De nombreuses usines sont confrontées à des joints fragiles, des pièces déformées et des cycles de travail lents. J'ai vu ces problèmes perturber des délais de livraison serrés.
Le soudage laser à fibre fusionne le métal grâce à un minuscule point lumineux à haute énergie. Plus rapide, plus propre et plus résistant que le soudage à l'arc, il n'apporte que la chaleur nécessaire.
Certains propriétaires s'accrochent encore à des bâtons et des torches. Laissez-moi vous expliquer chaque idée fondamentale afin que vous puissiez prendre une décision éclairée.
Quel est le principe du soudage laser à fibre ?
Les tôles fines se plient. Les métaux brillants réfléchissent la chaleur. Les anciennes méthodes laissent des pores et des fissures.
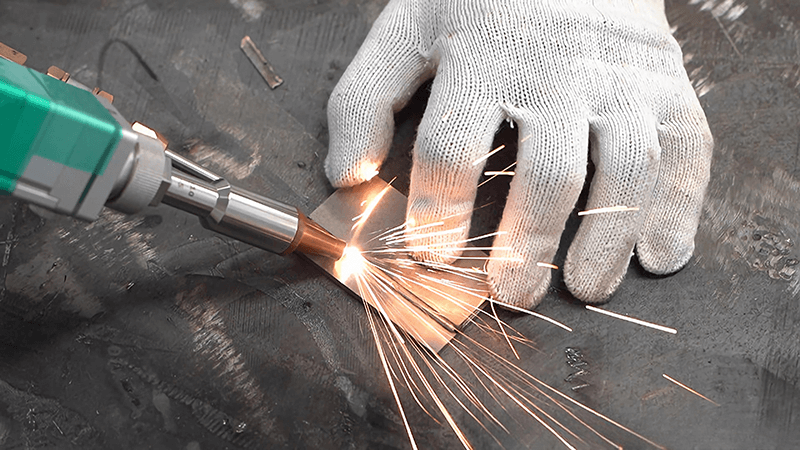
Le principe est simple : un faisceau laser focalisé fait fondre deux bords, les flaques de liquide se mélangent et le joint refroidit en une seule ligne solide.
Concentration énergétique et physique du trou de serrure
Un laser à fibre envoie plus d'un mégawatt par centimètre carré dans un point aussi petit qu'un grain de sable. Cette puissance crée un «trou de la serrure1”, une cavité étroite où la vapeur métallique repousse les parois en fusion vers l'extérieur. La tension superficielle ferme ensuite ce trou de serrure à mesure que le faisceau avance. Il en résulte une soudure fine et profonde, avec de minuscules zones affectées thermiquement.
Paramètres et contrôle du processus
J'actionne trois leviers chaque jour :
| Levier | Plage typique | Ce que cela change | Piège courant en cas d'erreur |
|---|---|---|---|
| Puissance (kW)2 | 0.5 – 3 | Profondeur de pénétration | Manque de fusion ou de soufflage |
| Vitesse (mm / s) | 5 – 60 | Largeur du cordon | Projections excessives à basse vitesse |
| Largeur d'impulsion (ms) | 0.5 – 10 | Apport de chaleur par impulsion | Cratères si l'impulsion est trop courte |
L'équilibrage de ces leviers assure la stabilité du trou de serrure. Chez Kirin Laser, j'apprends aux nouveaux acheteurs à enregistrer trois recettes de départ pour l'acier inoxydable fin, l'acier au carbone épais et le cuivre réfléchissant. Ils s'appuient sur une base fiable et éprouvée au lieu de se fier aux incertitudes.
Comportement des matériaux et gaz de protection
L'aluminium nécessite de l'hélium ou un mélange hélium-argon, car ce gaz accélère la purification du plasma. L'acier inoxydable préfère l'argon pur. J'ai eu un client qui a économisé 20 % de gaz en changeant de gaz, sans pour autant constater de baisse de qualité. De simples ajustements sont très rentables.

Comment fonctionne le soudage laser ?
Le personnel du magasin demande souvent : « Est-ce juste de la lumière ou y a-t-il autre chose ? » La réponse est un mélange d'optique, de mouvement et de rétroaction.
Le soudage laser convertit l'énergie électrique en un faisceau stable, le guide à travers la fibre, le focalise sur la pièce et le dirige à la main ou au robot.
