
Das Schweißen von Aluminium kann eine Herausforderung sein. Das Material ist leicht, aber weich, und es erfordert Präzision und Sorgfalt, um die Arbeit richtig zu erledigen. Wenn Sie in der Schweißbranche tätig sind, insbesondere wenn Sie mit Aluminium arbeiten, wissen Sie, wie wichtig es ist, das richtige Werkzeug für die Arbeit auszuwählen. Welches ist also das beste Werkzeug zum Schweißen von Aluminium mit Aluminium?
Das Faserlaserschweißen ist aufgrund seiner Geschwindigkeit, Präzision und des minimalen Nachbearbeitungsaufwands eine optimale Methode zum Verbinden von Aluminium. Durch die Auswahl der richtigen Werkzeuge und die Einhaltung bewährter Verfahren bei Vorbereitung und Ausführung können Sie starke, ästhetisch ansprechende Schweißnähte erzielen, die den Industriestandards entsprechen.
Als Vertriebsingenieur bei Kirin Laser kenne ich mich mit der modernsten, effizientesten und kostengünstigsten Methode auf dem Markt aus: dem Faserlaserschweißen.
Warum sollten Sie sich für das Faserlaserschweißen entscheiden?
Seien wir ehrlich: Das herkömmliche Schweißen von Aluminium kann eine Qual sein. Egal, ob Sie mit dünnen Blechen oder komplexen Verbindungen arbeiten, der Prozess kann zeitaufwändig und fehleranfällig sein, und von der Wärmeverformung wollen wir gar nicht erst anfangen! Hier kommt das Faserlaserschweißen ins Spiel.
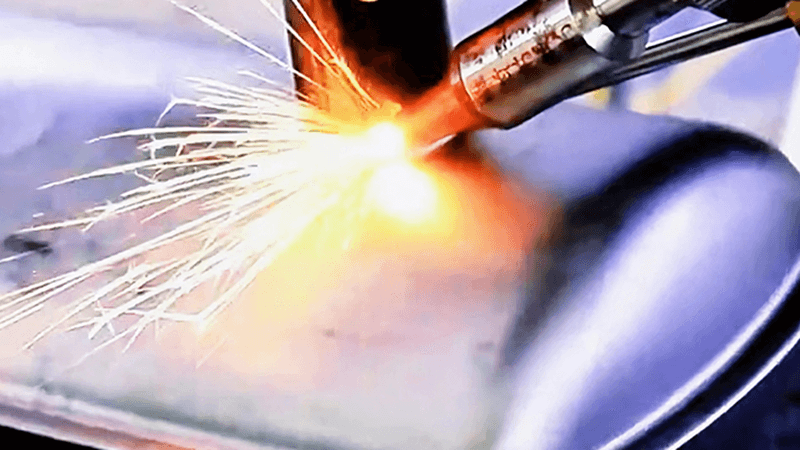
Faserlaser erzeugen mit einem fokussierten Lichtstrahl eine intensive Hitze, die die Grundmaterialien zum Schmelzen bringt und sie nahtlos miteinander verschmelzen lässt. Und das Beste daran? Das Verfahren ist effizient, präzise und hinterlässt nur minimale Verzerrungen – was bei der Arbeit mit empfindlichen Materialien wie Aluminium entscheidend ist. Egal, ob Sie ein kleiner Hersteller oder ein Großbetrieb sind, das Faserlaserschweißen wird schnell zur ersten Wahl für das Schweißen von Aluminium mit Aluminium.
Das Schweißen von Aluminium ist aufgrund seiner leichten und weichen Eigenschaften eine Herausforderung.richtig
Aufgrund der Leichtigkeit und Weichheit von Aluminium ist das Schweißen schwierig und erfordert Präzision und Sorgfalt.
Aluminium ist eines der am einfachsten zu schweißenden Metalle.falsch
Aufgrund seiner Weichheit und seines geringen Gewichts ist das Schweißen von Aluminium eine Herausforderung und erfordert eine sorgfältige Handhabung und die richtigen Werkzeuge.
