Laser cutting is not hype. It fixes real production pain.
Sheet metal laser cutting is important because it removes the limits of old cutting tools. It gives repeatable accuracy, short lead times, and low scrap, even on complex parts.
Laser cutting has moved from “nice-to-have” to “must-have.” I watch clients at Kirin Laser clear bottlenecks, shrink costs, and win bigger bids once they switch. Let me show you why.

Why is laser cutting important?
Markets move fast. If you cut slow, you lose.
Laser cutting is important because it mixes speed, precision, and flexibility in one step. It replaces multi-stage tooling with clean, digital cuts, so factories ship products sooner and cheaper.
The value inside every pulse
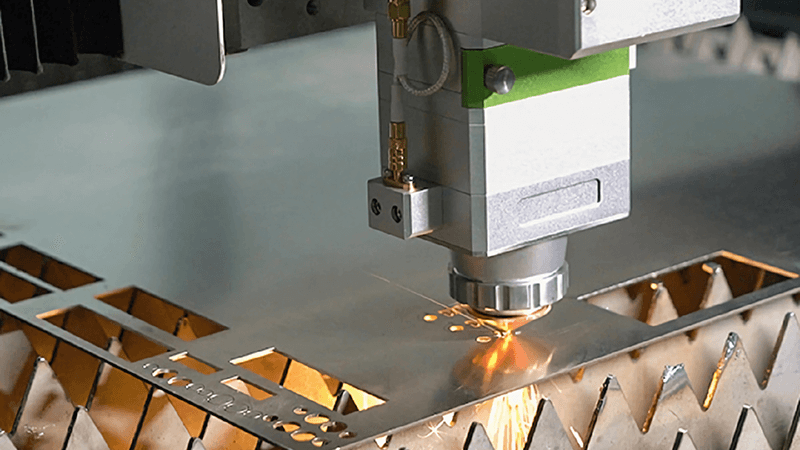
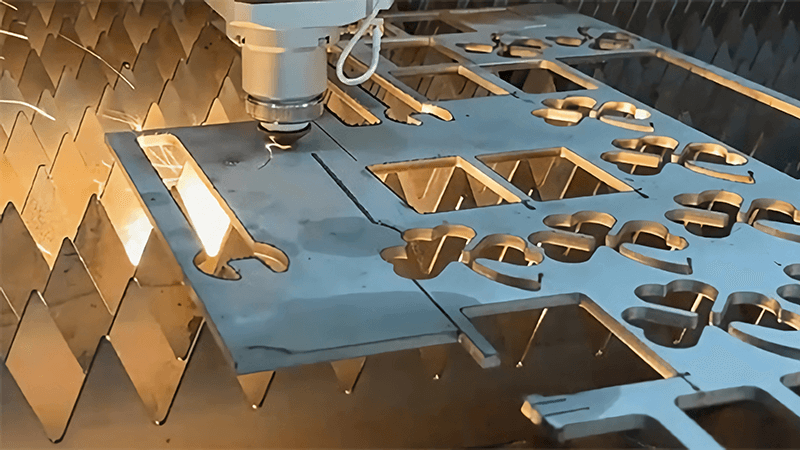
Fiber lasers hit metal with focused light. The beam is thin, so heat stays local. Parts stay flat. No burrs. No tool pressure. That frees engineers to draw shapes a shear or punch cannot match.
Three years ago an automotive client asked us to cut 0.8 mm steel vents—4,000 tiny slots on each door panel. Mechanical punches warped the panel, and rework was killing profits. Our 3 kW fiber laser finished a full panel in six minutes, slot size error under ±0.03 mm. Scrap fell by 92 %. Delivery time dropped from ten days to three.
