Jeden frustrovaný majitel obchodu se ho jednou zeptal, proč jeho nový, lesklý gravírovací stroj s CO₂ řezá jen plast. Skutečným blokem nebyl laser; chyběla mu data, plyn a trpělivost.
Ano, CO₂ laser dokáže řezat tenké kovy, pokud zkombinujete vysoký výkon, kyslíkovou asistenci, přesné zaostření a stabilní chlazení.
Mým cílem v tomto příspěvku je vyvrátit mýty, ukázat fakta a podělit se o drobná vylepšení, která majitelům Kirin Laserů umožňují proměnit „plastový stroj“ v tenký kovový nástroj.
Mohu řezat kov CO₂ laserem?
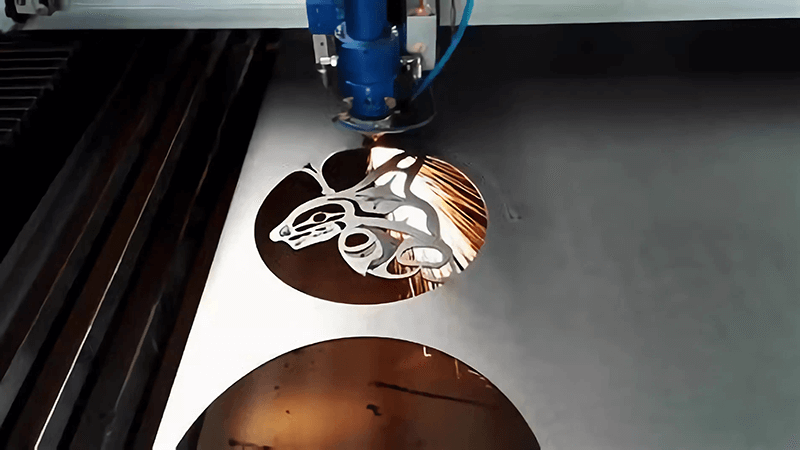
Jednou jsem potkal klienta, který pochyboval o svém gravírovacím stroji s CO₂ výkonem 200 W. Bál se jisker a deformovaných hran. Vložil jsem 0.5mm nerezový úlomek do kyslíku. Po jednom průchodu byla hrana čistá. Zachoval si stroj – a rozpočet.
Reflexní kovy můžete řezat na CO₂ laseru, pokud dodáte dostatečný výkon (150 W a více), přidáte kyslík nebo dusík, dobře zaostříte a zpomalíte posuv.
Ponořte se hlouběji: Proč se kov odráží, ale přesto se taví
Řezání kovu paprskem CO₂ se zpočátku dívá dozadu. Vlnová délka 10.6 µm se odráží od lesklého povrchu. Přesto denně vidím důkazy o tom, že odraz je jen první kapitola.
1. Kyslík vytváří mikropochodeň1
V okamžiku, kdy paprsek zahřeje ocel na přibližně 760 °C, se kyslík setká s horkým místem a vytvoří oxid železa. Tato reakce dodává teplo rychleji než samotný paprsek. Plyn se tak v podstatě stává druhým zdrojem energie.
2. Hustota paprsku je důležitější než hrubý výkon
200W trubice s objektivem f-100 mm poskytuje bod o průměru 0.25 mm. Přepněte na f-50 mm a zmenšete bod na 0.12 mm. Hustota paprsku2 téměř čtyřnásobný, aniž bych musel kupovat větší tubus. Oba objektivy mám na magnetickém držáku pro rychlou výměnu.
3. Pomocný tlak vyřezává řeznou spáru
Příliš malý tlak a roztavený kov stoupá zpět k čočce. Příliš velký tlak a do taveniny se vhání studený plyn, čímž se řez zmrazí před dokončením. Moje ideální hodnota je 6 barů pro nerezovou ocel o tloušťce 0.5 mm a 8 barů pro nízkouhlíkovou ocel o tloušťce 1 mm.
| Proměnlivý | Typický rozsah | Kirin doporučuje | Proč je to důležité |
|---|---|---|---|
| Výkon laseru | 150–650 W | ≥ 200 W | Rychle ohřívá reflexní povrch |
| Ohnisková vzdálenost objektivu | 50 – 100 mm | 63 mm | Vyrovnává těsné místo s ovladatelnou hloubkou |
| Pomocný plyn | O₂ / N₂ | O₂ pro ocel, N₂ pro Al | Oxiduje ocel, udržuje hliník čistý |
| Tlak plynu | 4–12 baru | 6–8 baru | Odstraňuje strusku, podporuje reakci |
| Odstup trysky | 0.5 – 1.0 mm | 0.7 mm | Kryje čočku, zaostřuje trysku |
Časté chyby a moje řešení
- Hnědý okraj na nerezové oceli – Používejte dusík jako pomocný prostředek; kyslík spaluje chrom.
