Viele Fabriken schrubben empfindliche Teile immer noch mit Sand, und die Ergebnisse sind ungleichmäßig. Ich habe diesen Schmerz bei meinem ersten Luft- und Raumfahrtauftrag gespürt. Ein falscher Wisch kann eine Millionenspindel in Schrott verwandeln.
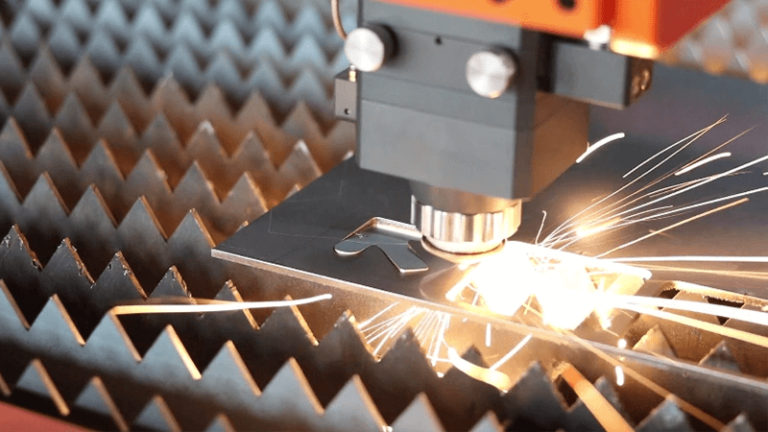
Ein Laser entfernt Rost, Öl und Farbe, indem er sie in Dampf umwandelt, bevor die Hitze das Kernmetall beschädigen kann, sodass das Teil seine Festigkeit und Form behält.
Ich werde alle wichtigen Faktoren analysieren: Leistung, Wissenschaft, Hardware und Grenzen. Ich füge Praxisberichte, Daten und übersichtliche Tabellen hinzu, damit Sie sicher handeln können.

Welche Leistung hat eine Laserreinigungsmaschine?
Supply-Chain-Teams greifen oft zur höchsten Wattzahl, die sie sich leisten können. Ich habe das einmal getan und später gelernt, dass mehr Watt Stunden für die Feinabstimmung verschwenden und meine Marge beeinträchtigen können. Die richtige Leistung ist ein Gleichgewicht zwischen Punktgröße, Schichtdicke und Zykluszeit.
Kirin Laser baut Dauerstrich-Einheiten mit 1.5 kW, 2 kW, 3 kW und 6 kW sowie Impulseinheiten von 100 W bis 1 kW. Wählen Sie Dauerstrich für große, anspruchsvolle Arbeiten und Impulse für enge, empfindliche Arbeiten.
Warum Macht wichtig ist
Die Leistung bestimmt die Fluenz (Energie pro Fläche). Ist sie zu niedrig, bleibt Schmutz erhalten. Ist sie zu hoch, bleiben weiche Metallgruben zurück. Unten finden Sie meinen Spickzettel für die erste Feinabstimmung.
| Schmutztyp | Schichtdicke | Bestes Powerband1 | Grund |
|---|---|---|---|
| Feiner Ölfilm | <5 µm | 100 W–200 W gepulst | Geringe Hitze, schonendes Entfernen |
| Mittlere Farbe | 20–80 µm | 500 W–1 kW gepulst | Puls bricht Pigment schnell |
| Starker Rost | 0.1 – 0.5 mm | 1.5 kW–3 kW CW | Dauerstrahl schält Schicht |
| Mühlenwaage | > 1 mm | 6 kW CW plus Abstreifer | Große Tiefe, erfordert rohe Gewalt |
CW versus gepulst2: tiefer tauchen
| Funktion | CW | Gepulst |
|---|---|---|
| Strahlausgang | Kontinuierlich | Kurze Impulse |
| Punktdurchmesser | 2 – 15 mm | 0.2 – 4 mm |
| Reinigungsrate | Bis zu 25 m²/h | Bis zu 5 m²/h |
| Wärmeeintrag | Hoch | Niedrig |
| Feinteilesicherheit | Fair | Ausgezeichnet |
Auswahl-Workflow
- Messen Sie die Schicht. Ein Schichtdickenmessgerät oder Mikrometer macht sich bezahlt.
