
La precisión en el corte por láser de chapa metálica no es solo un lujo, es una necesidad. Imagínese que sus proyectos se vean empañados por imprecisiones, lo que supondría una pérdida de tiempo y recursos. Es frustrante, ¿verdad?
Para lograr precisión en el corte por láser de chapa metálica se necesita una combinación de equipos de alta calidad, calibración adecuada, selección cuidadosa de los materiales, parámetros de corte optimizados y técnicas avanzadas. Si se centra en estas áreas, puede mejorar significativamente la precisión y la eficiencia de sus operaciones de corte por láser, lo que se traduce en una mejor calidad del producto y una reducción de los desechos.
Veamos cómo puedes dominar la precisión con tu máquina de corte láser.
Comprender la tecnología de corte por láser
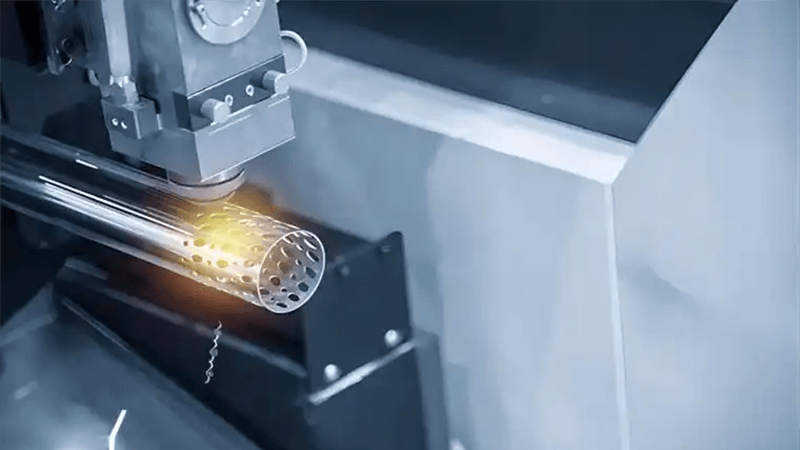
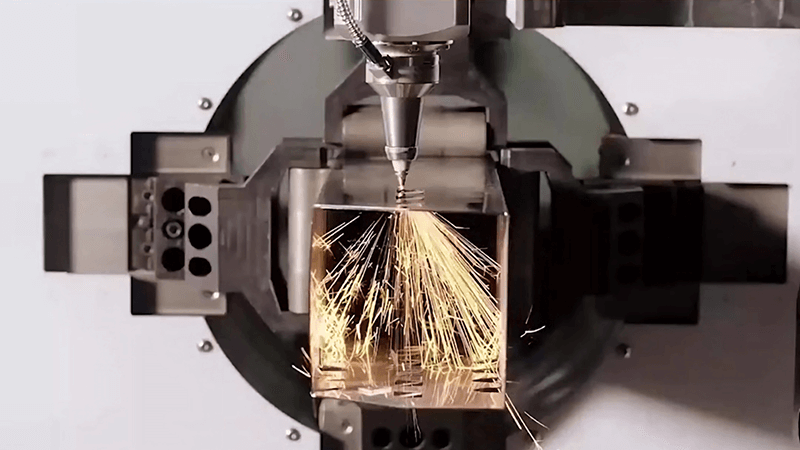
La precisión comienza con el conocimiento de la tecnología. Las máquinas de corte por láser utilizan un haz láser de alta potencia para cortar láminas de metal con una precisión increíble. Existen distintos tipos de láseres, como los láseres de CO2 y de fibra, cada uno de ellos adecuado para materiales y espesores específicos. Elegir el tipo de láser adecuado es crucial para lograr los mejores resultados. Obtenga más información sobre los tipos de láser.
Pero no se trata solo de la máquina. La selección del material adecuado desempeña un papel importante en la precisión. Los distintos metales reaccionan de forma única al corte por láser. Por ejemplo, el acero inoxidable refleja más luz láser, lo que requiere ajustes en la configuración de potencia. Tenga siempre en cuenta las propiedades del material para garantizar cortes limpios y precisos Guía de selección de materiales.
