A single flawed joint can stop an entire production line. I have been there, felt the panic, and paid the cost.
Laser welding works because a coherent beam focuses extreme energy onto a narrow spot, melting and fusing metal with almost no wasted heat. That tight control gives me strong, clean seams—even on metals once thought impossible to join.
Every time I demo a Kirin fiber welder, the noise on the shop floor fades. Operators lean closer, curious why the bead looks so smooth. I hook them in and keep them reading.

What is the basic working principle of a laser?
Customers sense risk when the light source looks mysterious. I start with that anxiety, then show how we tame photons.
A laser relies on stimulated emission: energy pumps a gain medium, mirrors trap photons until they align in phase, and a fraction escapes as a powerful, coherent beam. Fiber construction locks that beam inside glass, raising efficiency and stability.
Stimulated emission in plain terms
Atoms absorb pump-diode light and jump to higher states. They decay, emit photons, and trigger neighbors to do the same. Mirrors bounce photons back, forcing them to march in step. One mirror lets 1–5 % leak out. That leak is the working beam.
Why fiber beats older cavities
- No free-space drift: Light stays in a 10 µm glass core, so alignment never drifts.
- High pump coupling: Diodes couple straight into the fiber cladding. Little energy turns into heat.
- Compact footprint: A 3 kW source fits in a 19-inch rack.
| Metric | Fiber Laser | Lamp-Pumped Nd:YAG | CO₂ Laser |
|---|---|---|---|
| Electrical → optical eff. | 35–45 % | 3–5 % | 10–15 % |
| Beam quality (M²) | <1.2 | 5–20 | 2–5 |
| Typical maintenance cycle | 20 000 h | 2 000 h | 8 000 h |
| Cooling load per kW | 0.6 kW | 3 kW | 2 kW |
Focus and power density1
I focus the beam to 30–80 µm. Power density jumps above 1 × 10⁸ W/cm². That melts most engineering alloys in under a millisecond. Nearby metal hardly warms, so parts stay straight.
Personal example
A medical-device line once used four CO₂ units to mark and tack stent blanks. Alignment drift cost them two hours a week. We swapped in a 500 W fiber laser2. Downtime fell to minutes per month, and their scrap rate dropped 18 %.

What is the theory of laser welding?
Designers fear distortion and cracks. I remind them of that threat, then reveal the physics that removes it.
Laser welding theory blends optical absorption, keyhole dynamics, rapid cooling, and metallurgical control. I steer energy density, travel speed, and shielding gas so the melt pool stays narrow and solidifies without defects.
Keyhole formation and stability
When power density3 passes ~1 MW/cm², surface metal vaporizes, forcing a deep cavity. Multiple reflections inside the cavity absorb 80–95 % of the incoming light.
| Parameter | Low Value | High Value | Result on Keyhole |
|---|---|---|---|
| Peak power | 500 W | 6 kW | From shallow melt to deep |
| Focus offset | +2 mm | 0 mm | Wider cap vs. narrow spine |
| Spot oscillation amp. | 0 mm | 0.5 mm | Smoothes walls, less spatter |
I monitor plume intensity with an inline photodiode. If the keyhole collapses, the plume dims. The controller boosts power within 5 ms to recover.
Microstructure control
Cooling rates of 10⁵–10⁶ K/s refine grains. For austenitic steel, that means less delta ferrite. For aluminum, it reduces Mg₂Si platelets. I sometimes add wire with 2 % Si to cut cracking in 6XXX alloys.
Dissimilar metals
Titanium melts at 1 668 °C, aluminum at 660 °C. By tilting the beam 10°, I bias energy toward Ti, letting Al melt from conduction, not direct beam. The joint forms a TiAl₃ layer under 5 µm—thin enough to stay ductile.
| Alloy Pair | Strategy | Max IMC Thickness | Result |
|---|---|---|---|
| Ti–Al | Beam tilt + He shield | <5 µm | Passes bend test |
| Cu–Al | Fast scan + oscillation | <7 µm | Low electrical loss |
| SS–Zn-coated steel | Short pulse + pre-clean | None (vaporized) | No porosity |
Story from the floor
My aerospace client struggled to weld a Ti fuel header to Al lines. TIG caused long HAZ and leaks. We switched to a 2 kW fiber laser with spiral wobble at 200 Hz. Leak tests showed zero failures over 2 000 parts, and X-ray scans confirmed no porosity.