Die Vorteile des Faserlaserschweißens für Aluminium
Lassen Sie uns zunächst darüber sprechen, warum sich das Faserlaserschweißen bei Aluminium auszeichnet. Der Einsatz von Faserlasern bietet mehrere Vorteile. Wenn Sie diese verstehen, können Sie eine fundiertere Entscheidung für Ihr Unternehmen treffen.
- Präzision: Beim Schweißen von Aluminium ist Präzision entscheidend. Im Gegensatz zu herkömmlichen Schweißverfahren, die auf Hitze und manueller Steuerung beruhen, bieten Faserlaser höchste Präzision. Der Strahl kann auf einen sehr feinen Punkt fokussiert werden, wodurch eine saubere und starke Schweißnaht ohne unerwünschte hitzebeeinflusste Zonen gewährleistet wird.
- Schnelligkeit: Zeit ist Geld und in der Fertigungswelt ist Geschwindigkeit der Schlüssel. Das Faserlaserschweißen ist schnell und reduziert die Produktionszeit im Vergleich zu herkömmlichen Methoden erheblich. Dies macht es ideal für Großserienarbeiten, bei denen Zeiteffizienz ein Muss ist.
- Minimale Wärmeeinflusszone: Ein häufiges Problem beim Schweißen von Aluminium ist die Wärmeverformung, die aufgrund des niedrigen Schmelzpunkts auftreten kann. Faserlaser minimieren dieses Problem, indem sie die Wärme auf einen kleinen Bereich konzentrieren, was Verformungen verhindert und die Integrität des Materials bewahrt.
- Geringer Wartungsaufwand: Faserlaserschweißgeräte sind mit weniger beweglichen Teilen und einem optimierten Aufbau einfacher zu warten als herkömmliche Schweißanlagen. Dies führt zu niedrigeren Betriebskosten und weniger Ausfallzeiten – zwei Faktoren, die jedes Unternehmen zu schätzen weiß.
So funktioniert das Faserlaserschweißen
Nachdem wir nun erläutert haben, warum sich Faserlaser ideal zum Schweißen von Aluminium eignen, wollen wir einen Blick darauf werfen, wie der Prozess tatsächlich funktioniert.
Das Herzstück eines Faserlaserschweißsystems ist ein Glasfaserkabel, das Laserlicht von einer Faserlaserquelle zum Werkstück überträgt. Der Strahl wird je nach Aufbau normalerweise über einen Roboterarm oder ein festes System übertragen. Wenn der Laser auf das Aluminium trifft, erzeugt er einen kleinen, konzentrierten Bereich intensiver Hitze, der das Material schmilzt. Wenn das geschmolzene Metall abkühlt, verschmilzt es und bildet eine starke, dauerhafte Verbindung.
Das Schöne am Faserlaserschweißen ist, dass es saubere, glatte Verbindungen erzeugt. Da der Laser nur den Bereich schmilzt, der direkt mit dem Strahl in Kontakt steht, entsteht keine überschüssige Wärme, die sich auf umliegende Bereiche ausbreiten kann. Das bedeutet weniger Nacharbeit, weniger Defekte und stärkere Schweißnähte.
Auswahl des richtigen Faserlasers zum Aluminiumschweißen
Die Wahl der richtigen Faserlasermaschine zum Aluminiumschweißen ist keine leichte Aufgabe. Es kommt alles auf Faktoren wie Laserleistung, Fokusfleckgröße und Systemkonfiguration an. Aber keine Sorge, ich bin hier, um Sie durch den Prozess zu führen!
- Laserleistung: Die Leistung des Faserlasers bestimmt, wie viel Wärme erzeugt werden kann. Zum Aluminiumschweißen benötigen Sie normalerweise einen Laser mit einer Leistung von 1000 W bis 3 kW. Die spezifische Leistung, die Sie benötigen, hängt jedoch von der Dicke des zu bearbeitenden Materials ab. Für dünne Aluminiumbleche (weniger als 1 mm) reicht ein 1000-W-Faserlaser aus. Für dickere Materialien sollten Sie ein System mit höherer Leistung in Betracht ziehen.