- Überprüfen Sie die Substratempfindlichkeit. Aluminiumlegierungen schmelzen bei 660 °C, halten Sie die Spitzentemperatur also unter 350 °C.
- Schauen Sie sich die Flächengröße an. Alles über 2 m² begünstigt CW.
- Führen Sie einen 30 × 30 mm großen Testbereich aus. Passen Sie die Einstellungen an, bis die Rauchfahne in einem Durchgang verschwindet.
- Frieren Sie das Rezept ein. Speichern Sie Leistung, Geschwindigkeit, Luke und Impulsbreite in der Kirin-Clean-GUI.
Als ich in einer Formenwerkstatt vom manuellen Schleifen auf eine 500-W-Impulsanlage umstellte, stieg die Erstausbeute von 82 % auf 97 % und die Werkzeuglebensdauer verlängerte sich um 30 %.

Was ist der Mechanismus und die Anwendung der Laserreinigung?
Die meisten Beschichtungen haften entweder durch chemische Bindungen oder mechanischen Halt. Ein Laser bricht beides mit Geschwindigkeit und Fokus. Der Schmutz erhitzt sich, verdampft und springt weg. Das Grundmetall bemerkt dies kaum.
Die Laserreinigung funktioniert durch Absorption, schnelle Verdampfung, Plasmadruck und Mikroschock und ermöglicht es Branchen von der Mikroelektronik bis zur Schiffsreparatur, Schichten ohne Lösungs- oder Schleifmittel abzutragen.
1 – Absorptionsphysik
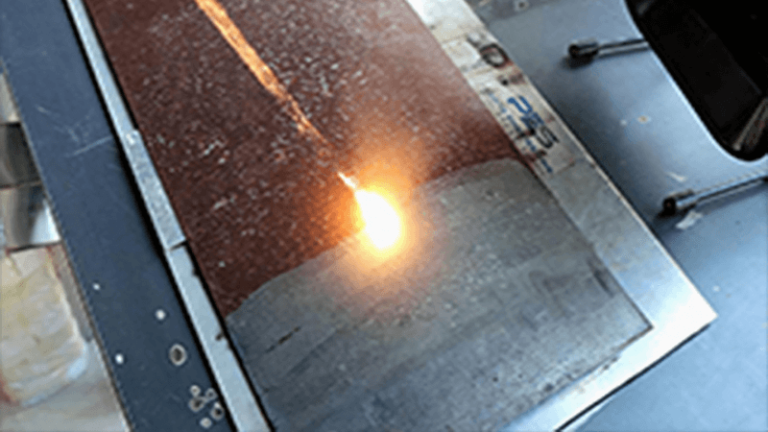
Verschiedene Materialien absorbieren bestimmte Wellenlängen besser. Rost absorbiert Yb-Faserlicht3 etwa zehnmal mehr als Stahl. Diese Selektivität macht den Prozess selbstlimitierend.
2 – Thermischer Sprung und Plasmaschub
Ein 200 ns langer Impuls treibt die Oberflächentemperatur für eine Mikrosekunde auf über 3000 °C. Die Schicht kocht, bildet Plasma und die Ausdehnung schiebt lose Flocken mit einer Geschwindigkeit von mehreren zehn Metern pro Sekunde nach außen.
3 – Akustisches Knacken
Bei dicken Schichten entstehen durch jeden Impuls winzige Stoßwellen. Wiederholte Treffer brechen die Schicht von innen auf, sodass nachfolgende Strahlen die nächste Mikrooberfläche erreichen.
