I see many buyers feel lost when they face dozens of models, specs, and prices. The wrong choice hurts budgets and schedules. The right choice pays back fast. I will cut the noise. I will show a clear path to a fiber laser that fits you.
You choose a fiber laser cutter by matching power, bed size, and features to your material types, maximum thickness, and duty cycle. You confirm with test cuts. You lock support and spare parts. This lowers total cost and keeps output stable.
I speak as a manufacturer and OEM partner at Kirin Laser. I build machines. I see what lasts on the shop floor. I also see what fails. I will be direct. I will use simple words and real cases. I want you to buy once and cut well for years.
How do I choose a cutting machine?
Many buyers start with price. That is normal. Price is not the first filter. Fit is the first filter. Without fit, even a cheap machine is very expensive. I show you how to define fit fast and calm your doubts.
Start with your material, thickness, and throughput. Then pick power, bed size, and motion system that match those needs. Verify with a sample cut. Confirm service and spare parts. If it meets cut quality and speed at your budget, it is the right machine.
The baseline that never fails
I begin with the workpiece. I ask: What materials do you cut? What is your max thickness? How many hours per day do you cut? These three answers guide the whole choice. If you cut 6 mm stainless steel1 as a main job, you need at least 3 kW. If you cut 10–12 mm often, you need 6 kW or more. This is my steady rule at Kirin Laser. I learned it from many lines, not from theory.
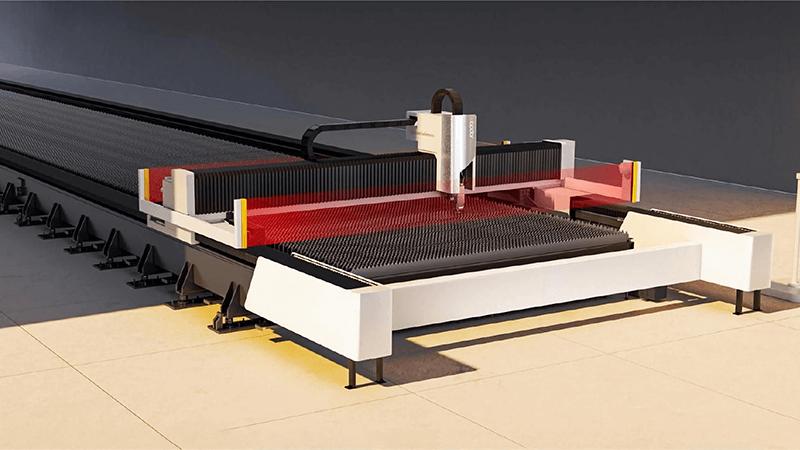
I also ask about sheet size. Most buyers use 3000x1500 mm sheets. A 3015 bed is enough. If you handle 4000x2000 mm sheets, you need a 4020 bed. Larger beds save setups. Smaller beds save floor space. I pick the smallest bed that holds your typical sheet.
Then I match motion and table style. A single table is fine for low volume. An exchange table2 doubles uptime for busy shops. Linear motors give top speed. Rack and pinion is robust and cost-effective. I choose linear if you chase thin-sheet speed. I choose rack for mixed thickness.
I use this simple matrix in talks:
| Input | Choice | Why |
|---|---|---|
| 6 mm stainless, daily | ≥3 kW | Clean edges at speed |
| 10 mm mild steel, daily | 6 kW | Fewer burrs, faster pierce |
| 12+ mm mild steel, often | 8–12 kW | Production speed, fewer retries |
| 3015 sheets | 3015 bed | Fit and easy logistics |
| High daily volume | Exchange table | Less idle time |
I share one story. An automotive parts client had slow cycles. Their 3 kW unit hit limits on thick plates. We moved them to a 6 kW fiber laser. Their speed doubled. Lead time dropped. Their customers smiled. That win came from matching power to the real job.
Which type of laser machine is best?
People ask me this a lot. They expect one winner. There is no single best machine for all jobs. There is a best fit for your job. I make the pick by use case, not by hype.
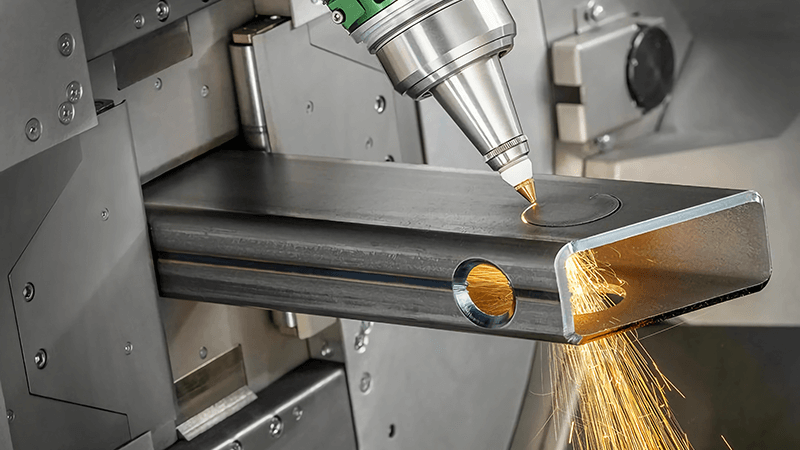
For sheet metal cutting in production, a fiber laser cutter is the best choice. It gives fast speed, high efficiency, low maintenance, and strong compatibility with steel, stainless, and aluminum. If you cut wood or acrylic, a CO2 laser can be better.
