I face messy codes, tight lines, and zero room for waste. A small laser marker fixes that. It is compact. It is fast. It is clean. It turns chaos into repeatable marks.
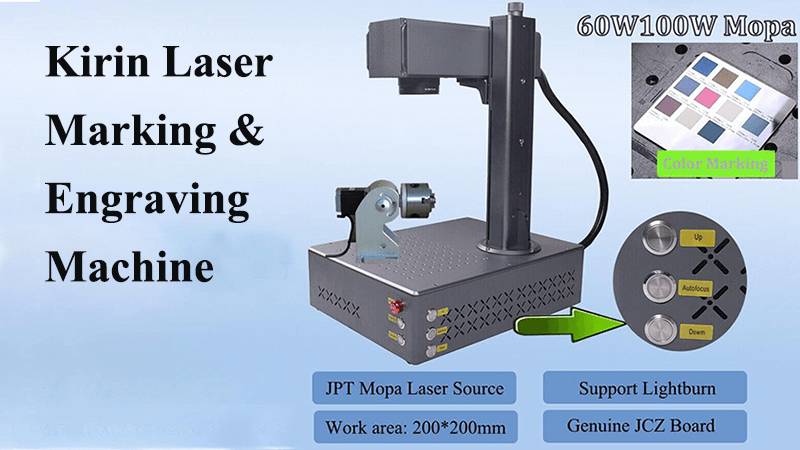
A small laser marking machine is a compact, air-cooled fiber unit that sits on a bench, runs on 110V, and makes permanent marks on metals and some plastics. It prints serials, QR codes, and logos with no ink and no labels. It is portable, reliable, and easy to set up.
I build and OEM laser systems at Kirin Laser. I design for distributors and factories that need stable marks and simple setup. I care about clean codes, quick cycles, and low cost per mark. I also care about uptime. This is why I push small fiber markers for traceability cells, pilot runs, and mobile rework. I saw the same needs in many plants. I learned what works the hard way.
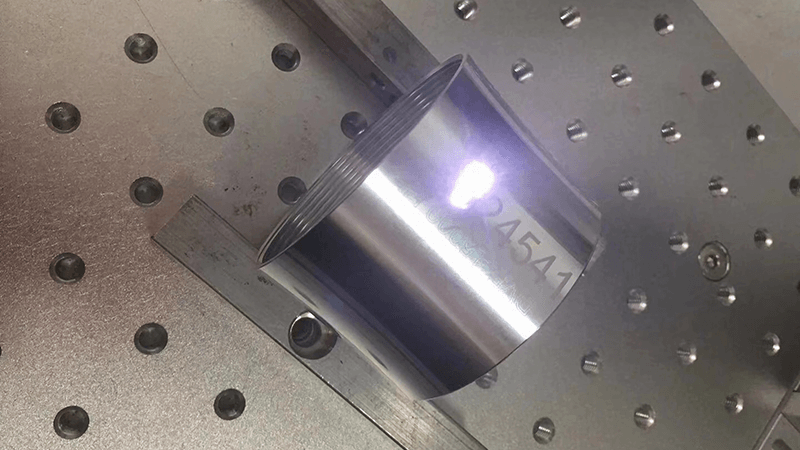
Last spring, a Midwest distributor called me. Inkjet codes were smearing. Labels were on backorder. Rework piled up. I rolled in a small 30W fiber marker, bench-top, 110V, rotary-ready. We templated SKUs and QRs in 15 minutes. Auto-focus locked. Cycle time fell to 2.5 seconds per part. No consumables. Zero unreadable codes. The cart moved between cells. The team smiled. I kept that win in my pocket and used the same playbook again and again.
What are the different types of laser marking machines?
I see teams confuse laser type with machine type. That confusion wastes time and money. I frame the choice by part material, throughput, and mark quality. Then I match it to a machine class. That clears the noise.