| Elementos de comparación | Corte por láser de CO₂ | Corte del laser de la fibra |
|---|---|---|
| Principio de funcionamiento | Utilizando gas CO₂ como medio, se genera un láser de 10.6μm mediante excitación eléctrica, que se enfoca en la superficie del metal para fundir y vaporizar el material, y el gas auxiliar sopla la escoria. | Utilizando una fibra óptica como medio de ganancia, dopada con tierras raras, y generando un láser de 1 - 2 μm mediante excitación por bombeo. El láser se transmite a través de la fibra óptica y se enfoca para el corte, y el gas auxiliar limpia la escoria. |
| Calidad de corte | El ancho de corte es relativamente amplio, alrededor de 0.2 - 0.4 mm; la rugosidad de la superficie de corte generalmente está en el rango de Ra6.3 - Ra12.5 μm. | La ranura puede ser tan estrecha como 0.1 - 0.2 mm; la rugosidad de la superficie de corte puede alcanzar Ra3.2 - Ra6.3 μm. |
| Velocidad cortante | Más lento. Por ejemplo, al cortar acero al carbono de 10 mm de espesor, es de aproximadamente 0.5 a 1 m/min. | Más rápido. Al cortar acero al carbono de 10 mm de espesor, puede alcanzar entre 1 y 2 m/min. |
| Rango de materiales aplicables | El efecto de corte en metales de alta reflectividad no es bueno. Es adecuado para metales negros gruesos y algunos no metales. | Tiene una gran adaptabilidad a los materiales metálicos, incluidos los metales de alta reflectividad. El efecto de corte en los no metales no es tan bueno como el del láser de CO₂. |
La precisión en el corte por láser de chapa metálica requiere equipos de alta calidad y una calibración adecuada.Cierto
Para lograr precisión en el corte por láser de chapa metálica es necesario utilizar equipos de primera categoría y garantizar una calibración adecuada para evitar imprecisiones.
La precisión en el corte por láser no es importante para proyectos de pequeña escala.Falso
La precisión es crucial para todos los proyectos, grandes o pequeños, para evitar el desperdicio de recursos y tiempo, independientemente de la escala.
Calibración y mantenimiento de máquinas
La calibración es su mejor amiga. Calibrar regularmente su cortadora láser garantiza que la máquina funcione dentro de las tolerancias deseadas. Comience por verificar la alineación del haz láser y la lente de enfoque. Incluso una ligera desalineación puede provocar problemas de precisión importantes. Mantenga un programa de calibración para mantener su máquina en óptimas condiciones. Consejos de calibración.
El mantenimiento no se limita a la calibración. Mantener la máquina limpia de polvo y residuos metálicos evita el sobrecalentamiento y el desgaste mecánico. Las comprobaciones de mantenimiento periódicas pueden evitar tiempos de inactividad inesperados y mantener una precisión constante en los cortes. Lista de comprobación de mantenimiento.
Aspectos de calibración
-
Calibración del generador láser:
- Para láseres de fibra: Verifique la estabilidad de la potencia de la fuente de bombeo. Asegúrese de que la potencia de salida no cambie mucho. Utilice dispositivos de monitoreo de potencia profesionales para observar y ajustar la potencia en tiempo real.
- Para láseres de CO₂: Preste atención al estado de descarga de los electrodos. Asegúrese de que la descarga sea uniforme y estable ajustando la configuración de la fuente de alimentación y verificando la distancia entre los electrodos.
-
Calibración del sistema de movimiento:
- Calibre con precisión el movimiento de los ejes X e Y. Utilice bloques de precisión estándar y micrómetros para medir cualquier error de posicionamiento cuando la mesa de trabajo se mueve en diferentes direcciones.
- Corrija cualquier error ajustando los espacios entre los tornillos, los ángulos de paso del motor y la configuración del controlador para garantizar que el cabezal de corte pueda alcanzar con precisión cada punto de corte.
-
Calibración del sistema de transmisión de haz:
- Compruebe que las conexiones de fibra estén bien ajustadas y no estén dañadas. Asegúrese de que el radio de curvatura de la fibra cumpla con los requisitos para minimizar la pérdida de potencia y mantener la calidad del haz durante la transmisión.
- En el caso de los láseres de CO₂, asegúrese de que los espejos estén correctamente inclinados y limpios. Utilice herramientas especiales de alineación de rayos para ajustar y limpiar los espejos, asegurándose de que el polvo o la suciedad no afecten la trayectoria del láser.

Aspectos de mantenimiento
-
Mantenimiento del sistema de refrigeración:
- Compruebe periódicamente el nivel de refrigerante, el pH y la eficiencia de refrigeración. Agregue o reemplace el refrigerante según sea necesario para mantener el láser y el cabezal de corte fríos, evitando el sobrecalentamiento y manteniendo la calidad del haz.