- Praskání čočky – Přidejte safírové okénko pod hlavní čočku.
- Zpětný blesk – Pod tenký plech přilepte alobal nebo použijte voštinovou fólii.
Když s jednotkou CO₂ zacházíte jako s malým autogenním řezacím zařízením, tenké kovy se jí podřídí. Ušetříte peníze a ponecháte si jednu platformu pro organické i kovové materiály.
Jak silný kov dokáže CO₂ laser řezat?
Mnoho blogů tvrdí, že „CO₂ vůbec nedokáže řezat kov“. Jiné ukazují vzorky o tloušťce 6 mm a označují to za normální. Pravda se skrývá v mezeře.
Většina dílen řeže nízkouhlíkovou ocel o tloušťce až 3 mm, nerezovou ocel o tloušťce 2 mm a hliník o tloušťce 1 mm s použitím zdroje CO₂ o výkonu 300–650 W a kyslíkové asistence.
Ponořte se hlouběji: Skutečná limitní křivka
Šest měsíců jsem zaznamenával každou kovovou práci na mém demonstračním svařovacím podlaží Kirin. Níže uvedená tabulka porovnává tloušťku materiálu s počtem průchodů a rychlostí na 300W trubici.
| Tloušťka (mm) | Měkká ocel (O₂) | Nerezová ocel (O₂) | Hliník (N₂) |
|---|---|---|---|
| 0.5 | 50 mm/s × 1 průchod | 42 mm/s × 1 | 30 mm/s × 1 |
| 1.0 | 35 mm/s × 1 | 25 mm/s × 1 | 15 mm/s × 2 |
| 2.0 | 22 mm/s × 1 | 14 mm/s × 2 | - |
| 3.0 | 12 mm/s × 1 | hučení | - |
Tepelně ovlivněná zóna (HAZ)3 fyzika
Paprsky CO₂ šíří teplo do širokých šířek. Silné destičky odvádějí teplo do stran, než skrz ně pronikne tunelem. Tím se rozšíří tepelně ovplyvnená zóna (HAZ) a zanechá se matně šedý pás. Vláknové lasery balí energii do desetkrát menšího bodu o velikosti 1.06 µm, takže teplo proniká hluboko. U dílů, které vyžadují integritu po svařování, vítězí vlákno.
Víceprůchodové triky4
Když musím řezat 4mm nízkouhlíkovou ocel na CO₂, provádím tři pomalé průchody s krátkými pauzami. Každý průchod se zařezává hlouběji, ale zanechává tenkou strukturu. Poslední průchod s vysokým tlakem O₂ přetrhne strukturu bez spálení. Ostří vypadá drsně, ale hodí se jako zemědělský nářadí.
Návrh chladicí smyčky5
Pokud se trubice vychýlí, na výkonu nezáleží. Provozuji 3kW chladič s vstupní teplotou 18 °C. Voda opouští při 22 °C a vrací se, když se ochladí na 20 °C. Boční smyčka posílá chlazený glykol do zrcadel pro přívod paprsku. Pokud teplota zrcadla stoupne o 5 °C, velikost skvrny se zvětší o 7 %. Díl ví, co se děje.
| Specifikace chladiče | Hodnota | Poznámka k terénu |
|---|---|---|
| Průtok čerpadla | 9 l / min | Vysoký průtok udržuje laminární dráhu |
| Kompresor | 1.5 kW | Nadměrná velikost o 20 % pro teplé provozy |
| Kapalina | Destilovaná voda + 10 % glykolu | Zastavuje řasy |
Zaznamenáváním teploty, podávání a příkonu můžete předpovědět barvu hrany ještě před zahájením práce. Zákazníci milují předvídatelnost.

Může 150W CO₂ laser řezat kov?