De la prise murale au bain de soudure
-
Alimentation
L'alimentation CA alimente des batteries de diodes avec une efficacité électrique-lumière supérieure à 45 %. -
Amplification par fibre
Le noyau dopé à l'ytterbium piège la lumière de pompage, amplifie le signal et délivre un faisceau monomode avec M² ≈ 1.2. -
Livraison de faisceau
Un câble en fibre optique armé de 15 mètres reste flexible. Je l'installe souvent dans des chaînes de câbles sur des robots. -
Optique de mise au point
Un collimateur redresse le faisceau, puis une lentille le rétrécit à 0.15 mm. Des focales plus courtes produisent des points plus nets, mais moins d'espace de sécurité. -
Système de mouvement
Les têtes portatives pèsent environ 800 g. Les têtes robotisées sont montées sur des bras à six axes pour les tâches répétitives.
Surveillance en boucle fermée
Chez Kirin Laser, j'ajoute compteurs d'énergie en temps réel3 et des photodiodes à grande vitesse. Ils observent lumière rétroréfléchie4Lorsque ce pic dépasse une limite, le contrôleur augmente la puissance pendant une milliseconde pour maintenir le trou de serrure en activité. Cette boucle transforme les soudures de cuivre robustes, autrefois imprécises et incertaines, en un flux constant.
| Type de capteur | Ce qu'il lit | Temps de réponse | Bénéfice |
|---|---|---|---|
| photodiode | Réflexion arrière | <10 µs | Arrête les explosions |
| Pyromètre | Température de la piscine | 1 ms | Élimine les taches de chaleur |
| Caméra CCD | Largeur du bassin de fusion | 5 ms | Guides de suivi des coutures |
Mon histoire sur le terrain
Un fabricant d'électroménager du Midwest américain a combattu les traces de suie sur les portes en acier inoxydable brossé. En ajoutant rétroaction du pyromètre5Nous avons réduit à zéro les étapes de repolissage. Le retour sur investissement du kit de capteurs a été obtenu en six semaines.

Comment fonctionne le laser à fibre ?
Les grands lasers CO₂ occupent de l'espace au sol et des refroidisseurs d'eau. Les unités à fibre optique sont placées sur un petit chariot et consomment beaucoup d'énergie.
Un laser à fibre utilise une fibre de verre dopée aux terres rares comme milieu de gain et comme guide d'ondes, de sorte que la lumière gagne en intensité tout en restant parfaitement alignée.
Anatomie d'un laser à fibre
| Blog | Principales pièces | Tâche |
|---|---|---|
| Module de diode | Diodes de pompe, dissipateur thermique, pilote | Créer une lumière de pompage à 915 nm |
| Gagnez des fibres | Noyau et gaine dopés à l'ytterbium | Amplifier la graine à 1064 nm |
| Paire FBG | Deux réseaux de Bragg à fibres | Miroirs résonateurs de forme |
| Combineur | Épissure de faisceau de fibres | Fusionner plusieurs fibres de pompe |
| Fibre de sortie | Connecteur QBH ou QD | Transporter la poutre finale jusqu'à la tête de travail |
La gaine de verre piège la lumière pompée par réflexion interne totale. Ce pompage dynamise les ions ytterbium, qui libèrent ensuite des photons en phase avec le germe. La fibre étant longue et étroite, le refroidissement est naturel ; des ventilateurs d'air, jusqu'à 3 kW, suffisent souvent.
La fiabilité en chiffres
| Métrique | Laser CO₂ | YAG à l'état solide | Laser à fibre |
|---|---|---|---|
| Efficacité de la prise murale6 | 8% | 20% | 35 à 45 % |
| Temps moyen entre les pannes7 | 8 000 h | 12 000 h | >100 000 h |
| Temps d'échauffement | 5 min | 3 min | <30 s |
| Alignement des miroirs | Mensuel | Hebdomadaire | Aucun |
J'insiste sur la dernière ligne auprès de chaque acheteur. Moins d'alignement signifie moins de temps d'arrêt. Dans mon propre laboratoire de démonstration, notre plus ancienne source de 1 kW a fonctionné pendant dix ans avec un seul remplacement de ventilateur.
Qualité du faisceau et modulation
La fibre produit des faisceaux monomodes, offrant une grande focalisation. Pour les feuilles minces, je module la puissance par impulsions de kilohertz. Cela permet au métal de refroidir entre les impulsions, évitant ainsi le perçage, même sur des feuilles de 0.05 mm. Essayez avec un chalumeau à arc : impossible.

Un laser à fibre peut-il souder ?