- Fokuspunktgröße: Die Punktgröße bezieht sich auf den Durchmesser des Laserstrahls, wenn er auf das Material trifft. Eine kleinere Punktgröße ist ideal für Präzisionsschweißen, während eine größere Punktgröße besser zum Füllen größerer Lücken geeignet ist. Beim Schweißen von Aluminium wird normalerweise ein kleinerer Fokuspunkt bevorzugt, da dieser mehr Kontrolle bietet und das Risiko einer Überhitzung verringert.
- Systemkonfiguration: Je nach Größe Ihres Betriebs sollten Sie überlegen, ob Sie sich für ein manuelles oder automatisches System entscheiden. Bei der Produktion großer Stückzahlen kann ein vollautomatisches System die Effizienz und Konsistenz deutlich verbessern. Wenn Sie hingegen mit kleineren Auflagen arbeiten, kann eine manuelle oder halbautomatische Einrichtung ausreichen.
Dickenkategorien und Leistungsanforderungen beim Laserschweißen
-
Dünnes Aluminium (<1 mm):
Bei sehr dünnen Aluminiumblechen, typischerweise weniger als 1 mm, reichen niedrigere Laserleistungseinstellungen aus. Leistungsstufen im Bereich von 500 bis 1000 Watt sind oft ausreichend, um Überhitzung und übermäßiges Schmelzen zu verhindern. Der Schwerpunkt sollte auf der Beibehaltung einer hohen Schweißgeschwindigkeit liegen, um einen Hitzestau zu vermeiden, der zu Verformungen oder Verzerrungen führen kann. -
Mittlere Dicke (1 mm - 5 mm):
Mit zunehmender Dicke steigt auch die erforderliche Laserleistung. Für Materialien zwischen 1 mm und 5 mm wird im Allgemeinen eine moderate Leistungsstufe zwischen 1000 und 3000 Watt empfohlen. Dieser Bereich ermöglicht eine ausreichende Wärmezufuhr, um eine ordnungsgemäße Durchdringung zu erreichen und gleichzeitig die Kontrolle über die Schweißqualität zu behalten. -
Dickes Aluminium (>5 mm):
Für dickere Aluminiumprofile über 5 mm sind höhere Leistungen erforderlich – normalerweise ab 3000 Watt. Dadurch wird sichergestellt, dass der Laserstrahl tief genug eindringen kann, um die Materialien effektiv zu verschmelzen. In einigen Fällen kann Mehrlagenschweißen mit Lasern mittlerer Leistung eingesetzt werden, um die Wärmezufuhr zu steuern und Verformungen zu minimieren.
Was sind die wichtigsten Parameter für optimales Aluminium-Laserschweißen?
Beim Aluminiumschweißen mit dem Laser ist die Auswahl der geeigneten Parameter entscheidend für qualitativ hochwertige Ergebnisse. Hier sind einige wichtige Parameter und ihre Auswirkungen auf den Prozess:
-
Laser-Art
-
Gepulster Laser: Geeignet für Anwendungen, die eine hohe Energiezufuhr in kurzen Stößen erfordern. Dieser Lasertyp wird häufig zum Schweißen dünner Bleche oder in Situationen verwendet, in denen eine schnelle lokale Erwärmung erforderlich ist. Er liefert hohe Spitzenleistung in kurzen Impulsen, ohne die umliegenden Bereiche wesentlich zu beeinträchtigen.
-
Dauerstrichlaser (CW): Ideal für die meisten Aluminiumschweißanwendungen, insbesondere wenn Stabilität im Schweißprozess erforderlich ist. Es bietet eine kontinuierliche, stabile Laserleistung, sorgt für eine gleichbleibende Schweißqualität und minimiert Abweichungen in der Wärmeeinflusszone.
-
-
Schweißmodus
- Kontinuierlicher Modus (CW): Für Aluminium wird im Allgemeinen empfohlen, den Dauerbetrieb zu verwenden, um die Stabilität des Schweißprozesses sicherzustellen und hochwertige Schweißnähte zu erzielen. Der CW-Modus ermöglicht eine gleichmäßige Wärmeverteilung und verringert so das Risiko von Defekten wie Rissen oder unvollständiger Durchdringung.