Why fiber laser wins for metal
I focus on fiber lasers3 because I build them. Fiber lasers shine on metals. They couple light well, they use power efficiently, and they keep alignment stable. They also need less maintenance than CO2. For sheet metal shops, fiber is the best mix of speed and cost per part.
Let me break down the key points:
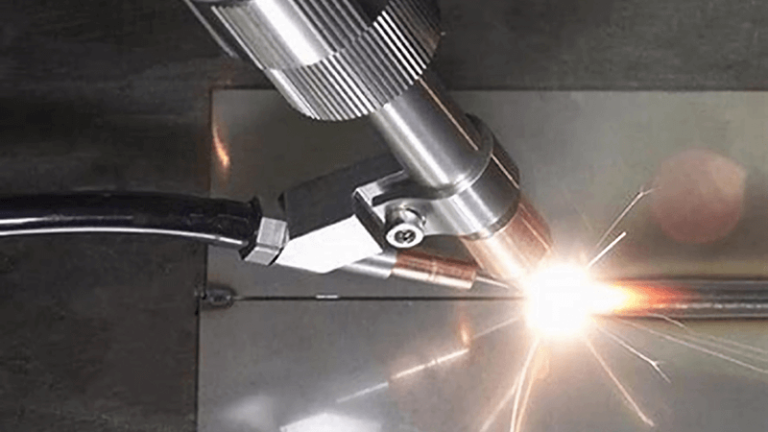
- Speed: Fiber lasers cut thin and medium steel much faster than CO2. They also pierce faster. This helps with takt time.
- Efficiency: Wall-plug efficiency is high. You get more cutting watts per kilowatt4 from the wall. You pay less for power.
- Uptime: No mirrors in open air. No frequent alignment. Fewer leaks. Uptime is solid.
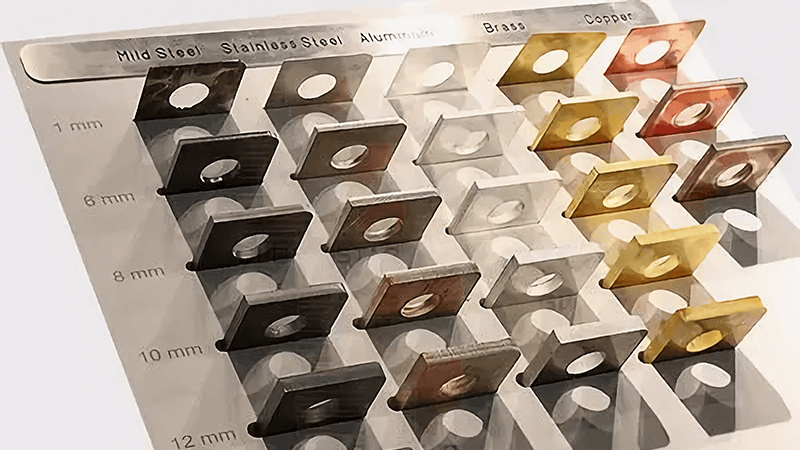
- Materials: Fiber cuts mild steel, stainless, aluminum, brass, and more with the right gas and settings.
- Footprint: Sources are compact. The system is simpler.
Here is a quick table I use when I advise buyers:
| Use case | Best type | Reason |
|---|---|---|
| Sheet metal, steel 1–12 mm | Fiber laser | Speed, edge quality, efficiency |
| Non-metals (wood, acrylic) | CO2 laser | Better absorption in non-metals |
| Very thick plate >25 mm | High-power fiber or plasma | Speed vs cost tradeoff |
| Micro features, thin metals | Fiber with small spot | Precision and small kerf |
I do not push the most expensive unit. I push the right unit. If you run metal all day, fiber is best. If you run wood signs, CO2 is best. I say this even as a fiber maker. Honesty builds trust. Trust builds long projects. That is how Kirin Laser grows.
What are the three main types of laser cutters?
I hear confusion here. People mix machine types and applications. I keep it simple. I see three main cutter types by laser source: fiber, CO2, and crystal (YAG). Each has a home.
The three main laser cutters are fiber, CO2, and crystal (YAG). Fiber fits metals. CO2 fits non-metals. YAG sits in special niches and legacy systems. For modern metal cutting, fiber is the standard due to speed and low running cost.