What is the process of laser welding?
A sloppy procedure turns even the best machine into scrap metal. I surface that fear, then lay out the disciplined flow.
Laser welding follows six controlled steps—clean, fixture, align, tune, weld, inspect. Each step uses calibrated optics and logged parameters, giving me repeatability part after part.
Step-by-step breakdown
| Step | Objective | Tools on Kirin System | KPIs Tracked |
|---|---|---|---|
| 1. Clean | Remove oil/oxide | 100 W laser cleaner, acetone | Surface energy (mN/m) |
| 2. Fixture | Hold gap ≤0.05 mm | Magnetic clamps, vacuum jigs | Gap width, run-out |
| 3. Align | Place beam on joint center | Red pilot, SmartVision camera | Deviations (µm) |
| 4. Tune | Set power, duty, wobble | HMI recipe manager | J/mm, focal shift (µm) |
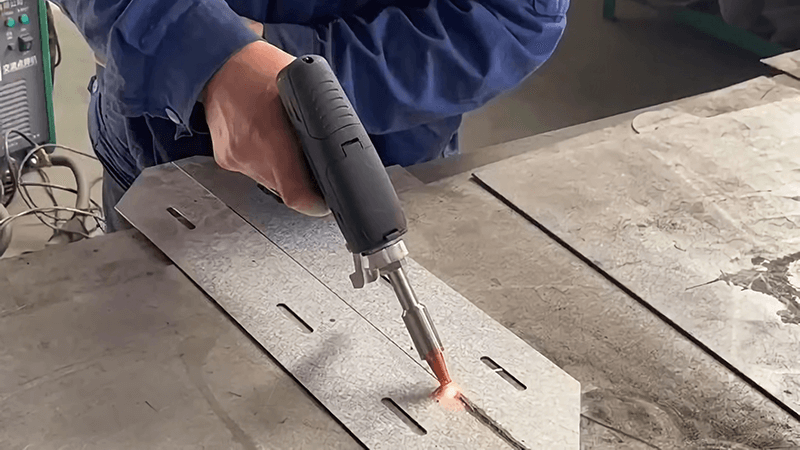
| 5. Weld | Execute motion | Handheld head, or robot | Speed, plume intensity |
| 6. Inspect | Verify integrity | Blue-light scanner, X-ray | Pore %, bead geometry |
Advanced tuning levers
- Temporal shaping: I use a fast rise to pierce oxide, a lower plateau to maintain keyhole, then a tail to reduce crater.
- Spatial wobble: Circles, figure-eights, or Spirals. A 0.3 mm figure-eight widens beads on zinc-coated steel, avoiding overlap gaps.
- Adaptive power4: Closed-loop module modulates ±10 % if reflection changes, holding energy constant.
Inline monitoring5
Our photodiode captures plume brightness at 100 kHz. A drop >15 % triggers automatic stop. Logged waveforms map to part serial numbers, giving traceability for ISO 13485 lines.
Post-processing integration6
Because distortion is tiny (<0.05 %), most parts skip straight to painting or anodizing. On EV battery tabs, we feed cells from welding to laser marking in one conveyor. That saves a full handling robot.
Real-world result
An automotive Tier 1 supplier replaced three MIG cells with one 3 kW Kirin laser cell. Parts per shift rose from 1 200 to 3 600. Power use fell 32 %. Maintenance logged one tip change in three months—versus daily for MIG.
%[operator-console](https://kirinlaser.com/wp-content/uploads/2025/03/fiber-laser-welding-battery-demonstration.png" alt="Laser welding battery terminals with precision "Operator setting parameters")
What is laser welding best for?
Buyers want proof that the investment pays back sooner than rivals. I list the sweet spots and the numbers that back them.
Laser welding shines in sectors that need tight heat control, high speed, and automated traceability—EV batteries, medical implants, aerospace skins, precision sensors, and high-end consumer goods. Its narrow bead, low distortion, and clean finish slash downstream costs.