-
Laserleistung
- Die Wahl der Laserleistung hängt von der Dicke des Aluminiums und den spezifischen Schweißanforderungen ab. Normalerweise wird ein Leistungsbereich zwischen 2000 W und 5000 W empfohlen, allerdings sollten Anpassungen je nach Materialdicke und gewünschter Schweißtiefe vorgenommen werden.
-
Schweißgeschwindigkeit
- Die Schweißgeschwindigkeit ist entscheidend: Eine zu niedrige Geschwindigkeit kann zu Überhitzung und thermischen Rissen führen, während eine zu hohe Geschwindigkeit zu einer schmalen, schwachen Schweißnaht führen kann. Ein empfohlener Bereich liegt zwischen 20 mm/s und 100 mm/s, aber Anpassungen sollten basierend auf dem Material und den Leistungseinstellungen vorgenommen werden.
-
Einstellung der Brennweite
- Der Fokuspunkt des Lasers sollte je nach Dicke des zu schweißenden Materials angepasst werden. Bei dickeren Materialien kann ein größerer Brennpunkt erforderlich sein, um eine ordnungsgemäße Durchdringung sicherzustellen und eine Überhitzung der Oberfläche zu vermeiden.
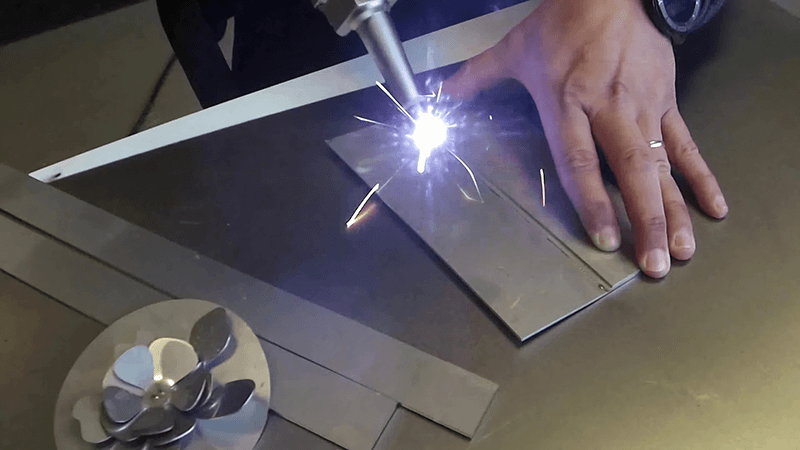
Beim Aluminiumschweißen ist die Wahl des richtigen Werkzeugs entscheidend.richtig
Um qualitativ hochwertige und präzise Aluminiumschweißergebnisse zu erzielen, sind die richtigen Werkzeuge unerlässlich.
Zum Aluminiumschweißen ist keine Spezialausrüstung erforderlich.falsch
Aufgrund der einzigartigen Eigenschaften des Materials sind zum Schweißen von Aluminium spezielle Werkzeuge und Geräte erforderlich.
Welches Schutzgas und welche Durchflussrate sind zum Laserschweißen von Aluminium am besten geeignet?
Die Wahl des richtigen Schutzgases und seiner geeigneten Durchflussrate ist entscheidend für die Qualität des Laserschweißens von Aluminium. Das Schutzgas dient dazu, die Schweißnaht während des Schweißvorgangs vor Oxidation, Verunreinigung und anderen unerwünschten Reaktionen zu schützen. Nachfolgend finden Sie eine detaillierte Anleitung zu den Arten von Schutzgasen und Durchflussraten, die das Schweißen von Aluminium optimieren können.
- Arten von Schutzgasen
Die Art des Schutzgases beeinflusst die Schweißqualität erheblich. Die am häufigsten verwendeten Schutzgase zum Laserschweißen von Aluminium sind Argon (Ar), Helium (He) und Stickstoff (N₂). Jedes hat seine eigenen Eigenschaften und besten Anwendungsfälle.
