Často vídám nové operátory, kteří si myslí, že řezání vláknovým laserem je jednoduché. Vloží plech, stisknou start a očekávají čisté díly. Pak se ale rychle objeví drsné hrany, plýtvání materiálem a ztráta času.
Operace laserového řezání obvykle zahrnují podpůrné funkce řezání, propichování a gravírování nebo značení, zatímco správné provozní kroky začínají kontrolou stroje, nastavením parametrů, kalibrací zaostření, kontrolou plynu, polohováním materiálu, zkušebním řezáním a poté plnou výrobou. Když dodržuji tento pracovní postup, dosahuji lepší kvality řezu, nižšího zmetkovitého výkonu a stabilnějšího výstupu.
Z mého pohledu ve společnosti Kirin Laser se řezání vláknovým laserem nikdy netýká jen zapnutí stroje. Vnímám to jako kompletní proces. Potřebuji správný stroj, správné nastavení, správné parametry a správné návyky od obsluhy. Společnost Kirin Laser vyrábí a dodává laserové stroje, včetně laserových čisticích strojů, laserových svařovacích strojů, laserových řezacích strojů a laserových značkovacích strojů. Když se tedy zde věnuji těmto otázkám, mluvím konkrétně o skutečném pracovním postupu řezacího stroje s vláknovým laserem. Viděl jsem, že jakmile obsluha pochopí postup a bude respektovat základy, produktivita i kvalita řezu se výrazně zlepší.

Jak krok za krokem funguje laserová řezačka?
Viděl jsem mnoho operátorů, kteří se v prvních dnech trápili. Často si mysleli, že stroj všechno přemýšlí za ně. A tam problémy začínají. Stroj je výkonný, ale pracovní postup stále závisí na mně.
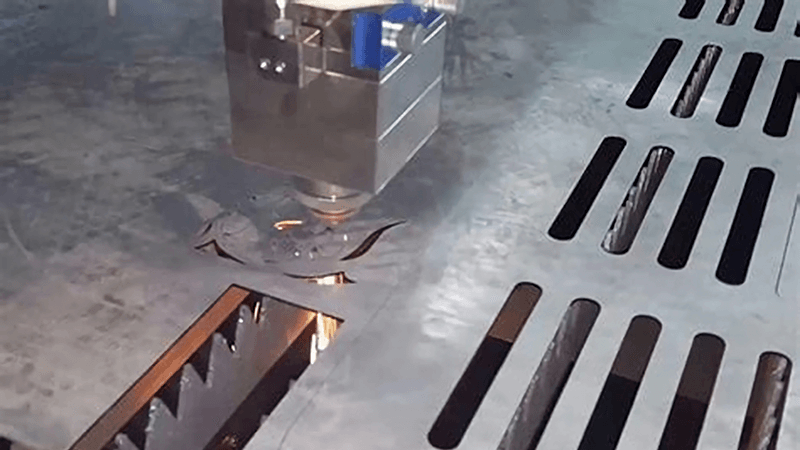
Vláknový laserový řezací stroj pracuje krok za krokem generováním vysokoenergetického laserového paprsku, jeho přenosem přes optická vlákna, jeho zaostřením na povrch materiálu, roztavením nebo odpařením cílové oblasti a pomocí pomocného plynu k odstranění roztaveného materiálu, zatímco pohybový systém sleduje naprogramovanou řeznou dráhu.
V Kirin Laser vysvětluji proces jednoduchým způsobem, protože operátoři potřebují něco praktického. vláknový laserový řezač1 je systém, ne jen paprsek. Zdroj vytváří laser. Paprsek prochází vláknem. Řezací hlava zaostřuje paprsek do velmi malého bodu. Tento bod vytváří na kovovém povrchu vysokou hustotu energie. Materiál se poté velmi rychle zahřeje. Taví se a v některých případech se částečně odpařuje. Poté pomocný plyn vytlačí roztavený materiál z řezné spáry. Pohybový systém pohybuje hlavou nebo plechem podle řezacího pilníku a stroj vytvoří konečný tvar.
