If you’ve ever tried tapping metal threads manually, you know how slow, error-prone, and costly it can get—especially at scale. But what if the laser cutter could do most of the work for you?
To cut threads in metal using a laser, we first use a fiber laser cutter to make a precise pilot hole, typically undersized by 10–20%. The threading is then finished using a CNC tapper or manual process. This method saves time and extends tool life.
Laser thread preparation is now standard in many high-precision manufacturing workflows. In this article, I’ll walk you through the process, explain how fiber lasers help, and share insights from real customers who’ve streamlined production with this method.

What is the process of laser cutting metal?
Laser cutting is a game-changer in metal fabrication, but it's not magic—it’s engineering precision driven by light.
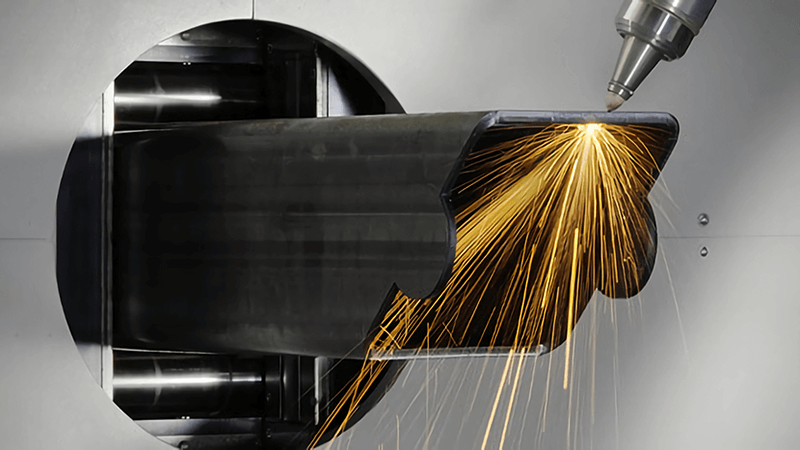
The process of laser cutting metal involves focusing a high-energy laser beam onto the surface of the metal to melt, burn, or vaporize the material. A nozzle with assist gas (typically oxygen or nitrogen) blows the molten material away, creating a clean, narrow cut.
How Fiber Laser Cutting Works
Let’s break it down into structured steps and considerations.
Step-by-Step Metal Laser Cutting
| Step | Description |
|---|---|
| 1. CAD Design | Create a drawing or import a file (DXF, AI, etc.) |
| 2. CAM Preparation | Nest the design, set parameters like power, speed, gas |
| 3. Focus the Beam | The fiber laser is auto-focused to optimize energy delivery |
| 4. Assist Gas | Oxygen (for carbon steel) or Nitrogen (for stainless/aluminum) is injected |
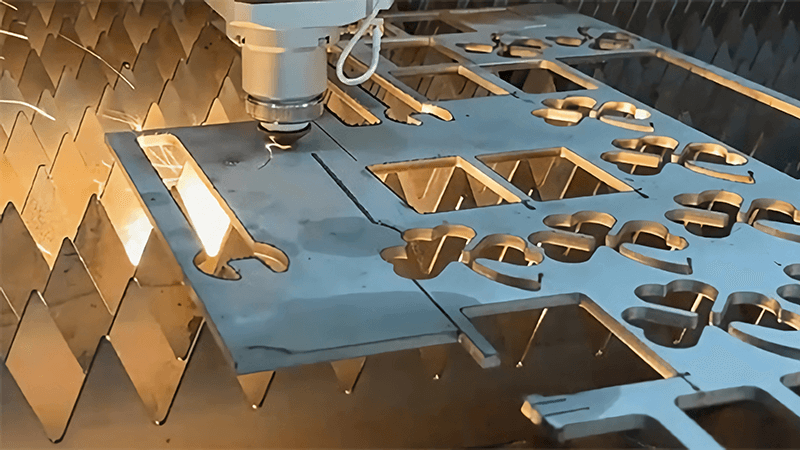
| 5. Execution | The laser cuts with micron-level precision1 |
| 6. Edge Quality Check | Minimal dross or burrs—often no secondary finishing needed |
At Kirin Laser, we specialize in fiber laser cutting2 systems that consistently deliver sharp, burr-free cuts. This is essential when prepping pilot holes for tapping threads, where clean edges reduce tap breakage and tool wear.
The Real Advantage
I’ve seen many customers move away from plasma or CO₂-based cutting systems because of excessive edge hardening and inconsistent cut width. Fiber lasers solve these issues with:
- Narrower kerf (cut width)
- Better edge smoothness3
- Minimal heat-affected zones
- Reduced post-processing