- Argon (Ar): Argon ist aufgrund seiner hervorragenden Inertheit das am häufigsten verwendete Schutzgas zum Aluminiumschweißen. Es reagiert nicht mit Aluminium und verhindert so wirksam Oxidation und Verunreinigung des Schweißbereichs. Argon bietet außerdem einen stabilen Lichtbogen und ein glattes Schweißbad, was es ideal für eine Vielzahl von Schweißanwendungen macht. Aufgrund seiner relativ geringen Kosten und seines guten Schutzes ist es in vielen Fällen die bevorzugte Wahl.
- Helium (Er): Helium hat eine höhere Wärmeleitfähigkeit und ein höheres Ionisierungspotential als Argon, wodurch beim Schweißen mehr Wärme zugeführt werden kann. Dies kann beim Schweißen dickerer Materialien oder bei Anwendungen, die höhere Schweißgeschwindigkeiten erfordern, von Vorteil sein. Helium ist jedoch teurer als Argon und wird daher normalerweise für hochwertige Produkte oder Spezialanwendungen verwendet, bei denen eine bessere Durchdringung und Wärmeverteilung erforderlich sind.
- Stickstoff (N₂): Stickstoff wird im Allgemeinen nicht zum Aluminiumschweißen empfohlen. Stickstoff ist zwar billiger und leichter verfügbar, kann jedoch mit Aluminium reagieren und Aluminiumnitrid bilden, was die mechanischen Eigenschaften der Schweißnaht, wie Zähigkeit und Festigkeit, beeinträchtigen kann. Daher wird Stickstoff normalerweise zugunsten von Argon oder Helium vermieden.
- Durchflussrate des Schutzgases
Die Durchflussrate des Schutzgases ist ein weiterer entscheidender Faktor für eine hochwertige Schweißnaht. Ist die Durchflussrate zu niedrig, ist der Schutz vor atmosphärischer Verunreinigung möglicherweise nicht ausreichend. Umgekehrt kann eine zu hohe Durchflussrate Turbulenzen verursachen, die zu einem Verlust der Schutzwirkung führen.
- Typischer Durchflussratenbereich: Bei den meisten Laserschweißanwendungen liegt die Schutzgasdurchflussrate normalerweise zwischen 10 und 30 Litern pro Minute (L/min). Die genaue Durchflussrate hängt jedoch von den spezifischen Schweißbedingungen ab, einschließlich der Materialdicke, der Art des verwendeten Lasers und der Schweißgeschwindigkeit.
- So ermitteln Sie die optimale Schutzgasdurchflussrate
Die optimale Gasdurchflussrate wird von mehreren Faktoren beeinflusst. Hier einige Überlegungen:
- Materialstärke: Dickere Materialien erfordern höhere Durchflussraten, um eine ordnungsgemäße Abschirmung zu gewährleisten. Die größere Dicke erfordert mehr Wärme, was wiederum einen größeren Gasdurchfluss erfordert, um das Schweißbad vor Verunreinigungen zu schützen.
- Schweißparameter: Faktoren wie Laserleistung, Schweißgeschwindigkeit und Fokuspunktgröße wirken sich ebenfalls auf die erforderliche Durchflussrate aus. Höhere Laserleistungen oder schnellere Schweißgeschwindigkeiten erfordern häufig höhere Gasdurchflussraten, um einen ausreichenden Schutz aufrechtzuerhalten.
- Schweißposition: Schweißen in unterschiedlichen Positionen (z. B. flach, vertikal oder über Kopf) kann sich ebenfalls auf die Gasdurchflussrate auswirken. In vertikalen oder Überkopfpositionen kann sich das Gas schneller verflüchtigen, sodass höhere Durchflussraten erforderlich sind, um ausreichenden Schutz zu gewährleisten.