| Schritt | Zeitstrahl | Haupteffekt |
|---|---|---|
| Photonenabsorption | <1 ps | Elektronen regen an |
| Wärmeanstieg | 10 ns | Schicht wärmt |
| Verdampfung | 100 ns | Aus Schmutz wird Gas |
| Plasmarückstoß | 200 ns | Trümmerteile abgestoßen |
Hauptanwendungen und Ergebnisse
| Einsatzbereiche | Teil | Schmutz | Ausgewählter Laser | Verkürzung der Zykluszeit |
|---|---|---|---|---|
| Halbleiter | Waferhalter | Bio-Kleber | 200 W gepulst | 8 Min. → 1.5 Min. |
| Schiene | Achsende | 0.3 mm Rost | 3 kW CW | 5 Min. → 45 Sek. |
| Akku | Sammelschiene | Schwarzoxid | 1 kW gepulst | 2 Min. → 25 Sek. |
| Museum | Bronze Statue | Urbane Kruste | 300 W gepulst | 4 Stunden → 50 Minuten |
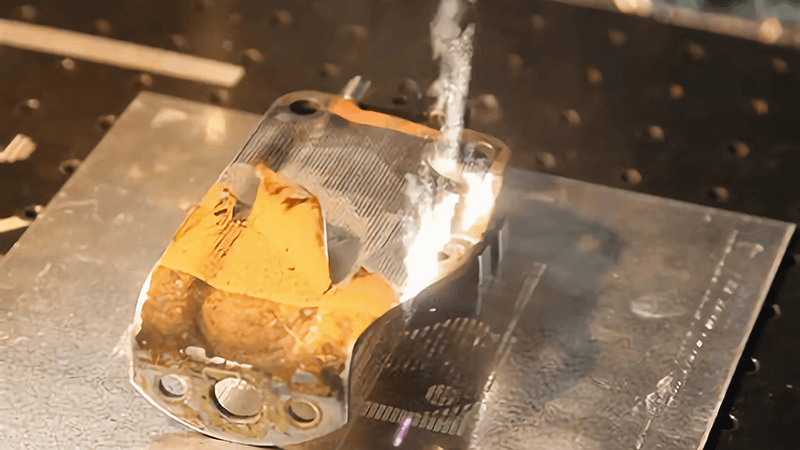
Ich habe einmal sauber gemacht mit Stickstoff dotierte Edelstahl-Vakuumkammern4. Gepulste 700 W bei 30 kHz entfernten Fluorkohlenstofffilm, hielten Ra jedoch unter 0.2 µm. Der Heliumlecktest blieb bei 1 × 10⁻⁹ mbar L/s.
Was ist das Funktionsprinzip einer Lasermaschine?
Ein Reiniger ist mehr als nur ein heller Strahl. Er ist eine Minifabrik in Stahl. Jedes Modul – von der Faserquelle bis zum Rauchabzug – schützt die Teilequalität und die Sicherheit der Mitarbeiter.
Im Inneren wandelt eine dotierte Faser Elektrizität in kohärentes Licht um. Spiegel lenken dieses Licht durch ein gepanzertes Kabel zu einem Scankopf, der schnelle Pfade zeichnet. Sensoren stoppen den Strahl, sobald Reflexionsspitzen auftreten.
Im Schrankinneren
| Modul | Schlüsselteile | Zweck | Servicezyklus |
|---|---|---|---|
| Faserquelle | Pumpdioden, Verstärkungsfaser | Marke 1064 nm Licht5 | 50 h MTBF |
| Steuergestell | SPS, DSP | Spiegel und Laser synchronisieren | 12-Monats-Kontrolle |
| Scankopf | Galvomotoren, F-Theta-Objektiv | Zielstrahlengang | Reinigen Sie die Linse wöchentlich |
| Kühlkreislauf | Kühler, Filter | Quelle bei 25 °C halten | Wasserwechsel alle 6 Monate |
| Abzugseinheit | HEPA, Kohleschale | Fängt Mikrostaub ein | Filter tauschen 3 Monate |
Betreiberreise
- Einloggen, Rezept auswählen.
- Teil auf Vorrichtung legen, Tür schließen.
- Drücken Sie „Scharf“ und dann „Feuer“.
- Beobachten Sie die Rauchfahne im Sicherheitsfenster.
- Das System spart Energie, Laufzeit und macht Schnappschüsse mit der Plume-Kamera.
- Teil entfernen, nächste Seriennummer protokollieren.
Sicherheitshardware
- Verriegelungen: Tür offen → Strahl aus in 8 µs.
- Auflichtsensor: Löst bei 150 W Feedback aus.
- Rauchmelder: Stoppt den Strahl, wenn der Abgassensor verstopft ist.
- Gehäuse der Klasse 1: Außerhalb der Kabine sind keine Schutzbrillen erforderlich.
Als John Smith in seinem Werk in Illinois eine 2-kW-Zelle installierte, wurde sie von der OSHA nach nur einer Inspektion freigegeben. Unsere vorverdrahteten Statusleuchten entsprachen NFPA 79.

Welche Einschränkungen gibt es bei der Laserreinigung?