- Limpie los filtros y los intercambiadores de calor del sistema de enfriamiento para garantizar que el refrigerante fluya sin problemas.
-
Mantenimiento del sistema de gas:
- En el caso de las cortadoras láser que utilizan gases como oxígeno o nitrógeno, compruebe que no haya fugas en las líneas de gas. Asegúrese de que la presión del gas sea estable y que el caudal coincida con los requisitos de corte.
- Reemplace los filtros de gas periódicamente para eliminar las impurezas, garantizando que el gas sea puro y no afecte la calidad del corte.
-
Mantenimiento del sistema eléctrico:
- Inspeccione todas las conexiones eléctricas para asegurarse de que estén seguras y no estén dañadas ni viejas. Esto ayuda a evitar cortocircuitos y cortes de energía.
- Limpie el gabinete de control eléctrico, revise los interruptores y relés para asegurarse de que funcionen correctamente y garantice que el equipo funcione de manera suave y segura.
-
Mantenimiento de piezas mecánicas:
- Aplique la cantidad adecuada de lubricante a las piezas móviles, como rieles y tornillos, para reducir la fricción y prolongar su vida útil.
- Revise las lentes protectoras del cabezal de corte para detectar rayones o daños y reemplácelas si es necesario para garantizar que el láser enfoque correctamente.
- Asegúrese de que la estructura mecánica del cabezal de corte sea estable para evitar vibraciones durante el corte, lo que puede afectar la precisión.
La optimización de los parámetros de corte es esencial para lograr precisión en el corte por láser.Cierto
Al ajustar correctamente los parámetros de corte, puede garantizar cortes limpios y precisos, lo que mejora la precisión.
El corte por láser de chapa metálica puede ser eficaz sin necesidad de técnicas avanzadas.Falso
Las técnicas avanzadas son clave para lograr precisión y minimizar errores en el corte por láser, especialmente para proyectos complejos.
Optimización de los parámetros de corte
La magia se produce al optimizar los parámetros de corte. Los parámetros como la potencia, la velocidad y la frecuencia afectan directamente la precisión de los cortes. Para materiales delgados, una mayor velocidad y una menor potencia pueden ser ideales, mientras que las láminas más gruesas pueden requerir lo contrario. Experimente con estos ajustes para encontrar el punto óptimo para cada tipo de material Guía de parámetros de corte.
No subestime el poder de un buen software de diseño. Las herramientas de diseño avanzadas permiten especificaciones precisas y pueden comunicarse directamente con su cortadora láser. Asegúrese de que sus diseños estén optimizados para el corte láser minimizando los detalles innecesarios y garantizando líneas limpias. Consejos de software de diseño.
Optimización de parámetros de corte por láser de fibra
-
Altura de corte:En general, se recomienda ajustar la altura de corte entre 0.8 y 1.2 mm. Si la altura de corte real no es precisa, se requiere calibración. El control preciso de la altura de corte es crucial para garantizar la calidad del corte y reducir el desperdicio de material.
-
Tipo y tamaño de boquilla: Asegúrese de que el modelo y el tamaño de la boquilla sean correctos, no estén dañados y mantengan una redondez normal. Para la detección óptica del centro, se recomienda utilizar una boquilla con un diámetro de 1.0 mm y el enfoque debe estar entre -1 mm y +1 mm. Inspeccione periódicamente el desgaste de la boquilla y reemplácela según sea necesario para mantener la precisión de corte.
-
Potencia y velocidad de corte: Utilice una velocidad más alta y una potencia más baja para materiales delgados, y lo contrario para placas más gruesas. Al cortar láminas delgadas de acero al carbono, utilice una boquilla pequeña con una doble capa de 1.0 o 1.2 mm, una velocidad de corte superior a 2 m/min y evite una presión excesiva del gas de corte. Para placas gruesas, una abertura de boquilla más grande mejora la calidad de la sección transversal pero aumenta la conicidad. Equilibrar la potencia y optimizar la velocidad puede mejorar la eficiencia y la calidad del corte.

-
Presión del gas de corte: Si el corte de acero inoxidable muestra escoria en las esquinas, reduzca el enfoque y aumente la presión del gas. Para escoria dura en general, reduzca el enfoque y aumente la presión del gas. Un enfoque o una presión de gas demasiado bajos pueden provocar delaminación de la sección transversal y superficies ásperas. Para escoria blanda granular en general, aumente la velocidad de corte o reduzca la potencia de corte de manera adecuada. Los ajustes adecuados de la presión del gas ayudan a mejorar la suavidad de los bordes y a reducir la deformación del material.
