هل سبق لك أن تساءلت كيف يتم حفر هذه الثقوب الدقيقة في الزجاج؟ تخيل أنك قادر على تحقيق هذه الدقة في مشاريعك. باعتباري مهندسًا في شركة Kirin Laser، رأيت بنفسي كيف يمكن للحفر بالليزر أن يغير عملية معالجة الزجاج. اسمحوا لي أن أطلعكم على الخطوات والاعتبارات الأساسية لإتقان هذه التكنولوجيا.
إن الحفر بالليزر في معالجة الزجاج يمثل تغييرًا جذريًا. فالدقة والسرعة والكفاءة التي يوفرها لا مثيل لها. في هذا الدليل، سنتعمق في التفاصيل الدقيقة للحفر بالليزر، من التحضير إلى مرحلة ما بعد المعالجة، لضمان تحقيق أفضل النتائج في كل مرة.
هل لديك فضول لمعرفة المزيد؟ دعونا نستكشف هذا العالم الرائع معًا. سواء كنت محترفًا متمرسًا أو وافدًا جديدًا فضوليًا، هناك دائمًا شيء جديد لتتعلمه حول الحفر بالليزر.

ما هي أنواع الزجاج المختلفة وخصائص معالجتها؟
يستخدم الزجاج، بشفافيته الممتازة وثباته الكيميائي، على نطاق واسع في مختلف المجالات. وفي قطاعات الزجاج الخاصة مثل القطاعات الطبية والكيميائية والضوئية، يتزايد الطلب سنويًا مع تقدم التكنولوجيا. فيما يلي بعض التصنيفات الشائعة للزجاج وخصائص معالجته:
1>. زجاج الصودا والجير، والزجاج فائق الوضوح، وزجاج K9
- زجاج الصودا والجير (الزجاج العادي)
- زجاج فائق الوضوح (زجاج منخفض الحديد)
- زجاج K9 تتميز هذه الأنواع من الزجاج بصلابة وصلابة جيدة، ومناسبة لحفر الثقوب بسماكة تتراوح من 0 إلى 20 مم.
2>. زجاج البورسليكات وزجاج الكوارتز
- الزجاج البورسليكات: نفاذية ضوء ممتازة ومعامل تمدد حراري منخفض جدًا.
- زجاج الكوارتز: يستخدم عادة في العدسات البصرية، مع صلابة عالية للغاية. عند معالجة هذه الأنواع من الزجاج، تُستخدم عادةً طرق مثل التمدد الحراري والانكماش أو الانقسام بالليزر. مع التطور المستمر لتكنولوجيا الليزر، أصبح الحفر بالليزر في الزجاج خيارًا جديدًا للمعالجة تدريجيًا. لمعالجة الزجاج عالي الصلابة، يلزم استخدام أشعة ليزر ذات طاقة عالية الذروة.
3>. زجاج صلب
الزجاج المقسى هو نوع من الزجاج مسبق الإجهاد الذي يعزز قوة الزجاج وقدرته على تحمل الأحمال من خلال الطرق الكيميائية أو الفيزيائية لتشكيل ضغط ضغط السطح. وقد تم تعزيز مقاومتها لضغط الرياح والبرد والحرارة والتأثير. ومع ذلك، لا يمكن قطع الزجاج المقسى بعد المعالجة. عند كسرها، تشكل شظايا الزجاج المقسى جزيئات ذات زاوية منفرجة، مما يقلل من خطر إصابة البشر.
تتمتع الأنواع المختلفة من الزجاج بمزاياها ومتطلبات المعالجة الخاصة بها في سيناريوهات التطبيق المختلفة. يعد اختيار طريقة وأدوات المعالجة الصحيحة أمرًا بالغ الأهمية لضمان جودة المعالجة.