Häufige Probleme beim Laserschweißen von Aluminium und deren Lösung
Das Laserschweißen von Aluminium kann aufgrund der einzigartigen Eigenschaften des Materials und der Komplexität des Schweißprozesses eine Reihe von Herausforderungen mit sich bringen. Häufige Probleme sind Porosität, Rissbildung, Oxidation der Schweißnaht und unzureichende Durchdringung. Nachfolgend finden Sie eine detaillierte Analyse der Ursachen dieser Probleme und der entsprechenden Lösungen.
Porosität
-
Ursachenanalyse:
- Instabilität des Schmelzbades: Der Laserstrahl kann Schwankungen im Schmelzbad verursachen, die zur Ausdehnung und zum Entweichen von Gasen führen, wodurch Poren entstehen.
- Aluminiumoxidfilm: Auf der Oberfläche von Aluminium bildet sich auf natürliche Weise ein dünner Oxidfilm. Diese Oxidschicht verhindert eine ordnungsgemäße Metallbindung und kann Feuchtigkeit und Verunreinigungen aufnehmen, was zur Porosität beiträgt.
- Unzureichendes Schutzgas: Unzureichendes oder unreines Schutzgas (z. B. Argon) schützt den Schweißbereich möglicherweise nicht, sodass Verunreinigungen wie Sauerstoff oder Feuchtigkeit den Schweißvorgang beeinträchtigen können.
-
Solutions:
- Laserleistung anpassen: Stellen Sie sicher, dass die Laserleistung richtig kalibriert ist, um eine gleichmäßige Wärmezufuhr zu gewährleisten. Eine zu hohe Leistung kann zu übermäßiger Verdampfung und Porosität führen, während eine zu niedrige Leistung zu einer unvollständigen Verschmelzung führen kann.
- Erhöhen Sie die Schweißgeschwindigkeit bei dünnen Platten, verringern Sie sie bei dicken Platten: Bei dünnen Aluminiumplatten werden höhere Schweißgeschwindigkeiten empfohlen, um die Wärmezufuhr zu minimieren. Bei dickeren Abschnitten können langsamere Geschwindigkeiten mit Vorwärmen erforderlich sein, um thermische Gradienten zu reduzieren und die Porosität zu minimieren.
- Optimale Fokus- und Defokuseinstellungen verwenden: Passen Sie Fokus und Defokus des Laserstrahls an, um eine ordnungsgemäße Durchdringung ohne übermäßige Wärmezufuhr sicherzustellen, die zu Porosität führen könnte.
- Überprüfen Sie den Zustand der Schutzlinsen: Stellen Sie sicher, dass die Schutzlinse am Laserkopf sauber und unbeschädigt ist, da jeglicher Schmutz oder Schaden die Schweißqualität beeinträchtigen und zu Porosität führen kann.
Spaltung
-
Ursachenanalyse:
- Hohe Wärmeausdehnung: Aluminium hat einen hohen Wärmeausdehnungskoeffizienten, was beim Schweißvorgang zu erheblichen thermischen Spannungen führen kann. Schnelles Abkühlen und ungleichmäßiges Erhitzen können zur Rissbildung führen.
- Ungeeignete Legierungszusammensetzung: Bestimmte Aluminiumlegierungen neigen aufgrund ihrer Zusammensetzung stärker zur Rissbildung, insbesondere in der Wärmeeinflusszone (WEZ), wo das Metall Phasenänderungen durchläuft.
-
Solutions:
- Vorheizen: Das Vorwärmen des Aluminiums vor dem Schweißen hilft, thermische Gradienten zu reduzieren und das Risiko von Rissen zu minimieren. Die Vorwärmtemperatur sollte je nach Dicke und Legierungstyp sorgfältig kontrolliert werden.
- Kontrollieren Sie die Abkühlrate: Verlangsamen Sie den Abkühlungsprozess, indem Sie die Wärmezufuhr kontrollieren und bei Bedarf eine Wärmebehandlung nach dem Schweißen durchführen, um Spannungen abzubauen und Rissbildung zu verhindern.
- Wählen Sie das richtige Füllmaterial: Wählen Sie Füllmaterialien, die mit der Aluminium-Basislegierung kompatibel sind, um das Risiko einer Rissbildung in der Wärmeeinflusszone (WEZ) zu minimieren.