Seznamy dovážených výrobků křičí „150 W kovový výkon!“ Realita potřebuje poznámky pod čarou.
150W CO₂ laser dokáže řezat podložky – ocel o tloušťce cca 0.8 mm nebo nerez o tloušťce 0.5 mm – pokud se použije kyslíkový přívod, jemná tryska a optika pro blízké zaostření. Kromě toho klesá rychlost a kvalita.
Ponořte se hlouběji: Maximální výkon 150W trubice
Případová studie: Obchod s reklamními cedulemi v Ohiu
Koupili náš stojatý model o výkonu 150 W. Cíl: výroba nerezových šablon do plechů na sušenky. Materiál: ocel 0.4 o tloušťce 304 mm. Vyladili jsme:
- Objektiv – 2.5″ GaAs pro malé bodové měření.
- Pomáhat – Kyslík 6 barů, tryska 0.7 mm.
- Krmení – 14 mm/s.
- Pierceovo zpoždění – 80 ms, aby se zabránilo zpětnému rázu.
Výsledek: 300 šablon/den, bez spálených hran.
Tabulka tloušťky materiálu
| Trubkový výkon | Měkká ocel Max. (mm) | Nerezová ocel Max. (mm) | Poznámky |
|---|---|---|---|
| 100 W | 0.5 | 0.3 | Pouze umělecký filigrán |
| 150 W | 0.8 | 0.5 | Potřebuje novou optiku |
| 200 W | 1.2 | 0.8 | Vstupní bod do obchodů |
| 300 W | 2.0 | 1.2 | Lehké práce na podvozku |
Ekonomika setrvání s CO₂
Přechod na optické vlákno sice zrychlí, ale zasáhne peněženku. Klientům ukazuji pětileté celkové náklady na vlastnictví (TCO):
| Nákladové středisko | 150 W CO₂6 | 1 kW vlákno | Komentář |
|---|---|---|---|
| Cena stroje | 12 tis | 80 tis | Pouze u kovů se vlákno vyplatí v objemu |
| Roční servis | 0.8 tis | 3 tis | Optická vlákna stojí více |
| Plyn za hodinu | $1.20 | $1.50 | Oba potřebují pomoc; vlákno je ale rychlejší |
| Elektřina/hodina | 2 kWh | 6 kWh | CO₂ trubice ≈ 25 % účinnost zásuvky |
Dílny, které řežou kov jednou týdně, si udržují CO₂. Dílny, které běží denně, přecházejí na vlákno. Bod zvratu se pohybuje kolem 20 laserových hodin týdně na kovu.
Bezpečnostní vylepšení pro nízkou spotřebu energie
- přidat natlakování dutiny7 – Do pouzdra trubice přivádějte nízkotlaký vzduch, abyste zabránili zpětnému šlehání.
- Instalace okenní čočky – Křemenný disk za 40 dolarů ušetří místo ZnSe čočky za 300 dolarů.
- Pravidelné otírání zrcátek – Používejte tampon bez žmolků a aceton každých 8 hodin.
Menší elektronky překvapují skeptiky, když je vše ostatní vyvážené.
Jaké materiály nelze nikdy bezpečně řezat CO₂ laserem?
Noví uživatelé hází na postel náhodné útržky věcí. Jedna špatná volba zničí zrak a plíce.
Nikdy neřežte PVC, vinyl, teflon, polykarbonát, sklolaminát ani materiály s halogenovými zpomalovači hoření. Uvolňují chlór, fluor, kyanid nebo skleněný prach, které poškozují stroje a zraňují lidi.
Ponořte se hlouběji: Chemie katastrofy
1. Halogenové plasty – tichí zabijáci čoček
PVC, PVDF, FEP a PTFE všechny nesou atomy halogenu8Když je paprsek zahřeje nad 260 °C, uvolňují HCl nebo HF. Tyto kyseliny pokrývají zrcadla bílým závojem a poté narušují čočky ze selenidu zinečnatého. Jedna čočka za 300 dolarů je pryč za jeden den.