Krok 1: Generování energie a vytvoření paprsku
Zdroj vláknového laseru vytváří paprsek. Zde začíná energie. U dobrého vláknového laserového řezacího stroje musí zdroj zůstat stabilní. Pokud je výstup zdroje nestabilní, stává se nestabilní i kvalita řezu.
Krok 2: Přenos paprsku
Paprsek putuje optickým vláknem k řezací hlavě. To je jeden z důvodů, proč jsou vláknové laserové stroje efektivní a kompaktní. Nepotřebuji stejnou konstrukci zrcadlové dráhy, která se používá v některých starších systémech.
Krok 3: Zaostřování paprsku
Čočka v řezací hlavě zaostřuje paprsek na velmi malé místo na plechu. To je velmi důležité. Pokud je zaostření nesprávné, mohou se objevit drsné hrany, struska nebo neúplné řezy.
Krok 4: Zahřátí a odstranění materiálu
Zaostřený paprsek roztaví kov. Pak pomocný plyn2 Prostředky jako dusík, kyslík nebo vzduch pomáhají odstraňovat roztavený kov z řezné zóny. Volba plynu mění výsledek. Dusík pomáhá s čistšími hranami na nerezové oceli. Kyslík může podpořit řezání uhlíkové oceli. Vzduch může u některých prací snížit provozní náklady.
Krok 5: Řízení pohybu a provádění trasy
Jedno CNC systém3 řídí dráhu. Řezací hlava sleduje návrhový soubor. Stroj musí udržovat správnou rychlost, výšku a kontrolu rohů. Pokud rychlost příliš zvýším, kvalita řezu klesne. Pokud postupuji příliš pomalu, může také způsobit problémy hromadění tepla.
| Krok | Co se stalo | Proč to záleží |
|---|---|---|
| Generování paprsku | Laserový zdroj vytváří energii | Stabilní zdroj podporuje stabilní řezání |
| Přenos paprsku | Vlákno přenáší paprsek k hlavě | Efektivní a kompaktní systém |
| Zaostřování paprsku | Čočka koncentruje energii na list | Zaostření ovlivňuje kvalitu hran |
| Odběr materiálu | Paprsek taví kov a plyn čistí řeznou spáru | Čisté odstraňování zlepšuje výsledek řezu |
| Provedení pohybu | CNC sleduje řeznou dráhu | Přesnost závisí na ovládání pohybu |
Často klientům říkám, že pochopení tohoto procesu jim pomáhá řešit problémy rychleji. Pamatuji si jednoho klienta, který měl stále ostré hrany a plýtval plechy. Myslel si, že je vadný samotný stroj. Ale když jsme proces zkontrolovali, skutečný problém nebyl v hardwaru. Jeho tým vynechal kalibraci zaostření a kontrolu plynu. Poté, co jsme ho provedli správnými kroky řezání vláknovým laserem, jeho zmetkovitost4 rychle klesal a jeho objednávky nakonec byly odeslány včas. Ten případ mi utkvěl v paměti, protože ukázal, jak důležitý je postup krok za krokem.
Jak fungují lasery krok za krokem?
Vím, že tato otázka zní obsáhleji, ale v reálném provozu v továrně na ni stále odpovídám prakticky. Operátoři nepotřebují nejdříve kompletní přednášku z fyziky. Potřebují jasnou pracovní představu, která souvisí s používáním stroje.
Lasery pracují krok za krokem tak, že budí zesilovací médium, uvnitř rezonátoru vytváří světelnou energii, zesiluje toto světlo do koherentního paprsku, směřuje paprsek do pracovní oblasti a zaostřuje ho do bodu s vysokou energií, který dokáže přesně ohřívat, tavit, označovat, svařovat nebo řezat materiál.
Z pohledu Kirin Laseru vysvětluji lasery jako řízenou energii. V vláknový laserový řezací stroj5, paprsek není náhodné světlo. Je dostatečně koncentrovaný, směrovaný a stabilní, aby vykonával skutečnou průmyslovou práci. To je to, co ho činí užitečným.