Oxidation der Schweißnaht
-
„Ursachenanalyse“:
- Sauerstoffkontamination: Beim Aluminiumschweißen kann Sauerstoff aus der Umgebungsatmosphäre mit dem geschmolzenen Aluminium reagieren und Aluminiumoxid bilden, was die Qualität der Schweißnaht beeinträchtigen kann.
- Hoher Wärmeeintrag: Übermäßige Hitze kann zu Oxidation auf der Schweißoberfläche führen, was wiederum die Qualität der Schweißnaht und die mechanischen Eigenschaften beeinträchtigt.
-
Solutions:
- Verwenden Sie wirksames Schutzgas: Verwenden Sie hochreines Argon oder eine Mischung aus Argon und Helium, um eine Schutzatmosphäre zu schaffen, die verhindert, dass Sauerstoff mit dem geschmolzenen Metall in Kontakt kommt.
- Kontrollieren Sie den Wärmeeintrag: Passen Sie die Laserleistung und Schweißgeschwindigkeit an, um die Wärmezufuhr zu kontrollieren und sicherzustellen, dass die Schweißnaht nicht überhitzt und oxidiert.
- Verwenden Sie ein Vakuum oder eine inerte Atmosphäre: Erwägen Sie beim hochpräzisen Schweißen die Verwendung einer Vakuumkammer oder einer kontrollierten Inertatmosphäre (z. B. in einer Handschuhbox), um eine Oxidation während des Prozesses zu verhindern.
Unzureichende Durchdringung
-
Ursachenanalyse:
- Geringe Laserleistung oder falsche Einstellungen: Unzureichende Laserleistung oder falsche Fokuseinstellungen können zu unzureichender Eindringtiefe führen, insbesondere bei dicken Aluminiumwerkstücken.
- Unsachgemäße Schweißgeschwindigkeit: Wenn die Schweißgeschwindigkeit zu hoch ist, hat der Laser möglicherweise nicht genügend Zeit, das Material effektiv zu durchdringen, was zu flachen Schweißnähten führt.
-
Solutions:
- Erhöhen Sie die Laserleistung für dickere Abschnitte: Erhöhen Sie bei dickeren Aluminiummaterialien die Laserleistung oder passen Sie die Lasereinstellungen an, um eine ausreichende Durchdringung sicherzustellen.
- Passen Sie die Schweißgeschwindigkeit an: Reduzieren Sie bei dickeren Abschnitten die Schweißgeschwindigkeit, um dem Laser mehr Zeit zu geben, das Material vollständig zu durchdringen.
- Fokussieren Sie den Strahl richtig: Stellen Sie sicher, dass der Laserstrahl richtig fokussiert ist, um die gewünschte Eindringtiefe zu erreichen. Ein defokussierter Strahl kann zu schlechter Eindringtiefe führen, während eine übermäßige Fokussierung zu Überhitzung führen kann.
Beim Schweißen von Aluminium sind weniger Präzisionsanforderungen erforderlich als beim Schweißen von Stahl.falsch
Das Schweißen von Aluminium erfordert aufgrund seiner weicheren und spröderen Beschaffenheit mehr Präzision und Sorgfalt als das Schweißen von Stahl.
Beim Aluminiumschweißen kommt es auf Präzision und Sorgfalt an.richtig
Aufgrund der Weichheit und Leichtigkeit von Aluminium sind Präzision und sorgfältige Technik für das Erreichen einer starken Schweißnaht unabdingbar.
Warum der Kirin-Laser Ihre beste Wahl ist
Bei Kirin Laser sind wir auf die Bereitstellung hochwertiger, anpassbarer Faserlaserschweißgeräte spezialisiert, die speziell für Unternehmen wie Ihres entwickelt wurden. Unsere Maschinen sind langlebig, auf Präzision ausgelegt und werden von unserem engagierten Kundendienstteam unterstützt. Egal, ob Sie ein Basissystem für kleine Aufträge oder eine leistungsstarke Lösung für die Massenproduktion benötigen, wir haben das Richtige für Sie.