2. Epoxidové kompozity – dvojí nebezpečí
Panely ze skelných vláken a uhlíkových vláken mají dva problémy: epoxidové pryskyřice9 uvolňují styren a formaldehyd, zatímco vlákna se vznášejí jako prach z břitvy. Řežou plíce a odrážejí infračervené záření, čímž se energie odráží do optiky.
| Materiál | Toxický výstup | Poškození očního nervu | Lidské riziko |
|---|---|---|---|
| PVC / Vinyl | Plynný HCl | těžký | Korozivní plíce |
| Polykarbonát | Saze, bisfenol-A | Středně | Potenciální karcinogen |
| Laminát | Skleněný prach | Středně | Riziko silikózy |
| PTFE (teflon) | HF plyn | těžký | Příznaky podobné chřipce |
| ABS s broušenou FR | plynný HBr | těžký | Neurotoxický výpar |
Jednoduché polní testy k odhalení nebezpečí
- Zkouška plamenem měděného drátu – Zahřejte měď, dotkněte se materiálu a vložte do plamene. Zelený plamen = chlor.
- Zkouška odlesku hran – Pokud se plast během několika sekund rozvine na bubliny a poté zuhelnatí, podezřelý je halogen.
- Kontrola hustoty – PVC se ve vodě potápí, akryl plave.
Matematika ventilace
Velikost ventilátorů určuji podle tohoto pravidla:
Průtok vzduchu (m³/h) = Výkon laseru (W) × 2.5
Jednotka o výkonu 300 W potřebuje alespoň 750 m³/h. Přidávám HEPA filtr s uhlíkovou vrstvou o hmotnosti 4 kg a uhlí vyměňuji každých 500 hodin. Pro provozovny v chladném podnebí šetří výměník vzduch-vzduch náklady na vytápění.
Tabulka plánu výměny filtrů
| Fáze filtru | Media | Vyměnit všechny | Cena (USD) |
|---|---|---|---|
| Předfiltrujte | Merv 5 Fiber | 1 měsíc | $20 |
| HEPA | H13 sklo | 6 měsíců | $120 |
| Karbonové lože | Kokosová skořápka | 500 hodin | $90 |
Datum změn si nalepím na boční stranu obálky. Noví zaměstnanci si vzkazu nemohou nevšimnout.

Závěr
Řezání kovu10 S CO₂ laserem se nacházíme v šedé zóně mezi mýty a přehnaným humbukem. Moje data ukazují jasné limity: až 3 mm nízkouhlíkové oceli při 300 W, podložky při 150 W a nulová tolerance pro toxické plasty. Když ovládáte plyn, optiku, chlazení a bezpečnost, CO₂ laser se s nízkými náklady natáhne do kovu. Znejte strop, zaznamenejte si každý řez a z jediného paprsku vytěžíte dvojnásobek.
-
Zjistěte, jak kyslík interaguje s laserovým řezáním a vytváří tak efektivnější proces řezání, a rozšíříte si tak své znalosti o obrábění kovů. ↩
-
Zkoumání hustoty paprsku vám může pomoci optimalizovat nastavení laserového řezání pro lepší efektivitu a přesnost. ↩
-
Pochopení tepelně ovlivněné zóny (HAZ) je klíčové pro zajištění integrity svařovaných dílů. Pro více informací o jejím vlivu na kvalitu svařování se podívejte na tento odkaz. ↩
-
Vícevrstvé řezné techniky mohou zvýšit efektivitu a kvalitu řezání. Zjistěte více o těchto metodách, abyste si zlepšili své dovednosti v oblasti obrábění kovů. ↩
-
Efektivní návrh chladicí smyčky je zásadní pro optimální výkon laseru. Naučte se, jak ji implementovat pro dosažení lepších výsledků ve vašich projektech. ↩
-
Prozkoumejte výhody 150W CO₂ laserů, včetně cenové efektivity a výkonu pro řezání kovů. ↩
-
Zjistěte více o přetlakování dutin a o tom, jak zvyšuje bezpečnost a výkon laserových řezacích systémů. ↩
-
Pochopení dopadu atomů halogenů v plastech vám může pomoci vyhnout se materiálům, které poškozují optiku a představují zdravotní rizika. ↩
-
Zkoumání nebezpečí epoxidových pryskyřic může vést k bezpečnějším postupům při používání materiálů ze skelných vláken a uhlíkových vláken. ↩
-
Pokud hledáte nejlepší laserový stroj pro řezání kovů, zde je možnost CO2 laserového stroje pro vaše aplikace. ↩