Thin metals and foil joints
| Use Case | Thickness (mm) | Speed (mm/s) | Quality Gain |
|---|---|---|---|
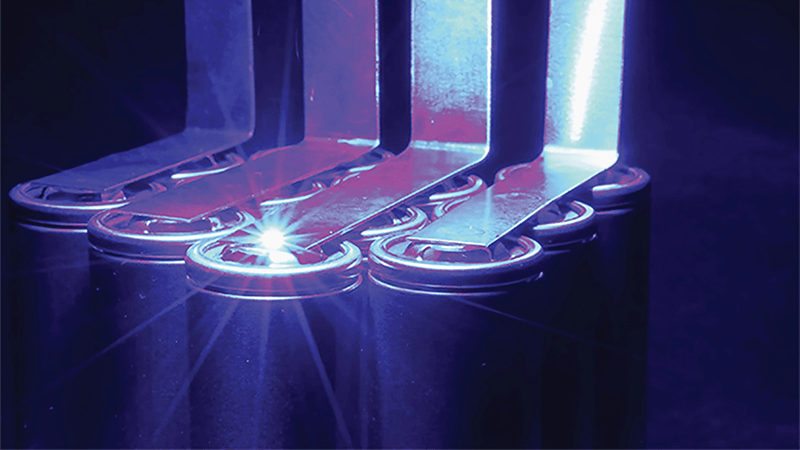
| EV battery tabs | 0.10–0.25 | 120–250 | <2 mΩ resistance |
| Solar ribbon | 0.20 | 150–300 | 25 % faster than ultrasonic |
| Medical stents | 0.05 | 40–60 | No burrs, no recast |
On a battery line, every milliohm matters. Our laser joins copper and aluminum tabs7 with a tapered pulse that limits intermetallic growth. Cells stay cooler, and pack efficiency rises 3 %.
Dissimilar and reflective materials
| Alloy Pair | Problem with TIG/MIG | Laser Solution | Outcome |
|---|---|---|---|
| Cu–Al | Blow-through, high IMC | 5 kW CW + spiral wobble | Pull-test >5 kN |
| SS–Ni | Cracking | 800 W QCW + narrow pulse | Zero cracks on 1 000 pcs |
| Ti–Al | Distortion, leaks | 2 kW CW + beam tilt 10° | Helium leak <1×10⁻⁷ mbar·L |
High-volume automation
A single six-axis robot covers welds, cleaning, and QC in one enclosure. Our SmartCell platform logs every parameter per part8.
| Metric | MIG Cell | Kirin Laser Cell |
|---|---|---|
| Cycle time (s) | 12 | 4 |
| Operators needed | 3 | 1 |
| Floor space (m²) | 18 | 9 |
| OEE after 6 mo (%) | 62 | 88 |
The freed labor shifted to inspection and programming. Productivity rose, yet payroll stayed flat.
A personal note
I like to show a penlight next to a weld bead on a watch case. The bead is thinner than the light’s bezel. The client holds the case, turns it under the shop lamps, and can’t see any seam. That is the moment they decide to switch.
Conclusion
Laser welding8 begins with disciplined photon control and ends with flawless joints. By mastering stimulated emission, keyhole dynamics, adaptive process control, and application-driven tuning, I deliver narrow seams, low distortion, and high speed on every alloy that passes through our shop. From EV cells to aerospace skins, fiber laser welding unlocks designs that older methods cannot touch. Kirin Laser stands ready with precision in every beam, helping partners cut costs, raise quality, and enter new markets with confidence.
-
Learn how power density influences the effectiveness of laser applications, crucial for industries relying on precision cutting and welding. ↩
-
Explore the benefits of fiber lasers, including efficiency and maintenance, to understand their growing popularity in various applications. ↩
-
Understanding power density is crucial for optimizing laser welding processes and achieving desired results. ↩
-
Learn about adaptive power in laser welding to see how it optimizes energy use and improves weld quality, essential for advanced manufacturing. ↩
-
Explore this link to understand how inline monitoring enhances quality control and efficiency in manufacturing, crucial for modern production. ↩
-
Discover the benefits of post-processing integration in manufacturing, which streamlines operations and reduces handling costs, vital for efficiency. ↩
-
Discover how the SmartCell platform enhances automation and quality control in manufacturing processes. ↩
-
If you want to know more about laser welding machine, clicking this link to get more about what you need, including the price. ↩ ↩





{kind=link}