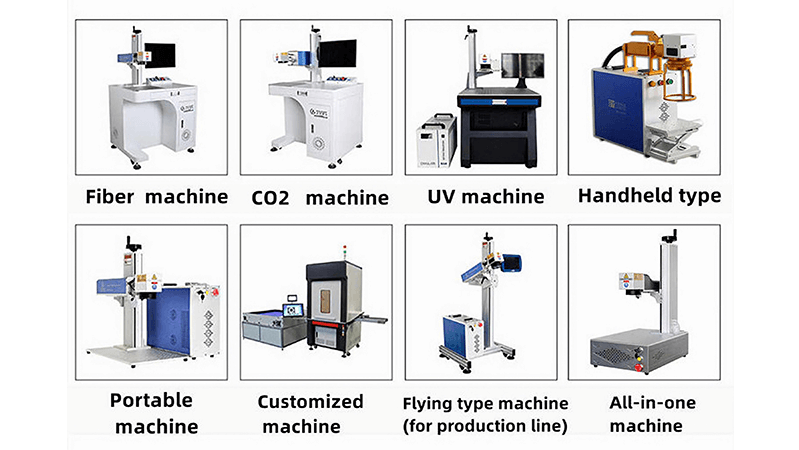
You can group laser marking machines by their laser source and by their form. The main sources are fiber, CO2, UV, green, and diode. The main forms are bench-top, handheld, integrated, and portable cart systems. I use this map to make fast, clear choices for each job.
Machine classes I deploy and why they matter
I design and supply several classes under Kirin Laser. I also OEM for partners who want their brand on the frame. I keep the classes simple, so my partners can pick fast and stock smart.
-
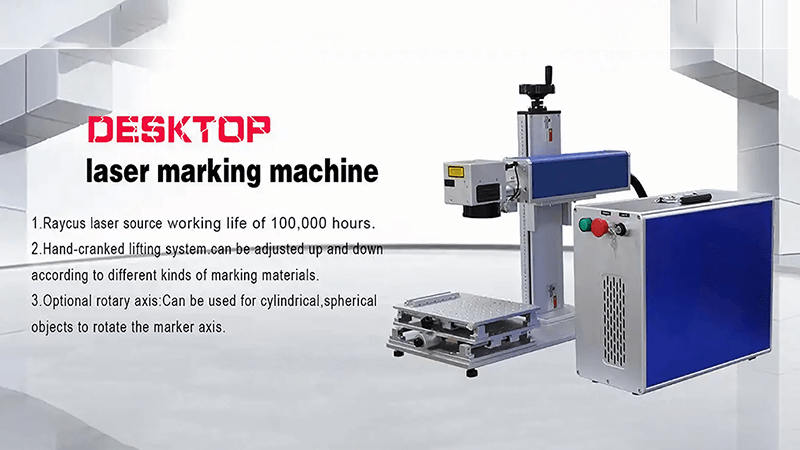
Bench-top fiber marker1: This is my small workhorse. It is air-cooled, 20–50W, with galvo scanning and a 110V plug. It marks steel, aluminum, brass, and some engineered plastics with the right settings. It has zero consumables. It fits small cells. It fits pilot lines. It locks cost.
-
Portable/handheld fiber marker2: I use this for large or fixed parts. It has a portable head with a safety shroud. It marks frames, pipes, and installed gear. It can be cart-mounted. It is also air-cooled. It trades a bit of speed for reach.
-
CO2 marker3: I use this for organics and polymers. It marks wood, paper, leather, and many plastics with a clean contrast. It can engrave lightly. It is best in packaging lines and label-free date coding. It is often 30–60W with a galvo head.
-
UV marker (355 nm)4: I pick UV when I need fine marks on sensitive plastics, glass, or medical parts. The heat-affected zone is small. The contrast is high. The power is lower, 3–10W, but the edge is very sharp. It is a good fit for electronics and pharma.
-
Green laser (532 nm)5: I use green when I need higher absorption than IR on copper or gold and when UV is not required. It sits between fiber IR and UV in both effect and cost.