Außerdem geht es uns nicht nur darum, Maschinen zu verkaufen; wir bieten umfassenden Support, damit Sie Ihre Investition optimal nutzen können. Von der Installation und Schulung bis hin zur Fehlerbehebung und Wartung stehen wir Ihnen bei jedem Schritt zur Seite.
Praktische Anwendungen des Faserlaserschweißens
Nachdem wir nun die technischen Details behandelt haben, sprechen wir über praktische Anwendungen. Das Faserlaserschweißen ist vielseitig und kann in verschiedenen Branchen eingesetzt werden, darunter in der Automobil-, Luft- und Raumfahrt-, Elektronik- und Medizingeräteherstellung.
- Automobilindustrie: In der Automobilindustrie wird Aluminium häufig für Leichtbauteile wie Karosserien, Motorteile und Zierleisten verwendet. Faserlaserschweißen hilft Herstellern, starke, saubere Verbindungen herzustellen, die für Sicherheit und Leistung unerlässlich sind.
- Luft- und Raumfahrt: Bauteile für die Luft- und Raumfahrt erfordern höchste Präzision und Festigkeit. Faserlaserschweißen ermöglicht es Herstellern in der Luft- und Raumfahrt, Aluminium mit minimaler Verformung zu schweißen und so sicherzustellen, dass das Endprodukt strenge Qualitätsstandards erfüllt.
- Elektronik: Aluminium wird in der Elektronik häufig verwendet, insbesondere für Kühlkörper und Gehäuse. Das Faserlaserschweißen ist für diese Anwendungen eine ausgezeichnete Wahl, da es präzise, saubere Schweißnähte ermöglicht, die die Integrität empfindlicher Komponenten bewahren.
- Medizintechnik: Im medizinischen Bereich ist Präzision alles. Faserlaserschweißen hilft dabei, starke, dauerhafte Verbindungen für medizinische Geräte wie chirurgische Instrumente, Implantate und Diagnosegeräte herzustellen.
Heißer Verkauf von Laserschweißgeräten bei Kirin Laser


Fazit
Wenn Sie Aluminium mit Aluminium verschweißen möchten, gibt es kein besseres Werkzeug als das Faserlaserschweißen. Mit seiner Präzision, Geschwindigkeit und minimalen Wärmeverzerrung ist es die ideale Wahl für Unternehmen, die die Qualität verbessern, Kosten senken und wettbewerbsfähig bleiben möchten. Bei Kirin Laser bieten wir Faserlasermaschinen an, die alle Ihre Schweißanforderungen erfüllen, von kleinen Auflagen bis hin zur Großserienproduktion.
Sind Sie bereit, Ihr Aluminiumschweißen auf die nächste Stufe zu heben? Kontaktiere uns Kontaktieren Sie uns noch heute und lassen Sie uns die perfekte Faserlaserschweißlösung für Ihr Unternehmen finden!
Weitere Informationen zum Faserlaserschweißen finden Sie in diesen Ressourcen:
- "Die wichtigsten Vorteile von Laserschweißverbindungen in der Fertigung: Warum Sie umsteigen sollten", von Kirin Laser.
- "Ein umfassender Leitfaden zum Schweißen mit Lasersystemen", von Kirin Laser.
- "Worauf ist beim Kauf hochwertiger Laserschweißgeräte zu achten?", von Kirin Laser.
- "Wie findet man die besten Preise für Laserschweißgeräte?", von Kirin Laser.
- " Top 10 der meistverkauften luftgekühlten Laserschweißgeräte", von Kirin Laser.
- "Warum sollten Sie sich für ein luftgekühltes Faserlaserschweißgerät entscheiden?", von Kirin Laser.
- "Diagramm zur Dicke und Geschwindigkeit des Laserschweißens", von Artizono.
- "Einfluss der Laserleistung auf die Mikrostruktur und das mikrogalvanische Korrosionsverhalten von Schweißverbindungen aus Aluminiumlegierung 6061-T6", von MDPI.