How speed beats cost
Laser time is mostly beam-on time. Change the CAD file, press start, and the same machine makes a brand-new job with no hard tooling. That agility saves money on low and medium volumes where die cost would ruin the margin.
| Cutting Method | Typical Setup Time | Average Cut Speed (1 mm steel) | Tool Wear | Re-tool Cost |
|---|---|---|---|---|
| Shear | 30 min | High for straight lines | High | New blades |
| Punch Press | 1–2 h | Medium, limited geometry | Moderate | New punch set |
| Plasma | 45 min | High but rough edge | Low | Low |
| Fiber Laser | ≤10 min | High with smooth edge | None | None |
Smart production flow
Laser stations tie directly to MES software1. The nest program tracks material use in real time. Leftover skeleton weight feeds the costing system, so managers see waste before it hits the floor. This data loop powers lean decisions on the next shift.
The bottom line: laser cutting2 turns design freedom into profit. That is why procurement teams push for it even when budgets feel tight.
What is the importance of sheet metal in engineering?
Sheet metal is the silent backbone of machines.
Sheet metal matters in engineering because it mixes high strength with low weight, bends into almost any shape, and stays cost-effective at scale.
Strength without the bulk
Steel sheet can carry heavy loads at only a few millimeters thick. Aerospace grade aluminum sheet3 holds shape under vibration but weighs a third of steel. Engineers pick gauges to balance stiffness and mass. Laser cutting respects that balance because it keeps heat zones tight, so tensile strength stays near the mill base value.
| Common Gauge (mm) | Material Type | Typical Use Case | Key Property |
|---|---|---|---|
| 0.5 | 5052 Aluminum | Electronic enclosures | Light, corrosion-resistant |
| 0.8 | 301 Stainless | Auto interior panels | Springy, aesthetic finish |
| 2.0 | Mild Steel | Machinery guards | Rigid, low cost |
| 3.0 | 316 Stainless | Food processing bins | Sanitary, chemical-proof |
Forming freedom
Sheet bends, draws, rolls, and rivets. A single blank may leave the press brake as a strong box with little weld. Laser cut tabs and slots guide self-locating assembly, cutting fixture cost.
I once helped an HVAC customer switch from welded square duct to folded duct with self-lock seams. By adding laser-cut lances and notches, they snapped parts together on the floor. Welding dropped 80 %. Labor hours fell, safety rose, and air leaks went away.
Sustainability counts now
Thin sheet uses less raw material than thick plate or cast parts. Less metal equals less mined ore and lower freight weight. OEMs add this to their carbon scorecard. When brands report ESG numbers to investors, laser-cut sheet helps the math.
Sheet metal’s mix of adaptability, economy, and green points keeps it central in modern engineering.
What is laser cutting in sheet metal?
Laser cutting is light doing the work of knives.
Laser cutting in sheet metal is a CNC-controlled process where a high-power fiber laser beam melts and blows away metal along a programmed path, creating smooth edges and sharp corners without tool contact.
Inside the machine
- Source – A rack of diodes pumps energy into a fiber core, creating a 1.06 µm beam.
- Delivery – The beam travels inside a flexible fiber to the cutting head.
- Focus – A lens narrows the beam to 50–100 µm.
- Assist gas – Nitrogen or oxygen blows molten metal away.
- Motion – Servo motors move the head above the sheet on X, Y, and sometimes Z.
- Control – A CNC reads G-code4 from the nesting software.
| Parameter | Typical Range | Effect on Cut Quality |
|---|---|---|
| Power (kW) | 1 – 20 | Higher power pierces thicker sheet |
| Focus Offset (mm) | –1 … +1 | Adjusts kerf width |
| Assist Gas Pressure (bar) | 10 – 18 | Higher pressure clears dross |
| Feed Rate (m/min) | 5 – 60 | Too slow burns edge; too fast leaves burr |
Why fiber beats CO₂
Older CO₂ lasers use mirrors and gas mixtures. They cut well, yet need frequent alignment and high power to pierce thin reflectives. Fiber lasers have no mirrors; the beam stays in glass fiber, so efficiency rises past 40 %. Reflective metals like copper no longer bounce enough energy back to damage the source. That widens the material list a job shop can promise.