-
Tipo de material y espesor:Los distintos materiales (como el acero inoxidable, el aluminio y las aleaciones de titanio) requieren distintos parámetros de corte por láser. Ajuste los parámetros de corte en función de la reflectividad, la conductividad térmica y el punto de fusión del material para lograr resultados de corte óptimos.
-
Sistema de refrigeración:Un sistema de enfriamiento eficaz garantiza que el láser y la boquilla permanezcan estables durante los procesos de corte de alta intensidad, evitando el sobrecalentamiento que podría provocar fallas en el equipo o una reducción de la calidad del corte.
-
Calidad del haz:Los rayos láser de alta calidad (por ejemplo, baja divergencia, alta calidad de modo) mejoran la precisión de corte y la calidad del borde, reduciendo la zona afectada por el calor.
-
Mantenimiento y Calibración:Realice el mantenimiento periódico del equipo, limpie los componentes ópticos y calibre los parámetros de corte para garantizar que el equipo permanezca en óptimas condiciones de funcionamiento y prolongue su vida útil.
-
Tecnologías de control avanzadas:La implementación de sistemas de control adaptativo y tecnologías de monitoreo en tiempo real pueden ajustar automáticamente los parámetros en función de las variaciones del proceso de corte, mejorando la estabilidad y la consistencia del corte.
-
Optimización de parámetros de corte por láser de CO₂
-
Posición de enfoque:Para los materiales metálicos de 6 mm, el enfoque se encuentra generalmente en la superficie; para el acero al carbono de 6 mm, el enfoque se encuentra por encima de la superficie; y para el acero inoxidable de 6 mm, el enfoque se encuentra por debajo de la superficie, con dimensiones específicas determinadas experimentalmente. La posición del enfoque se puede determinar utilizando métodos como la impresión, la placa inclinada o las técnicas de chispa azul. El posicionamiento preciso del enfoque mejora la precisión de corte y la calidad del filo.
-
Técnica de perforación:La perforación explosiva es adecuada para materiales de desecho, ya que produce orificios más grandes y menos redondos. La perforación por pulsos ofrece una mejor calidad, pero requiere un sistema de control de gas confiable. Después de la perforación, cambie inmediatamente el gas auxiliar a oxígeno para cortar. La transición de la perforación por pulsos estacionaria al corte continuo a la misma velocidad se puede lograr ajustando la potencia promedio del láser, por ejemplo, cambiando el ancho del pulso, la frecuencia o ambos. La optimización de las técnicas de perforación reduce el tiempo de corte y mejora la calidad.
-
Diseño de boquillas y control del flujo de gas:Por lo general, se utilizan boquillas cónicas con pequeños orificios circulares en el extremo, con una presión de la boquilla de oxígeno generalmente inferior a 3 bar. Se pueden utilizar boquillas escalables para aumentar la velocidad de corte. La distancia entre la pieza de trabajo y la boquilla afecta la presión de corte; la zona de presión de corte más alta está cerca de la salida de la boquilla, aproximadamente a 0.5-1.5 mm de distancia, que es un parámetro de proceso común. El diseño adecuado de la boquilla y el control del flujo de gas protegen eficazmente el área de corte, reducen el impacto térmico y minimizan la oxidación.
-
Tipo de gas:La selección de gases de corte adecuados (como oxígeno, nitrógeno, aire) afecta significativamente los resultados del corte. El oxígeno es adecuado para el acero al carbono, ya que proporciona un buen rendimiento de corte, mientras que el nitrógeno es ideal para el acero inoxidable y el aluminio para evitar la oxidación.
-
Espesor del material y correspondencia de parámetros:Ajuste la potencia del láser, la velocidad de corte y la presión del gas según el espesor del material para garantizar una entrada térmica adecuada durante el corte, evitando la deformación del material y defectos de corte.
Optimización de software de diseño
-
Anidamiento inteligente:El software como las herramientas de programación láser AMADA cuenta con capacidades de anidamiento inteligente, que reconocen y optimizan automáticamente los diseños de las piezas para mejorar el uso del material y reducir el tiempo de procesamiento. El anidamiento inteligente también minimiza el error humano y mejora la eficiencia de la producción.
-
Generación de ruta de corte:En función de la trayectoria de corte establecida, el software puede generar automáticamente rutas de corte, teniendo en cuenta la deformación térmica y la inercia del material para lograr un corte de alta precisión. Las rutas de corte optimizadas reducen el tiempo de corte y mejoran la calidad del corte.