-
Integrated/in-line systems6: I build these when a line needs a safety enclosure, I/O to PLCs, and fixtures. The laser can be fiber, CO2, or UV. The enclosure brings Class 1 safety. The tooling brings repeatable focus and cycle time.
Here is how I map machine class to a use case at a glance.
| Machine class | Best for materials | Typical power | Coolant | Strengths | Watch-outs |
|---|---|---|---|---|---|
| Bench-top fiber (IR) | Metals, some dark plastics | 20–50W | Air | Small footprint, fast, no ink | Light plastics may need UV |
| Handheld fiber (IR) | Metals, large/fixed parts | 20–50W | Air | Flexible reach, mobile | Hold steady; jig helps |
| CO2 galvo | Organics, many polymers | 30–60W | Air | Great for packaging | Weak on metals |
| UV galvo | Plastics, glass, sensitive | 3–10W | Air | High contrast, tiny features | Higher cost per watt |
| Green galvo | Copper, gold, some plastics | 5–15W | Air | Better absorption than IR | Niche; slower than fiber on Fe |
I keep this table on hand during calls. It cuts loops in half. My small fiber bench unit sits in the top-left. It covers most metal marks with no fuss. When a partner needs label-free on cartons, I go CO2. When they show clear plastics or micro text, I go UV. I do not try to force a tool where it does not fit. That rule saves my partners time and keeps my support tickets low.
What is the purpose of a laser marking machine?
I hear many goals in one sentence: permanent marks, fast cycles, low cost, and easy audits. A laser marker does all of these at the same time. It turns data into a durable code, on demand, with no ink.
The purpose is simple. A laser marking machine makes permanent, readable marks for traceability, branding, and compliance. It replaces inks and labels. It lowers cost per mark. It improves uptime. It gives clean codes that scanners read the first time. It helps audits and recalls.
What I solve for my buyers and why it sticks
I sell to wholesalers, distributors, and integrators. I also support end users through them. Each group wants stability, clear costs, and fast support. A laser marker helps each group in a direct way.
-
Traceability7: I generate serial numbers, QR codes, batch IDs, and lot codes. I link them to ERP or MES if needed. I can trigger marks from a PLC, a foot pedal, or a barcode scan. I can lock templates to reduce human error. When a recall happens, the mark saves hours and protects the brand.
-
Branding8: I engrave logos and product info with sharp edges and steady contrast. This matters in tools, knives, medical devices, and electronics enclosures. Brand teams want clean lines. The laser gives that look, job after job.
-
Compliance9: I meet standards like UDI, CE, RoHS marks, and country-of-origin. I tune code size and dot shape to meet verifier grades. I also maintain a validation pack when the customer needs IQ/OQ/PQ. This is common in medical and pharma.
-
Cost and uptime10: My small fiber marker runs with zero consumables. It draws low power. It needs little care. The galvo has few wear points. The lens needs a quick wipe. The cost per mark drops to almost nothing. This is why many buyers switch from inkjet or labels to laser.
-
Flexibility: I can switch from one SKU to another in seconds. I save templates. I sync settings with a file. I plug into 110V in the U.S. I wheel the cart to a new cell. I am live again in minutes. I do not wait for air lines, inks, or changeover kits.
Here is how these payoffs look in a simple view.
| Goal | What I deliver | How it shows up on the floor |
|---|---|---|
| Traceability | 2D codes that grade A/B | Fewer scan fails; faster QA |
| Branding | Sharp logos and text | Clean finish; fewer rejects |
| Compliance | UDI/CE/RoHS marks per spec | Audit-ready documents and settings |
| Cost | No ink, no labels, low power | Lower COGS; less downtime |
| Flexibility | Quick changeover and templates | Faster line change; simple training |
I keep the purpose clear in every quote. I write one line: the machine must make clean, permanent marks at the rate the line needs, at the lowest total cost. If my plan does that, I proceed. If not, I change it.