مزايا الزجاج (Glass) الحفر بالليزر
يعد حفر الزجاج جزءًا مهمًا من إنتاج الزجاج ومعالجته العميقة، مما يسلط الضوء على أهميته. في الوقت الحالي، تشتمل عمليات قطع الزجاج التقليدية بشكل أساسي على القطع باستخدام الحاسب الآلي القائم على الأدوات والقطع باستخدام الحاسب الآلي بنفث الماء. بالنسبة للمؤسسات الصغيرة أو ذات الميزانيات المحدودة، يصعب الترويج لأساليب القطع التقليدية هذه بسبب ارتفاع تكاليفها.
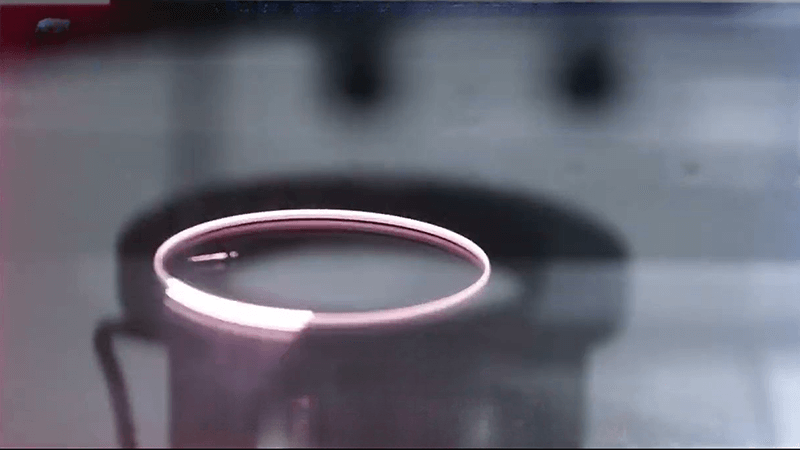
يستخدم حفر الزجاج بالليزر، كطريقة معالجة غير متصلة، شعاع ليزر مركّز عالي الكثافة من الطاقة لإذابة الزجاج أو حتى تبخيره. يستخدم الليزر شفافية الزجاج لتركيز الشعاع على الطبقة السفلية من الزجاج. باستخدام الجلفانومتر 2.5D للمسح عالي السرعة، تتم إزالة الزجاج طبقة بعد طبقة من الأسفل إلى الأعلى، مما يسمح بمعالجة سماكات وأنواع مختلفة من الزجاج. إلى جانب الاستثمار في التكلفة الأولية، لا يتطلب قطع الزجاج بالليزر تكاليف استهلاكية لاحقة، مما يجعله خيارًا متزايد الأهمية في صناعة معالجة الزجاج.
في هذه التجربة، يتم استخدام ليزر Jept YDFLP-M8-200-SW-V2، جنبًا إلى جنب مع جلفانومتر 2.5D وبرنامج قطع ثلاثي الأبعاد ونظام أجهزة، لتحقيق ثقوب دائرية منتظمة أو حفر وقطع زجاج غير منتظم. بالمقارنة مع الحفر الميكانيكي التقليدي، فإن هذا النظام يوفر كفاءة معالجة عالية، وتكاليف صيانة منخفضة، وأقل تأثير حراري.
