10 Perusahaan Mesin Las Laser Teratas di AS", dari Kirin Laser.
- "10 Perusahaan Mesin Las Laser Terbaik di Cina", dari Kirin Laser.
- "Mesin Las Laser Teratas Dijual pada tahun 2024", dari Kirin Laser.
- "Pengelasan Laser: Material Apa yang Dapat Dilas?", dari Kirin Laser.