What are the 5 types of lasers?
I talk about five laser types for marking because they cover most needs. Each type has a wavelength. Each wavelength interacts with materials in a different way. That is the key.
The five types are fiber (IR, 1064 nm), CO2 (10.6 µm), UV (355 nm), green (532 nm), and diode (various NIR/blue). I choose based on material absorption and mark quality. Fiber fits metals. CO2 fits organics. UV and green fit fine plastic and copper work. Diode fits labels, thin films, and some plastics.
How I match laser type to material and why it works
I start with material absorption curves11. I do not guess. Metals absorb infrared from fiber well. Paper and wood absorb CO2 very well. Many clear plastics do not absorb IR, but they do absorb UV. Copper reflects IR, but it absorbs green better. Once I align the physics, the process falls into place.
-
Fiber laser (1064 nm IR): This is my default for stainless steel, carbon steel, aluminum, brass, and titanium. It gives deep engraving and black/annealed marks with the right fluence and speed. I use 20–50W for small bench systems. I add MOPA when I need color marks on stainless or better control on plastics. It is durable, air-cooled, and fast.
-
CO2 laser12 (10.6 µm): I use CO2 for organics, paper, cardboard, wood, leather, and some plastics like ABS and acrylic. It ablates or chars the surface. It gives strong contrast without touching the metal space. It is common in packaging lines for date codes and labels.
-
UV laser13 (355 nm): I use UV for fine marks on plastics, glass, and silicon. The process is often “cold” marking. The heat-affected zone is small. The edges are sharp. It is great for micro text, medical devices, and electronics with sensitive parts.
-
Green laser14 (532 nm): I pick green for copper, gold, and some clear or white plastics when IR fails. It has better absorption on copper than IR. It can make stable, readable codes on batteries, PCBs, and connectors.
-
Diode lasers (NIR or blue): I use diode for specific films, coated labels, and some pigments. Blue diode can mark some plastics and PCBs with good contrast. It is less common for deep metal engraving. It shines when a small, low-cost tool can solve a niche label-free need.
Here is a quick map I share with new buyers.
| Laser type | Wavelength | Best materials | Typical power | My go-to use |
|---|---|---|---|---|
| Fiber IR | 1064 nm | Metals, some dark plastics | 20–100W | Serial/QR on metal parts, tools, devices |
| CO2 | 10.6 µm | Paper, wood, leather, many plastics | 30–60W | Packaging date codes, label-free carton marks |
| UV | 355 nm | Plastics, glass, silicon | 3–10W | Micro text, UDI on plastic, electronics |
| Green | 532 nm | Copper, gold, some white plastics | 5–15W | Battery tabs, connectors, PCB components |
| Diode | 405–980 nm | Films, coated labels, pigmented PL | 5–20W | Thin films, special labels, low-heat marking |
I keep samples from each laser in my demo case. I show them side by side. People see the difference in seconds. The right wavelength removes doubt. It also reduces support calls. That is good for my partners and for me.
Which type of laser machine is best?
I often hear this question in a rush. People want one answer. I give a short one and a clear path. The best machine is the one that matches your parts, your rate, and your budget. Then it must be simple to run.
For most metal parts, the best small machine is an air-cooled fiber laser, 20–50W, bench-top, 110V, with a fast galvo and a stable lens. For sensitive plastics or glass, UV is best. For paper and wood, CO2 is best. I choose power, lens, and fixtures to hit the cycle time with clean codes.
My selection method and the trade-offs I tell every buyer
I use one method. I call it MTR: Material, Throughput, Risk15. I run through it in each call. It keeps me honest. It keeps my buyers safe.
-
Material: I test the actual part. I check absorption, reflectivity, and surface finish. For metals, fiber is first. For organics, CO2 is first. For sensitive plastics and glass, UV is first. For copper and gold, I test green. I also look at coatings and anodizing, because they change absorption.