01 تأثير معلمات الليزر على حفر الزجاج بالليزر
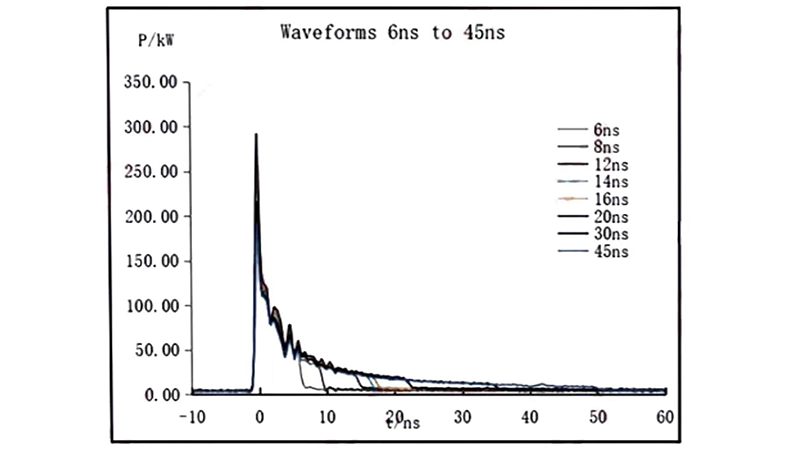
1>. تأثير عرض النبض على حفر الزجاج
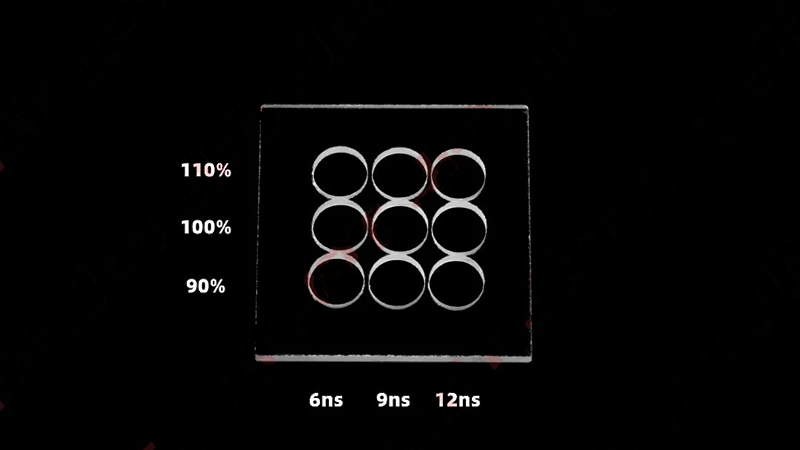
فيما يلي تجارب الحفر على الزجاج فائق الوضوح بقطر ثقب 10 مم وسمك 3 مم. تم إجراء الاختبارات باستخدام أوضاع 6ns و9ns و12ns لمراقبة تأثير عرض النبضة على قطع الزجاج عند ترددات القطع المقابلة.
| طي (ميكرومتر) \ عرض النبض | 6ns | فرق | 9ns | فرق | 12ns | فرق |
| تردد القطع 110% P | 147.4 | 431.8 | 140.6 | 314.7 | 166.5 | 366.8 |
| اكثر شئ | 579.2 | 455.3 | 533.3 | |||
| تردد القطع P | 150.1 | 249.2 | 148.4 | 299.9 | 182.0 | 302 |
| وفر | 399.3 | 448.3 | 484.0 | |||
| تردد القطع 90% P | 155.6 | 273.8 | 171.9 | 243.6 | 168.6 | 494.1 |
| وفر | 429.4 | 415.5 | 662.7 |
خلصت التجربة إلى أن القيم المتوسطة والقصوى لانهيار الحافة لمدة 9ns هي الأفضل من حيث التحكم، تليها 6ns، والتي تظهر أيضًا أداء جيد لانهيار الحافة. إن القيم المتوسطة والحد الأقصى لـ 12ns أكبر قليلاً، حيث يشير التحليل إلى أن تراكم الحرارة عند 12ns يتسبب في انهيار الحافة. تؤثر طاقة النبضة الفردية المناسبة وقوة الذروة بشكل كبير على التحكم في انهيار الحافة. تؤدي طاقة النبضة المفردة الأعلى وقدرة الذروة الأعلى تحت نفس عرض النبض إلى تأثيرات معالجة أفضل.
2>. تأثير تكرار التكرار على حفر الزجاج
وخلصت التجربة إلى أنه عندما يكون تردد التكرار عند تردد القطع، تكون كفاءة المعالجة في أعلى مستوياتها. يقلل وقت المعالجة المنخفض من تراكم الحرارة، مما يؤدي إلى أصغر انهيار للحواف مقارنة بـ 90% و110%. تحت تردد القطع، يؤدي انخفاض متوسط طاقة الخرج إلى انخفاض الكفاءة. فوق تردد القطع، يؤدي الانخفاض في طاقة النبضة الفردية وقدرة الذروة إلى انخفاض الكفاءة.