Základní proces výroby laserem
Nejprve energie vstupuje do laserového systému. Tato energie excituje zesilovací médium. U vláknového laseru je tímto zesilovacím médiem optické vlákno dopované prvky vzácných zemin6Pak se uvnitř systému hromadí světlo a zesiluje se. Systém toto zesílené světlo přetvoří do koherentní laserový paprsek7Tento paprsek má ve srovnání s běžným světlem velmi vysokou hustotu energie.
Proč je koherence v reálném použití důležitá
Koherence znamená, že se světlo chová kontrolovaným a jednotným způsobem. Pro mě je praktický význam jednoduchý: energii lze soustředit do velmi malého bodu. Proto dokáží vláknové lasery řezat kov rychle a přesně. Pokud by paprsek nebyl kontrolovaný, nedosáhl bych stejně čistých a opakovatelných výsledků.
Jak se z toho stává řezná síla
Po generování paprsku se pohybuje vláknem k řezací hlavě. Čočka jej zaostří na materiál. Malá tečka nese dostatek energie k tavení plechu v kontrolované linii. CNC systém a asistenční plyn8 a pak tuto energii přeměnit na využitelný výrobní proces.
Proč by se operátoři měli zajímat
Někteří operátoři si myslí, že principy laseru jsou jen pro inženýry. S tím nesouhlasím. Věřím, že základní znalosti pomáhají operátorům činit lepší rozhodnutí. Když vím, že zaostření, kvalita paprsku, proudění plynu a stav materiálu ovlivňují přenos energie, přestávám považovat nastavení za malý detail. Začínám to považovat za základ řezu.
| Laserové pódium | Jednoduchý význam | Vliv na produkci |
|---|---|---|
| Energetický vstup | Energie vstupuje do laserového systému | Umožňuje generování paprsku |
| Zesílení světla | Světlo se stává silnějším a kontrolovanějším | Vytváří využitelnou laserovou energii |
| Doručení paprsku | Paprsek se pohybuje k řezací hlavě | Podporuje stabilní provoz |
| Zaostřování paprsku | Energie je koncentrována do malého bodu | Umožňuje přesné řezání |
| Interakce materiálu | Paprsek ohřívá a odstraňuje materiál | Vytváří konečný výsledek |
Ve společnosti Kirin Laser vždy propojuji teorii s výstupem. Je to proto, že naši zákazníci si nekupují koncepty. Kupují si výsledky. Potřebují stroje, které jim pomohou řezat nerezovou ocel, uhlíkovou ocel, hliník a další kovy rychle a konzistentně. Takže i když vysvětluji, jak lasery fungují, myslím na obsluhu. Chci, aby toto vysvětlení pomohlo zkrátit prostoje, snížit zmetkovitost a zvýšit důvěru ve výrobě.

Jaké tři typy operací může laserová řezačka provádět?
Často se setkávám s tím, že lidé používají termín „operace laserového řezání“ ve volném smyslu. Někteří myslí funkce stroje. Jiní procesy zpracování materiálu. V případě řezání vláknovým laserem obvykle vysvětluji hlavní operace v praktickém výrobním smyslu.