Laserreinigung unterstützt viele Arbeitsabläufe, doch manche Arbeiten erfordern dennoch Schleifmittel, Lösungsmittel oder Plasma. Mit dem Wissen, was Sie können, sichern Sie Ihre Investition.
Laser haben in tiefen Hohlräumen, mit hochglänzendem Kupfer oder mit gemischten Polymer-Metall-Schichten Probleme. Sie benötigen Kapital, Schulung und klare Sicherheitszonen.
Große Hürden und Workarounds
| Herausforderung | Ursache | Auswirkungen | Mitigation |
|---|---|---|---|
| Sacklöcher | Strahl-Sichtlinie | Verpasster Schmutz | Glasfaser-Biegespitzen |
| Dicke Zunderschicht >1 mm | Geringe Absorption | langsam | Vorabsplitterung + Laserpolitur |
| Glänzendes Kupfer | Hohe Reflektivität | Linsenbrand | Zirkularpolarisator, Neigung |
| Dunkler Kunststoff neben Metall | Hohe Wärmeaufnahme | Verziehen | UV-Laser bei 355 nm |
| Kosten im Voraus | Geräte der Klasse 46 | Cashflow | Leasingmodell, Steuergutschrift |
Umwelt- und Kostenbilanz
Eine 6-kW-Zelle verbraucht ca. 30 kWh/h. Bei 0.12 $ pro kWh entspricht das 3.60 $ pro Stunde. Trockeneisstrahlen für die gleiche Fläche verbraucht 90 kg Eis zu 1 $/kg (90 $) zuzüglich Abfall. Selbst mit Strom- und Filterwechsel, Laser senkt Betriebskosten7 um 60 %.
Regulierungskarte
| Region | Regeln der Klasse 4 | Typische Vorlaufzeit |
|---|---|---|
| USA (OSHA + ANSI) | Vollständige Einhausung, Verriegelungen, Schulung | 4-6 Wochen |
| EU (EN 60825-1) | CE-Kennzeichnung, lokale Risikodatei | 3-5 Wochen |
| China, Kambodscha | GB7247 | 3-4 Wochen |
Meine letzte Installation in Texas hat die städtische Inspektion bestanden, weil ich die Lasersicherheitsaudit8 mit Grundriss, Umfassungszeichnung und augensicherer Zeugenprüfung.

Fazit
Laserreinigung entfernt Schichten schnell, hält die Basis kühl und reduziert Abfall. Indem ich Leistung und Schmutz optimal aufeinander abstimm, auf die Physik der Ablation vertraue, Hardware verwende, die jeden Impuls protokolliert, und alle Grenzwerte einhalte, helfe ich Partnern wie John Smith, sauberere Teile zu liefern und Stammkunden zu gewinnen. Kirin Laser steht mit CW-Power, gepulster Präzision und dem Training bereit, das Licht in Gewinn verwandelt.
-
Die Wahl des optimalen Leistungsbereichs kann die Reinigungseffizienz und -effektivität deutlich steigern. Detaillierte Informationen finden Sie unter diesem Link. ↩
-
Informieren Sie sich über CW- und Pulsreinigungsmethoden, um die passende Technik für Ihre Bedürfnisse zu finden. Hier finden Sie einen umfassenden Vergleich. ↩
-
Erkunden Sie diesen Link, um die Bedeutung von Yb-Faserlicht in verschiedenen Anwendungen, insbesondere in der Materialverarbeitung, zu verstehen. ↩
-
Informieren Sie sich über die Vorteile der Verwendung von stickstoffdotierten Edelstahl-Vakuumkammern in industriellen Anwendungen. ↩
-
Entdecken Sie die Anwendungsmöglichkeiten von 1064 nm-Licht, das in verschiedenen Branchen, darunter der Lasertechnologie und der Medizin, von entscheidender Bedeutung ist. ↩
-
Das Verständnis der Vorschriften für Geräte der Klasse 4 ist für die Einhaltung der Vorschriften und die Sicherheit beim Laserbetrieb von entscheidender Bedeutung. ↩
-
Entdecken Sie, wie die Lasertechnologie die Betriebskosten erheblich senken und so die Effizienz und Rentabilität steigern kann. ↩
-
Informieren Sie sich über die Bedeutung von Lasersicherheitsprüfungen zur Gewährleistung der Konformität und Sicherheit beim Laserbetrieb. ↩