| زمن المعالجة \ عرض النبضة | 6ns | 9ns | 12ns |
| تردد القطع 110% | 1.977 | 1.816 | 1.529 |
| تردد القطع | 1.907 | 1.791 | 1.434 |
| تردد القطع 90% | 2.167 | 1.866 | 1.618 |
3>. تأثير القوة على حفر الزجاج
تؤثر قوة الليزر على الكفاءة ووقت المعالجة. لمزيد من استكشاف التأثير الكبير لطاقة الليزر على الكفاءة، تم إجراء التجربة عن طريق تغيير النسبة المئوية للطاقة فقط مع الحفاظ على ثبات المعلمات الأخرى. كانت المعلمات المختارة هي وضع 9ns بتردد 280 كيلو، وتم ضبط نسب الطاقة على 70%، 80%، و90%. تم اختبار كفاءة حفر ثقب قطره 10 مم في زجاج أبيض بسمك 3 مم.
وخلصت التجربة إلى أنه مع زيادة متوسط الطاقة، تزداد الطاقة القصوى لليزر، ويتناقص الوقت اللازم لحفر ثقوب بنفس السُمك والقطر.
| نسبة الطاقة | الوقت: |
| 70% | 2.622 |
| 80% | 1.919 |
| 90% | 1.447 |
02. تجربة الحفر غير المنتظم بالليزر
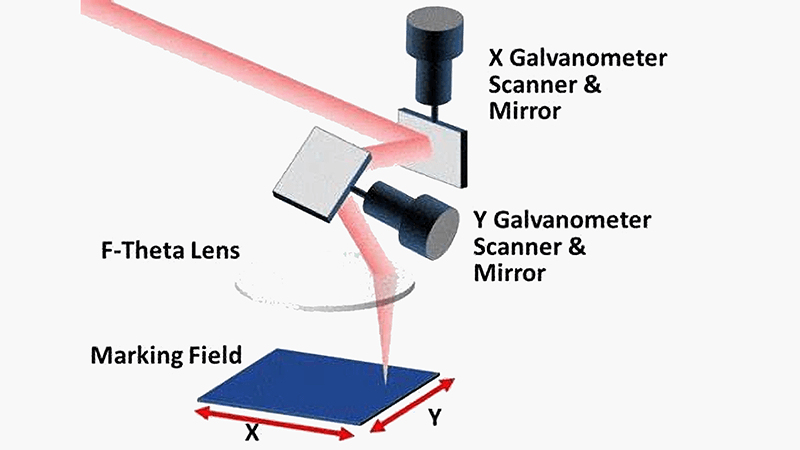
استخدم شعاع الليزر يتم إخراجه بواسطة الليزر، ويحقق محرك الجلفانومتر حركة عالية السرعة لشعاع الليزر من خلال حركة عالية السرعة، والتي يتم بعد ذلك تركيزها في نطاق العمل بواسطة عدسة F-Theta. طريقة المعالجة هذه مريحة، ويمكن التحكم فيها، وقابلة للتعديل، مما يوفر حلاً تنافسيًا للأتمتة والمعالجة المتكاملة للمعدات.