A clear map of the landscape
I build fiber machines. I also help clients replace CO2 and YAG units. So I explain the map like this:
- Fiber laser5: Uses a doped fiber as the gain medium. Great for metals. It gives a small spot and high energy density. It is efficient and stable. It is the top choice for sheet metal cutting.
- CO2 laser6: Uses gas as the gain medium. It is good for wood, acrylic, leather, paper, and some plastics. It can cut metals but with lower efficiency. It needs mirror alignment and more care.
- Crystal (YAG): Uses a solid crystal. It was common before fiber took over. It is good for some marking and special tasks. It has higher maintenance and shorter lifetime of the crystal.
Let me show a simple table:
| Type | Best for | Pros | Cons |
|---|---|---|---|
| Fiber | Metals (steel, SS, Al) | Fast, efficient, low upkeep | Higher initial cost at high power |
| CO2 | Non-metals | Good edges on wood/acrylic | Lower efficiency, more alignment |
| YAG | Special, legacy | Niche uses | Shorter life, more heat, older tech |
In my shop, I see fiber lasers replace old CO2 units for metal. The shift is steady. Running costs drive it. People like fewer service calls. They like clean edges and fast pierce. A buyer in auto parts moved from a 3 kW CO2 to a 6 kW fiber. Their cycle time dropped by half. That is hard to ignore. So when people ask for the three types, I explain them, then I bring the talk back to the real job in their plant. That is how we land on the right spec.

How do I choose a laser cutting machine?
You might say this sounds like my first question. You are right. I return to it with a checklist you can use tomorrow. It is simple. It works in the real world.
Use a five-step checklist: define materials and max thickness; pick power and bed size; verify speed with sample cuts; confirm service, spares, and training; check total cost over three years. If it meets needs and budget, you choose it.
The five-step checklist that protects your budget
I keep a plain checklist on my desk. I share it with every prospect. It looks like this:
- Material and thickness: List materials, max thickness, and share photos of typical parts. If you cut 6 mm stainless daily, start at 3 kW. If you cut 10–12 mm mild steel daily, start at 6 kW. This aligns with my core insight: match power to real work.
- Throughput: Define parts per day and hours per day. This sets motion, table style, and automation. Busy shops need exchange tables and maybe automatic loading.
- Bed and footprint: Pick 3015 for 3x1.5 m sheets or 4020 for 4x2 m. Small shops choose compact filters and chiller stacks.
- Cost over time7: Ask for power draw, gas use, nozzles, lenses, and service intervals. Compare three-year totals, not only price.
- Support8: Demand training, phone support, spare kits, and remote diagnostics. Test us with a call. See how fast we respond.
Here is a compact comparison you can print:
| Step | Question | Target |
|---|---|---|
| 1 | Max thickness? | 3 kW for 6 mm SS; 6 kW for 10–12 mm MS |
| 2 | Parts/day? | Exchange table if high volume |
| 3 | Sheet size? | 3015 or 4020 |
| 4 | Opex? | Power, gas, consumables, service |
| 5 | Support? | Training, spares, response time |
I will add a short story. A distributor came to me with complaints. Their client had long queues because the cutter was slow. We ran trials with a 6 kW unit. The client saw a two-times speed jump. They placed the order. The distributor won the renewal. This is not luck. This is fit.
At Kirin Laser, I produce and OEM fiber laser cutters, laser welders, laser cleaners, and laser markers. I design with precision and simple service. I offer custom branding, manuals, and training. I keep parts in stock. I answer the phone. I know this is what matters when your line is down. My slogan is simple: Precision in Every Beam. I try to live it in every build and every call.
Conclusion
I choose a fiber laser cutter9 by starting with the job. I define material and thickness. I match power, bed size, and motion. I confirm with sample cuts. I plan service and parts. I check total cost, not just price. This keeps quality high and lead time low. It also protects margin. If you want trials or a spec review, I am ready at Kirin Laser. I will help you pick once and cut well.
-
Explore this link to understand how 6 mm stainless steel can enhance your cutting efficiency and quality. ↩
-
Discover the advantages of an exchange table in laser cutting, including reduced idle time and increased productivity. ↩
-
Explore this link to understand why fiber lasers are preferred for metal cutting, highlighting their efficiency and speed. ↩
-
This resource will explain the significance of cutting watts per kilowatt, enhancing your knowledge of laser efficiency. ↩
-
Explore the benefits of Fiber laser technology, including efficiency and precision, to understand why it's the top choice for metal cutting. ↩
-
Learn about the versatility of CO2 lasers in cutting various materials, which can help you choose the right laser for your needs. ↩
-
Understanding the long-term costs of laser cutting can help you make informed decisions and optimize your budget. ↩
-
Exploring support options ensures you have the necessary resources for maintenance and troubleshooting, enhancing operational efficiency. ↩
-
Finding the best laser cutting machine and laser cutting solutions from Kirin Laser, clicking this link to get all your needs for your business. ↩