Certains doutent de la capacité d'un seul outil à traiter de nombreux alliages. Ils craignent la réflectivité ou les fissures thermiques.
Oui. Un laser à fibre soude l'acier, l'aluminium, le cuivre, le laiton, le titane et même des paires dissemblables si vous ajustez les paramètres.
Notes spécifiques au matériel
| Source | Réglage clé à surveiller | Gaz de protection | Vitesse typique (mm/s) | Astuce que j'utilise |
|---|---|---|---|---|
| Acier Inoxydable8 | Tuning Moteur | Argon | 20-40 | Ajouter du fil aux espaces > 0.2 mm |
| Acier au carbone | Speed | Argon | 25-35 | Pré-nettoyer la rouille avec un nettoyeur laser |
| Aluminium | Largeur d'impulsion | mélange d'hélium | 15-25 | Utiliser l'oscillation pour briser le film d'oxyde |
| Copper | Puissance maximale | Argon | 8-15 | Appliquer un marqueur noir pour commencer la couture |
| Dissemblable (Cu‑Al) | Focus | Argon | 8-12 | Tête inclinée de 5° pour mélanger les piscines |
Types de joints et fixations
Je soude des assemblages bout à bout, à recouvrement et à bride. Les assemblages bout à bout nécessitent des jeux inférieurs à 0.15 mm. Les assemblages à recouvrement peuvent masquer de légères bavures, mais je rappelle aux utilisateurs que les empilements emprisonnent les gaz. Un petit trou d'aération évite les éruptions.
Pour les formes inhabituelles, un système portatif est idéal. Mon client, fabricant de boîtiers de réflecteur, est passé du TIG à notre torche de 1500 12 W. Son taux de rebut sur laiton poli est passé de 1 % à XNUMX %. Il a récupéré le coût de la machine en quatre mois.
Codes et tests
Nous rencontrons AWS D17.19 pour les travaux aérospatiaux. Les soudures de fibres sont conformes pénétrant colorant10 et des essais aux rayons X avec moins de pores que le MIG. Nos essais d'arrachement internes montrent des joints égaux ou plus résistants que le métal de base dans 95 % des essais.
Conclusion
Soudage laser fibre11 repose sur un principe clair : focaliser la lumière, ne fondre que le joint et laisser le reste de la pièce intact. En comprenant la physique du faisceau, le retour des capteurs et les particularités des matériaux, vous pouvez souder presque tous les métaux industriels avec rapidité et confiance. Chez Kirin Laser, j'intègre ces connaissances à chaque machine que nous livrons et à chaque formation que nous dispensons, afin que des partenaires comme vous puissent réduire les rebuts, optimiser la disponibilité et livrer des produits performants.
-
La compréhension du soudage par trou de serrure peut améliorer vos connaissances des techniques de soudage avancées et de leurs applications. ↩
-
L’exploration de l’impact de la puissance sur le soudage peut vous aider à optimiser vos processus de soudage pour de meilleurs résultats. ↩
-
Explorez ce lien pour comprendre comment les wattmètres en temps réel améliorent l’efficacité et la précision du soudage laser. ↩
-
Découvrez l’importance de surveiller la lumière rétroréfléchie dans les systèmes laser pour prévenir les défauts et assurer le contrôle qualité. ↩
-
Découvrez comment le retour d'information du pyromètre peut réduire considérablement les étapes de repolissage et améliorer la qualité des produits lors de la fabrication. ↩
-
Comprendre l’efficacité des prises murales permet d’évaluer les économies d’énergie et les performances des lasers à fibre par rapport aux autres types. ↩
-
L’exploration du MTBF peut fournir des informations sur la fiabilité et les besoins de maintenance des lasers à fibre, essentiels pour une utilisation à long terme. ↩
-
Explorez ce lien pour apprendre des techniques et des conseils efficaces pour souder l'acier inoxydable, garantissant des résultats de haute qualité et une efficacité. ↩
-
La compréhension de la norme AWS D17.1 est essentielle à la conformité en matière de soudage aérospatial ; cette ressource clarifiera son importance et ses exigences. ↩
-
Découvrez le procédé de contrôle par ressuage, une méthode essentielle pour garantir l'intégrité et la qualité des soudures dans diverses applications. ↩
-
Trouvez des machines de soudage laser et des solutions de soudage laser de Kirin Laser, en cliquant sur ce lien pour obtenir votre meilleur prix. ↩