-
Simulación y optimización:La función de simulación permite simular el proceso de corte en una computadora, lo que facilita la depuración y la optimización, y reduce los errores de corte. La simulación ayuda a anticipar posibles problemas durante el corte, lo que permite realizar ajustes de parámetros de antemano para garantizar operaciones de corte reales sin problemas.
-
Gestión y análisis de datos:El software de corte láser moderno suele incluir funciones de análisis y gestión de datos, que registran los parámetros de corte y los resultados para su análisis. Esto ayuda a optimizar los flujos de trabajo de producción y a mejorar la utilización del equipo.
-
Control multieje:El software de diseño avanzado admite el control de múltiples ejes, lo que permite el corte de alta precisión de curvas complejas y satisface las demandas de diversas aplicaciones industriales.
La selección del material no afecta significativamente la precisión del corte por láser de chapa metálica.Falso
La elección del material tiene un impacto directo en la calidad y precisión del proceso de corte por láser, afectando los resultados.
Los equipos de alta calidad juegan un papel menor a la hora de lograr precisión en el corte por láser de chapa metálica.Falso
Un equipo de alta calidad es un factor crucial para lograr la precisión necesaria en el corte por láser, ya que garantiza exactitud y confiabilidad.
Capacitación de operadores y mejores prácticas
Los operadores capacitados marcan la diferencia. Capacitar a su equipo para que comprenda los matices del cortador láser puede generar mejoras significativas en la precisión. Fomente el aprendizaje continuo y proporcione recursos para que sus operadores se mantengan actualizados con las últimas técnicas Recursos de capacitación para operadores.
Es fundamental implementar las mejores prácticas. Medidas simples como el manejo adecuado de los materiales, las inspecciones periódicas de las máquinas y el mantenimiento de un espacio de trabajo limpio pueden mejorar la precisión. Fomente una cultura de atención al detalle dentro de su equipo para garantizar resultados de alta calidad. Lista de verificación de mejores prácticas.
Haga clic aquí para obtener una guía completa sobre cómo mantener una máquina de corte láser.
Inspección y control de calidad
El control de calidad es su red de seguridad. Las inspecciones periódicas con herramientas como calibradores y dispositivos de medición láser ayudan a identificar problemas de precisión de forma temprana. La implementación de un proceso de control de calidad sólido garantiza que solo los mejores cortes lleguen al producto final. Métodos de control de calidad.
Manténgase a la vanguardia con los últimos avances. La industria del corte por láser evoluciona constantemente con nuevas tecnologías que mejoran la precisión. Esté atento a las innovaciones, como los sistemas de calibración automatizados y las optimizaciones de corte impulsadas por IA, para mantenerse competitivo. Últimas innovaciones en corte por láser.
Resolución de problemas comunes
La resolución de problemas es parte del proceso. Los problemas de precisión habituales, como anchos de corte inconsistentes o bordes irregulares, suelen tener su origen en problemas simples, como configuraciones incorrectas o desalineaciones de la máquina. Desarrolle una guía de solución de problemas para que su equipo aborde y resuelva rápidamente estos problemas. Guía de solución de problemas.
Conclusión
En conclusión, lograr precisión con una máquina de corte por láser de chapa metálica es una combinación de conocimiento de la tecnología, mantenimiento meticuloso y optimización continua. Al centrarse en estas áreas, puede asegurarse de que sus operaciones de corte por láser sean precisas y eficientes. ¡Hagamos que cada corte cuente!
Referencias:
- "Cómo optimizar su máquina de corte láser para obtener mejores resultados", de Kirin Láser.
- "Los mejores cortadores láser de metal para precisión industrial: ¿cuál es el adecuado para usted?", de Kirin Láser.
- "Cómo elegir el mejor cortador láser para acero inoxidable: una guía", de Kirin Láser.
- "Cortadoras láser de fibra: lo que debes saber antes de comprarlas", de Kirin Láser.
- "Cómo elegir las máquinas CNC de metal adecuadas para sus necesidades", de Kirin Láser.
- "Principales aplicaciones de las máquinas de corte por láser de fibra óptica en la industria", de Kirin Láser.
- "Máquina de corte por láser de fibra Maglev de tercera generación", de Kanfon.
- "Técnicas de fabricación de chapa metálica mediante corte por láser", de Trabajos Metalúrgicos.