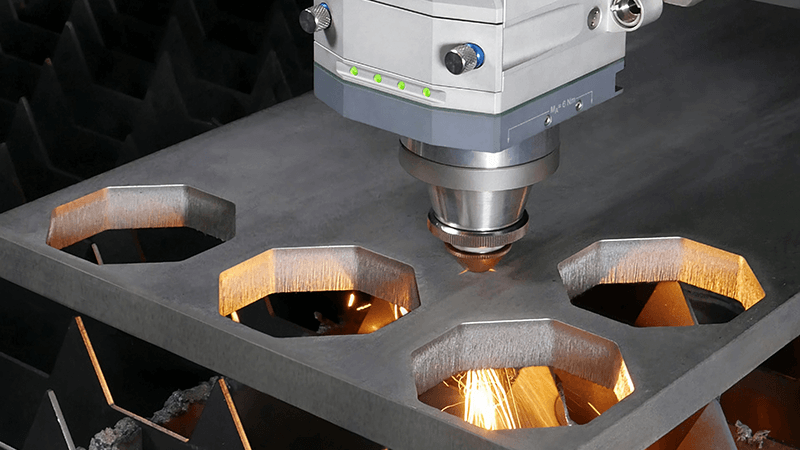
Tři hlavní operace, které může laserový řezací stroj provádět, jsou propichování, řezání a gravírování neboli se značením související funkce zpracování světlem, v závislosti na konstrukci stroje a nastavení aplikace. V každodenní výrobě propichování zahajuje řez, řezání formuje konečný tvar a zpracování světlem povrchu může podpořit identifikační nebo rozvržení.
Ve společnosti Kirin Laser se zaměřuji na řezací stroje s vláknovým laserem. V reálném zpracování plechů vidím tři klíčové operace, které jsou nejdůležitější.
1. Piercing
Než stroj může vyřezat uzavřený obrys, musí často nejprve materiál propíchnout. To znamená, že laser vytvoří v plechu vstupní bod. Propíchnutí je důležitější, než si mnoho začátečníků myslí. Špatné propíchnutí může způsobit stříknutí materiálu zpět, poškození trysky nebo zanechat vadu v počátečním bodě. Proto vždy věnuji pozornost tomu, jak nastavení doby propíchnutí, výkonu a plynu9.
2. Řezání
Toto je hlavní operace. Po propíchnutí stroj sleduje naprogramovanou dráhu a vyřízne tvar. Přímky, díry, rohy, křivky a vnořené díly závisí na... stabilní řezné parametry10Tato fáze vyžaduje nejlepší rovnováhu mezi silou, rychlostí, soustředěním, tlakem plynu a výškou hlavy.
3. Podpůrné funkce pro gravírování, leptání nebo značení
Někteří uživatelé spojují tyto lehké povrchové operace s možnostmi laserového řezání, zejména pokud stroj nebo pracovní postup podporuje identifikaci dílů, značení čar nebo práci s mělkými stopami. V mnoha průmyslových prostředích to není primární úkol vláknového laserového řezacího stroje, ale stále to může být součástí pracovního postupu pro značky rozvržení, čísla nebo výrobní pokyny. Myslím, že je užitečné to zmínit, protože mnoho kupujících se ptá na více než jen na pouhé řezání.
Jak to vysvětlím kupujícím a provozovatelům
Říkám jim, že vláknový laserový řezací stroj nejen „řeže kov“. Zvládá posloupnost akcí. Nejprve vstoupí do plechu. Pak vytvoří trajektorii. V některých pracovních postupech také podporuje úkoly povrchového zpracování11Když operátoři chápou, že každá operace má jiné požadavky na parametry, dělají méně chyb.
| Operace | Co to dělá | Obava klíčového operátora |
|---|---|---|
| Pronikavý | Vytvoří počáteční otvor v materiálu | Zabraňte rozstřiku a poškození trysky |
| výstřižek | Sleduje obrys a odděluje díl | Ovládejte kvalitu a rychlost hran |
| Podpora značení | Přidá povrchové značky nebo referenční čáry | Mějte sílu a hloubku pod kontrolou |
Viděl jsem operátory, kteří se zaměřovali pouze na rychlost řezání a ignorovali kvalitu propalování. To obvykle vede k problémům. Špatné propalování může zničit zbytek řezu ještě před jeho zahájením. Také jsem viděl uživatele, kteří požadovali od řezacího stroje, aby prováděl úkoly mimo jeho nejlepší možný rozsah použití. Proto vždycky... přizpůsobit typ operace skutečnému návrhu stroje12 a skutečné výrobní cíle zákazníka. Ve společnosti Kirin Laser je toto praktické sladění důležité, protože naší rolí není jen prodávat zařízení. Naší rolí je pomáhat kupujícím vybrat správné nastavení a používat ho správným způsobem.