How to cut a thread in metal?
This is where precision meets practicality. A thread in metal isn’t something you can just burn in—you need a process.
To cut a thread in metal, start by laser-cutting a pilot hole slightly smaller than the thread’s nominal diameter. Then use a tap—manually or with CNC—to form the thread. Laser-cut holes reduce wear on taps and ensure consistent thread engagement.
Why Laser-Cut Pilot Holes?
Let’s take a practical look:
Tapping Preparation vs Traditional Drilling
| Method | Speed | Accuracy | Tool Life | Post-Processing |
|---|---|---|---|---|
| Manual Drilling + Tapping | Slow | Variable | Short | High |
| Laser + CNC Tapper | Fast | Precise | Long | Minimal |
In one project, I worked with a client producing custom enclosures. They used to drill and tap manually. The switch to our fiber laser cutters4 allowed them to batch-cut pilot holes5 directly from CAD. With a tight tolerance and smooth entry, their CNC tapper6 could work twice as fast. The reject rate dropped by 40%, and they scaled production without hiring more labor.
Key Considerations for Laser + Tap Workflow
- Undersize Pilot: 80–90% of the tap diameter
- Edge Cleanliness: Fiber lasers keep edges smooth
- Thermal Effects: Minimal hardening with proper parameters
- Automation: Easily pairs with robotic tapping systems

What type of laser is best for cutting through metal?
With so many laser types out there, it’s easy to get confused. But in metal, only one wins consistently.
Fiber lasers are the best type of laser for cutting through metal. They offer high energy efficiency, low maintenance, fast cutting speeds, and excellent edge quality. They're especially effective for stainless steel, aluminum, and carbon steel.
Fiber Laser vs Other Types
Let’s compare the contenders.
Metal Laser Comparison Table
| Laser Type | Best for | Limitations |
|---|---|---|
| Fiber Laser7 | All metals incl. reflective (aluminum, copper) | Costlier than CO₂ upfront |
| CO₂ Laser | Non-metals, acrylic, wood | Poor metal performance |
| Crystal (Nd:YAG) | Very thin metal, medical use | Fragile, short lifespan |
From my experience at Kirin Laser, fiber lasers are the backbone of most modern metal shops. They’re also the least maintenance-intensive8 and can run continuously in production lines. For thread preparation, their beam quality makes all the difference. You get cleaner holes, tighter tolerances, and better tap alignment.
Why Customers Prefer Fiber
- Higher Cutting Speeds: Up to 4x faster than CO₂ on metal
- No Mirror System: Uses fiber optics—less alignment needed
- Power Options: Ranges from 1kW to 20kW depending on thickness
- Plug-and-Play Integration: Works well with automation cells
If you’re dealing with high-mix, low-volume manufacturing or tight turnaround projects, fiber is the only way to go.
How does a laser cutter work step by step?
Understanding the steps helps you diagnose, optimize, and improve efficiency. So let’s lay it out.
A laser cutter works by following these steps: design import, parameter setup, laser focusing, gas assist, material melting or vaporization, and removal of molten metal using pressure. This forms a cut that is clean, accurate, and repeatable.
Full Workflow Walkthrough
Here’s how a typical job runs on a Kirin Laser fiber cutter9:
Laser Cutting Step Table
| Step | Task | Note |
|---|---|---|
| 1 | Import CAD | DXF, SVG, or AI format |
| 2 | Assign Parameters | Power (W), speed (mm/s), gas type, focus offset |
| 3 | Focus Beam | Autofocus lens adjusts in real time |
| 4 | Cut Execution | Starts cut via G-code or software command |
| 5 | Assist Gas Push | Blows molten metal out of the kerf |
| 6 | Edge Inspection | Camera or operator check |
I often recommend our clients to document and optimize each of these steps. For example, by tuning nitrogen pressure and beam focus, one customer reduced their burr rate10 by 60%—meaning less grinding and polishing downstream.
Pro Tip
Add an extra quality check11 right after the cut. If you're preparing for threading, run a quick go/no-go gauge on pilot holes. That one step can prevent expensive tap breakage later.
Conclusion
Laser-cutting threads in metal isn’t about skipping the tap. It’s about preparing better. With fiber lasers, we can produce cleaner, tighter pilot holes that reduce tool wear and increase threading speed. At Kirin Laser, I’ve seen how switching to laser-cutting12 pilot holes can cut costs, reduce rejects, and open the door to automation. Whether you’re upgrading a small fab shop or scaling industrial production, precision starts with the beam.
-
Understanding micron-level precision can help you appreciate the quality and accuracy of laser cutting processes, crucial for various applications. ↩
-
Explore the advantages of fiber laser cutting technology, including precision and efficiency, to enhance your understanding of modern cutting methods. ↩
-
Discover why edge smoothness is vital for the quality of cuts and the overall performance of finished products in manufacturing. ↩
-
Explore how fiber laser cutters enhance precision and efficiency in manufacturing processes, leading to better outcomes. ↩
-
Discover the critical role of pilot holes in ensuring accuracy and reducing waste in machining, a must-read for manufacturers. ↩
-
Learn how CNC tappers can significantly boost production speed and accuracy, making them essential in modern manufacturing. ↩
-
Explore the benefits of Fiber Lasers, including speed and efficiency, to understand why they are preferred in modern manufacturing. ↩
-
Discover why Fiber Lasers require less maintenance, making them a cost-effective choice for continuous production lines. ↩
-
Explore the features of the Kirin Laser fiber cutter to understand its capabilities and how it can enhance your cutting processes. ↩
-
Learn effective strategies to minimize burr rate in laser cutting, which can lead to significant cost savings in post-processing. ↩
-
Discover why implementing quality checks in laser cutting is crucial for maintaining high standards and preventing costly errors. ↩
-
Find the best laser cutting solutions and products from Kirin Laser, clicking this link to get your best product with best price. ↩