-
Throughput: I set a real cycle time goal. If the line needs 3 seconds per mark, I size power and lens for that. A 30W fiber with a 160 mm lens may hit it. A 20W with a 210 mm lens may not. I adjust speed, frequency, and passes. I watch heat build. I do not chase speed at the cost of code grade.
-
Risk: I check safety, maintenance, support, and spare parts. I choose air-cooled units for small cells, because they are simple. I add Class 1 enclosures when the floor is open. I stock spare galvos, lenses, and sources. I write a short SOP and lock parameters in the template.
I put these inputs into a simple decision view.
| Need | Best pick | Why I pick it | What I check next |
|---|---|---|---|
| Metal parts, small cell | 30W bench fiber, air-cooled16 | Speed, permanence, 110V, no consumables | Lens size, jig, code grade |
| Plastics, fine text | 5–10W UV bench system17 | Small heat zone, high contrast | Material test, safety enclosure |
| Cartons/wood/leather | 30–60W CO2 galvo | Strong absorption, fast surface marks | Fume extraction, contrast |
| Copper tabs/connectors | 10W green galvo | Better absorption than IR fiber | Fixture, focus tolerance |
| Large fixed parts | Handheld fiber with shroud | Reach, mobility, no part move | Stabilizer jig, operator training |
Now I go back to the story from last spring. The team had inkjet issues. They did not want inks. They had 110V and rolling carts. They needed 2.5 seconds per part. They used metal parts. I picked a 30W bench fiber with a 160 mm lens and auto-focus. I used a small rotary for round parts. I locked the QR template. It worked on day one. It kept working. That is my standard for “best.”
I build and OEM these at Kirin Laser18. I tune for distributors. I keep the frames simple. I let partners rebrand. I include remote support and clear wiring prints. I ship with test plates and saved templates. This is how I reduce setup time in the field. This is also how I protect margins for my partners.

Conclusion
A small laser marking machine19 gives me clean, permanent, low-cost marks in a compact setup. I match the laser type to the material, the power to the cycle time, and the machine form to the floor. For most metals, a 20–50W air-cooled fiber bench system is my best pick. For plastics and glass, I use UV. For paper and wood, I use CO2. I build and OEM these at Kirin Laser so my partners can sell with confidence and support with speed.
-
Explore the advantages of Bench-top fiber markers for efficient and precise marking in various applications. ↩
-
Learn about the functionality and versatility of portable fiber markers for large or fixed parts. ↩
-
Discover the range of materials that CO2 markers can effectively engrave, enhancing your packaging and labeling processes. ↩
-
Find out how UV markers are used for fine marking on sensitive materials, ideal for electronics and medical parts. ↩
-
Understand the benefits of green lasers for high absorption on metals like copper and gold. ↩
-
Explore how integrated systems enhance safety and efficiency in laser marking applications. ↩
-
Explore how traceability enhances efficiency and safety in manufacturing processes. ↩
-
Learn how effective branding can elevate product value and customer loyalty. ↩
-
Understand the essential compliance standards to ensure safety and marketability in the medical field. ↩
-
Discover strategies to minimize production costs while maximizing operational efficiency. ↩
-
Understanding material absorption curves is crucial for selecting the right laser for specific materials, enhancing efficiency. ↩
-
Explore the versatility of CO2 lasers in engraving and marking various organic materials effectively. ↩
-
Discover how UV lasers provide precise, low-heat marking solutions for sensitive materials. ↩
-
Learn about the unique advantages of green lasers for marking metals and clear plastics. ↩
-
Explore the MTR method to understand how it can enhance decision-making in various industries. ↩
-
Learn about the advantages of 30W bench fiber lasers for efficient marking and engraving. ↩
-
Discover how UV bench systems operate and their applications in marking sensitive materials. ↩
-
Find out more about Kirin Laser's offerings and how they can meet your laser marking needs. ↩
-
Find the best laser marking machine and laser marking solutions from Kirin Laser, clicking this link to get all your needs for your business. ↩