Case in motion
The automotive client in my intro struggled with roof-reinforcement brackets, 1.5 mm boron steel. Harder than typical mild steel, it dulled their punches weekly. Our 6 kW fiber laser sliced it at 12 m/min. Pierces took 0.15 s each. Production capacity tripled with the same floor space.
Laser cutting turns sheet into near-net parts in minutes, all under digital control. That is modern fabrication.

What are the advantages and disadvantages of laser cutting metal?
Every process has two sides.
Laser cutting offers extreme precision, automation, and low waste, but demands high upfront cost and faces thickness limits on very heavy plate.
Digging into the gains
- Accuracy – Kerf width is often under 0.1 mm. Holes down to 20 % of sheet thickness stay round.
- Speed – Nitrogen-assisted cutting5 flies through stainless up to 2 mm at over 40 m/min.
- Flexible geometry – One head can cut circles, micro-tabs, QR codes for traceability, even partial etch lines for fold guides.
- Automation – Load/unload towers run lights-out. Nesting software6 packs parts tight, saving material.
- Clean edge – Parts move straight to welding or coating with no deburr.
| Advantage Area | Detail | Typical Impact |
|---|---|---|
| Setup Flexibility | No hard tools | New part ready in <15 min |
| Edge Quality | Oxide-free with nitrogen | No grinding cost |
| Waste Reduction | Nesting can reach 90 % sheet use | Scrap cost falls |
| Labor Efficiency | Lights-out possible | Operators manage multiple machines |
Where lasers fall short
- Capital expense – A 6 kW system with autoloader can cost high six figures.
- Plate over 25 mm – Cutting this thick slows down and edges may need secondary machining.
- High electrical demand – Though efficient, a 10 kW head still pulls serious power.
- Need for skilled setup – Wrong focus or gas equals rough cuts and lens damage.
| Disadvantage Area | Root Cause | Mitigation |
|---|---|---|
| Upfront Cost | Machine hardware | Leasing, shared capacity |
| Thick Plate Limit | Beam divergence | Switch to plasma or waterjet |
| Reflective Metal Risk | Back-reflection | Use proper sensors, fiber optics |
| Maintenance Skills | Optics care | OEM training programs |
Balanced choice
At Kirin Laser we walk buyers through a payback study7. We map current part mix, predict run times, and price out gas and power. When the ROI shows under three years, most managers sign. When it does not, we propose a lower-power model or a shared production plan. The goal is fit, not oversell.

Conclusion
Laser cutting8 lifts sheet metal work to a level old tools cannot reach. It shrinks lead time, boosts accuracy, and gives engineers freedom to draw any profile they imagine. Yes, the machines cost money, but the return shows in lower scrap, steady quality, and new business that simpler shops cannot chase. At Kirin Laser I see customers move from urgent deadlines to confident schedules once a fiber laser joins their line. If your parts demand precision and your market rewards speed, laser cutting is not just nice—it is necessary.
-
Learn about MES software and its role in optimizing manufacturing operations, including real-time tracking and waste reduction. ↩
-
Discover how laser cutting technology can streamline production processes and reduce costs, making it a vital tool for manufacturers today. ↩
-
Learn about the lightweight and corrosion-resistant properties of aluminum sheet, essential for various construction applications. ↩
-
Learn how G-code controls CNC machines for precise laser cutting, crucial for achieving high-quality results in fabrication. ↩
-
Explore the advantages of nitrogen-assisted cutting, including speed and edge quality, to enhance your understanding of laser technology. ↩
-
Learn how nesting software optimizes material usage and reduces waste, crucial for cost-effective manufacturing processes. ↩
-
Discover the significance of payback studies in evaluating ROI for manufacturing investments, ensuring informed decision-making. ↩
-
Find the best laser cutting machine from Kirin Laser, and clicking this link to get your best solutions and prices for your business. ↩