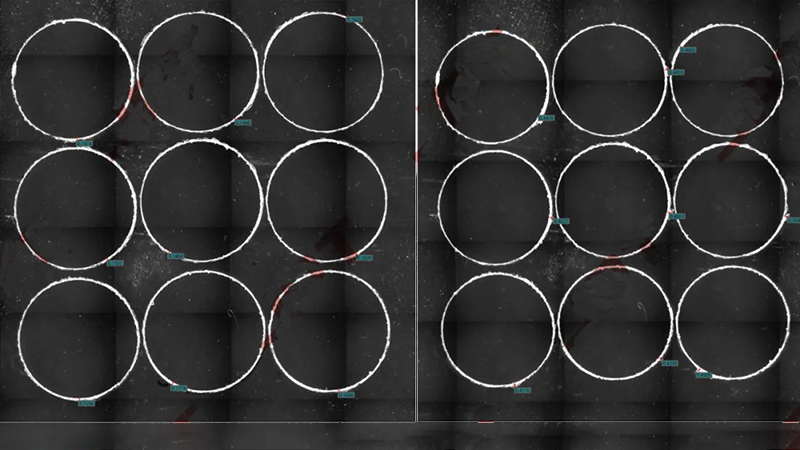
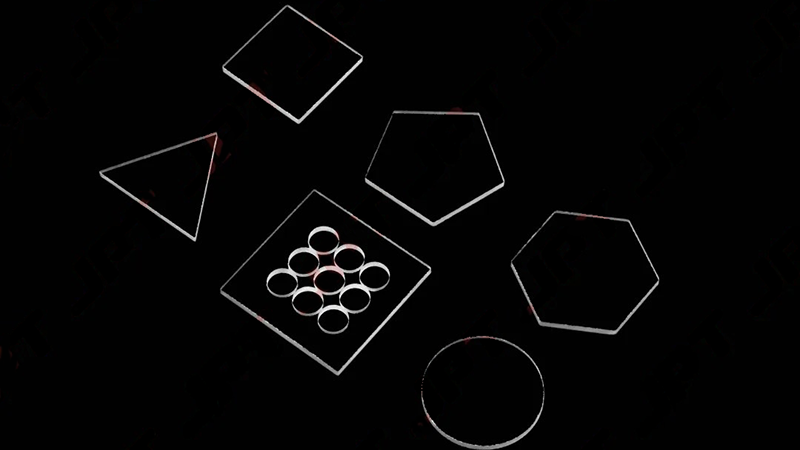
الصورة أدناه توضح تأثير الحفر غير المنتظم باستخدام ليزر YDFLP-200-M8-SW-V2، مع انهيار الحافة أقل من 400 ميكرومتر وجودة الحافة الممتازة.
03. تجربة حفر الزجاج بالليزر بسماكات مختلفة
في صناعة حفر الزجاج، يعد تحسين الكفاءة وخفض التكاليف من الأنشطة الشائعة. إن معالجة نقاط الألم والتحديات في الصناعة هو الهدف الذي لا هوادة فيه JPT. تعمل طاقة النبضة الفردية الأكبر وقوة الذروة الأعلى على تحسين كفاءة المعالجة بشكل كبير. توضح النتائج التالية كفاءة المعالجة لمختلف السماكات وأقطار الحفر باستخدام الليزر YDFLP-200-M8-SW-V2، كمرجع فقط.
| قطر الحفر (مم) | وقت الحفر (ق) | ||
| 0.3 | 0.8 | 1.1 | 3.4 |
| 10 | 1.0 | 1.6 | 3.3 |
| 20 | 1.8 | 2.4 | 6.7 |
| 30 | 2.8 | 4.8 | 11.5 |
| 40 | 4.7 | 6.8 | 15.9 |
| 50 | 5.5 | 8.6 | 20.0 |
| 60 | 9.1 | 13.3 | 23.0 |
| 70 | 14 | 16.0 | 29.0 |
| 80 | 17 | 27.0 | 40.0 |
| 100 | 24 | 43.0 | 81.0 |
| 120 | 47 | 80.0 | / |
| 150 | 63 | / | / |
04. سلسلة ليزر JPT M8
تعتمد أجهزة الليزر من سلسلة JPT M8 هيكل مضخم طاقة المذبذب الرئيسي (MOPA). منذ إطلاقه في عام 2021، خضع لتكرارات وتحسينات متعددة، مما أدى إلى تطوير مستويات مختلفة من طاقة الليزر لتطبيقات مختلفة. تعد أجهزة الليزر منخفضة إلى متوسطة الطاقة (مثل 20 وات و50 وات) مناسبة لمعالجة الأسطح ونقش المواد الحساسة للحرارة. تعمل أجهزة الليزر ذات الطاقة المتوسطة والعالية (100 وات إلى 300 وات) بشكل ممتاز في التطبيقات ذات الكفاءة العالية والطلب العالي مثل القطع العميق والنقش العميق وتزيين الزجاج.