Jaké jsou základy laserové operace?
Zjistil jsem, že většina problémů s řezáním začíná vynecháním základních kroků. Obsluha často nejprve hledá složitou příčinu. V mnoha případech je příčina jednoduchá. Nedostatečné zaostření. Špatný plyn. Znečištěný plech. Tryska je poškozená. Soubor parametrů neodpovídá materiálu.
Základy laserového provozu zahrnují kontrolu stroje, kontrolu čoček a trysek, kalibraci zaostření, ověření pomocného plynu, nastavení materiálu, výběr parametrů, zkušební řezání, bezpečné sledování během výroby a pravidelnou údržbu po práci. Tyto základy vytvářejí podmínky pro stabilní a efektivní řezání.
V Kirin Laser říkám každému operátorovi, že dobré řezání začíná ještě předtím, než se paprsek dotkne plechu. Fáze nastavení rozhoduje o výsledku do značné míry.
Začněte s kontrolou stroje
Před výrobou stroj zkontroluji. Prohlédnu si trysku, stav čočky, ochranného okénka, přívod plynu, chladicí systém a pracovní plochu. Ujistím se, že na ní není žádný zjevný prach, uvolněné části nebo poškození. Tento krok netrvá dlouho, ale předchází mnoha větším problémům.
Potvrďte materiál a nastavení
Ověřuji, druh materiálu, tloušťka, stav povrchu13a umístění plechu. Parametry řezání pro uhlíkovou ocel nejsou stejné jako pro nerezovou ocel nebo hliník. Špatné nastavení zde může způsobit ztrátu celé dávky.
Nastavení zaostření, plynu a parametrů
Tento krok vídám, že se příliš často přeskakuje. Zkontroluji kalibraci ostření. Nastavím typ a tlak pomocného plynu14Načítám nebo upravuji parametry řezání na základě materiálu a tloušťky. Nepředpokládám, že včerejší pilník je pro dnešní práci vhodný.
Nejprve proveďte zkušební řez
Vždycky preferuji zkušební řez před plnou výrobou, zejména u nové zakázky. Malý test mi pomáhá zkontrolovat kvalitu hrany, řeznou spáru, úroveň otřepů, kvalitu propálení a rozměrový výsledek. To je mnohem levnější než učit se z celého archu odpadu.
Monitorování během výroby
I po zahájení řezu moje práce ještě není hotová. Sleduji jiskry, stav hrany, vzdálenost trysek a chování stroje. Pokud se něco změní, zastavím se a zkontroluji. Malé změny se mohou rychle stát velkými ztrátami.
Udržujte po operaci
Po skončení výroby čistím klíčové díly, kontroluji spotřební materiál a zaznamenávám problémy. To pomáhá další směně a chrání dlouhodobý stav stroje.
| Základní kroky | Co dělám | Proč to pomáhá |
|---|---|---|
| Kontrola před použitím | Zkontrolujte trysku, čočku, plyn, chlazení, stůl | Zabraňuje chybám, kterým lze předejít |
| Kontrola materiálu | Potvrďte typ, tloušťku a umístění | Přizpůsobuje proces úkolu |
| Nastavení parametrů | Nastavení zaostření, rychlosti, výkonu, tlaku plynu | Podporuje čisté řezání |
| Zkušební řez | Před hromadným řezáním ověřte kvalitu | Snižuje riziko zmetkovitosti |
| Monitorování procesů | Sledujte stav řezu během práce | Včas odhalí problémy |
| Údržba po použití | Vyčistěte a zkontrolujte klíčové části | Prodlužuje životnost stroje |
A tady se nejlépe hodí příběh mého dřívějšího klienta. Neustále měl ostré hrany a ztrácel archy. Věřil, že stroj má problém s kvalitou, ale jeho operátoři to vynechali. kalibrace ostření15 a kontroly plynu. Jakmile jsme jim ve správném pořadí provedli základy, výsledek se rychle změnil. Zmetkovitost se snížila. Sebejistota se zlepšila. Dodávka se vrátila k plánu. Proto stále opakuji totéž: řezání vláknovým laserem není jen „lisovat a řezat“. Je to pracovní postup. Když pracovní postup zvládnu správně, stroj dokáže dělat to, k čemu je vyroben.