بناءً على ميزة تردد النبض القابلة للتعديل بشكل مستقل لسلسلة JPT M7، تركز سلسلة M8 على تحسين طاقة ذروة النبض وجودة الشعاع. تحافظ هذه السلسلة على جودة شعاع ممتازة في ظل ظروف التشغيل عالية الطاقة، مع قدرة ذروة تصل إلى 300KW. توفر أجهزة الليزر من سلسلة M8 الفعالة مستوى جديدًا من المعالجة عالية الكفاءة في مجال الأتمتة الصناعية.
| معامل | المواصفات الخاصه | ملاحظات |
| م² | <1.5 | / |
| متوسط طاقة الخرج (وات) | > 200 | / |
| طاقة النبض (ملي جول) | 0.95 مللي جول عند 12 نانو ثانية | / |
| عرض النبض (ns) | 6-200 | قابل للتعديل |
| الحد الأقصى لقوة الذروة (كيلوواط) | 300 | / |
| تردد التكرار (كيلو هرتز) | 1-4000 | قابل للتعديل |
| عدم استقرار طاقة الخرج (%) | <5 | 24 ساعة |
| الطول الموجي المركزي (نانومتر) | 1064 | / |
| قطر الشعاع (مم) | 3 ± 0.5 أو 11 ± 1 | / |
| نطاق تعديل الطاقة (%) | 0-100 | / |
| العرض الطيفي @ 3 ديسيبل (نانومتر) | <20 | عرض النطاق الترددي ثلاثي الأبعاد |
| اتجاه الاستقطاب | اعتباطيا | / |
| القدرة المضادة للانعكاس | نعم | / |
05. تطبيقات على خصائص المواد المعقدة
يمكن لأشعة الليزر عالية الطاقة من سلسلة M8 تحقيق تأثيرات لا تستطيع ليزر الألياف بالأشعة تحت الحمراء العادية تحقيقها، مثل وضع العلامات على البلاستيك. هناك العديد من الأنواع الشائعة من البلاستيك، وعادةً ما تعتبر أشعة الليزر الليفية بالأشعة تحت الحمراء 1064 نانومتر غير مناسبة لوضع العلامات على المواد البلاستيكية، مع استخدام ليزر الحالة الصلبة للأشعة فوق البنفسجية أو ليزر ثاني أكسيد الكربون بشكل شائع. ومع ذلك، فإن خصائص الحرارة المنخفضة لأشعة الليزر عالية الطاقة تجعل هذا الوسم ممكنًا.
بالمقارنة مع المشاكل المختلفة الموجودة في معالجة الاتصال التقليدية، فإن طريقة معالجة عدم الاتصال ذات الطاقة القصوى العالية، والليزر عالي الطاقة له مزايا كبيرة. على الرغم من أن الاستثمار الأولي أكبر، إلا أن استقرار المعالجة اللاحق أقوى، والاستثمار المستمر أقل. في التطبيقات ذات الخصائص المادية المعقدة والخصائص الفيزيائية، يمكن لسلسلة ليزر JPT M8 ذات الطاقة العالية الذروة، بجودة شعاع ممتازة وخيارات معلمات قابلة للتعديل، التعامل بسهولة مع المعالجة عالية الجودة وإكمالها.

خاتمة
يوفر الحفر بالليزر في معالجة الزجاج دقة وكفاءة لا مثيل لهما. تتمتع الأنواع المختلفة من الزجاج بمزايا ومتطلبات معالجة خاصة بها، وفهمها أمر بالغ الأهمية لتحقيق النتائج المثلى. توفر تكنولوجيا الليزر، خاصة مع التطورات مثل سلسلة الليزر JPT M8، حلاً متعدد الاستخدامات وفعالاً لمختلف احتياجات معالجة الزجاج. ومن خلال اختيار النوع المناسب من الزجاج، وتعيين المعلمات المناسبة، واستخدام أنظمة الليزر المتقدمة، يمكنك تحسين قدرات معالجة الزجاج لديك بشكل كبير. احتضن مستقبل معالجة الزجاج باستخدام تقنية الليزر وانقل مشاريعك إلى آفاق جديدة! اتصل بنا للحصول على مزيد من التفاصيل.