Jako společnost, která vyrábí a dodává laserová zařízení jako originální díly, se Kirin Laser tomuto bodu velmi věnuje. Vyrábíme laserové čisticí stroje, laserové svařovací stroje, laserové řezací stroje a laserové značkovací stroje. Samotný silný hardware však nestačí. Věřím, že zákazníci získají nejlepší hodnotu pouze tehdy, když kvalita stroje a disciplína operátora16 pracují společně. Odtud pochází skutečná produktivita.

Závěr
Z mého pohledu ve společnosti Kirin Laser jsou operace řezání vláknovým laserem jednoduše pojmenovatelné, ale jejich provedení je vážné. Základní pracovní postup vidím jako propichování, řezání a podporu řízeného opracování povrchu, to vše postavené na dobrých provozních základech. Vždy začínám kontrolou, zaostřením, plynem, nastavením materiálu, parametry a zkušebním řezáním před plnou výrobou. Viděl jsem, že když operátoři dodržují tyto kroky, zlepšuje se kvalita řezu, snižuje se zmetkovitost a dodávky se stabilizují. Pro mě je to skutečná hodnota pochopení řezání vláknovým laserem. Promění výkonný stroj ve spolehlivý výrobní nástroj.
-
Pochopení systému vláknového laserového řezacího stroje může rozšířit vaše znalosti o moderní řezací technologii a jejích praktických aplikacích. ↩
-
Zkoumání role pomocného plynu může odhalit, jak ovlivňuje kvalitu řezu a efektivitu při laserovém řezání. ↩
-
Pochopení role CNC systému může poskytnout vhled do dosažení přesnosti a správnosti při řezání laserem. ↩
-
Hledání způsobů, jak snížit míru zmetkovitosti, může vést k efektivnější výrobě a úsporám nákladů ve výrobních procesech. ↩
-
Pochopení řezacích strojů s vláknovým laserem vám může rozšířit znalosti o průmyslových aplikacích a technologii přesného řezání. ↩
-
Zkoumání role prvků vzácných zemin ve vláknových laserech může poskytnout vhled do jejich významu pro zlepšení výkonu laseru. ↩
-
Seznámení se s koherentními laserovými paprsky vám může pomoci pochopit jejich roli v dosahování vysoké přesnosti a čistých řezů ve výrobě. ↩
-
Objevení synergie mezi CNC systémy a asistenčním plynem může odhalit, jak optimalizují proces laserového řezání pro dosažení lepších výsledků. ↩
-
Pochopení vlivu doby propalování, výkonu a nastavení plynu může pomoci optimalizovat kvalitu řezání laserem a předcházet vadám. ↩
-
Průzkum stabilních řezných parametrů zajišťuje přesnost a efektivitu laserového řezání. ↩
-
Seznámení se s úlohami povrchového obrábění může rozšířit možnosti laserového řezání nad rámec pouhého řezání kovu. ↩
-
Sladění typu operace s konstrukcí stroje zajišťuje optimální výkon a je v souladu s výrobními cíli. ↩
-
Zkoumání vlivu těchto faktorů na řezání laserem může pomoci optimalizovat nastavení a zlepšit kvalitu řezání, snížit množství odpadu a zvýšit efektivitu. ↩
-
Typ a tlak pomocného plynu jsou klíčem k dosažení čistých řezů. Pochopení jejich vlivu může zlepšit výsledky řezání a snížit počet vad. ↩
-
Kalibrace zaostření je nezbytná pro přesnost při řezání laserem. Znalost její role může zvýšit přesnost řezání a snížit chyby. ↩
-
Disciplína obsluhy zajišťuje dodržování postupů, maximalizaci výkonu a produktivity stroje a snížení chyb a odpadu. ↩