I face the same tradeoffs that every maker faces. I want clean cuts, low cost, and simple setup. I also want a small footprint. I do not want noise or fumes. I run tests, and I track the numbers. I share what I find.
A compact 20W fiber laser cutter is the best start for many DIY metal projects. It cuts thin stainless steel and aluminum with high precision. It is fast and stable. It fits on a small bench. I add good ventilation. Then I get safe, clean, repeatable results.
I will keep this simple. I will answer the big questions I hear from makers and small shops. I will share what works in my lab at Kirin Laser. I will explain limits. I will also point to smart upgrades when you need more power or more speed.
Are Cheap Laser Cutters Any Good?
I see cheap laser cutters each week. Some look fine online. Some fail fast in real use. I test them because I build lasers at Kirin Laser. I want to know what cuts well in a home shop. I want to give honest advice to makers and small brands.
Cheap laser cutters can work for simple jobs and short hours. They can cut thin plywood, paper, leather, and plastics. Most low-cost diode or CO2 units do not cut metals well. A budget fiber laser can cut thin metal, but quality and service often vary. I focus on long term costs, not only the price tag.
I buy, test, and tear down many units. I check frame stiffness1, optics alignment, motion accuracy, and airflow. I also check safety interlocks2 and grounding. I want steady power, clean edges, and low smoke. I also want parts and service when something breaks. I record data for each run. I keep the same materials and the same test shapes for a fair compare.
What Makes A Cheap Laser Worth It, And What Does Not
I split budget lasers into three groups. One is hobby diode lasers. One is small CO2 machines. One is entry fiber lasers3. Each group can make sense, but each group has clear limits. I explain these limits in plain words, so you can plan your next step.
- Diode lasers: small, low power, low price. They engrave well on wood and leather. They cut thin balsa and paper. They struggle on acrylic edges. They do not cut metal.
- Small CO2: more power for wood and acrylic. They make clean edges on plastics. They still do not cut metal. They need water cooling and careful alignment.
- Entry fiber: high energy density for metals. Even 20W can mark and micro-cut thin shims. With the right setup, it can cut very thin stainless. It needs safe fume control.
The real cost comes from scrap, rework, and time lost to fixes. I have seen belt drives slip on fast moves. I have seen optics lose focus due to heat. I have seen control boards fail after a surge. Some cheap brands ship no spare parts or offer slow help. That adds stress and cost.
Here is how I judge a budget buy:
- I ask for sample cuts on my files and materials.
- I check peak power and duty cycle, not only nameplate watts.
- I ask for motion repeatability4 in microns, not vague numbers.
- I check the lens and nozzle catalog, and spare lead times.
- I ask for a one-page wiring diagram.
- I confirm grounded chassis and basic interlocks.
If you want a cheap unit for soft materials, a small CO2 can be fine. If you want metal, an entry fiber is the only path. At Kirin Laser, I offer compact fiber units with simple ventilation kits. I keep a small spare parts box with lenses, nozzles, and filters. I also provide a short setup guide. I write it in simple steps and photos. This reduces the time to first part. It also lowers the risk that you will get stuck on day one.

How Thick Can A 3000W Laser Cut?
I get this question a lot. Power sounds like the only thing that matters. It does matter. It is not the only factor. Gas type, nozzle, focus, and machine stiffness also matter. So do material grade and surface finish. I test across all of these.
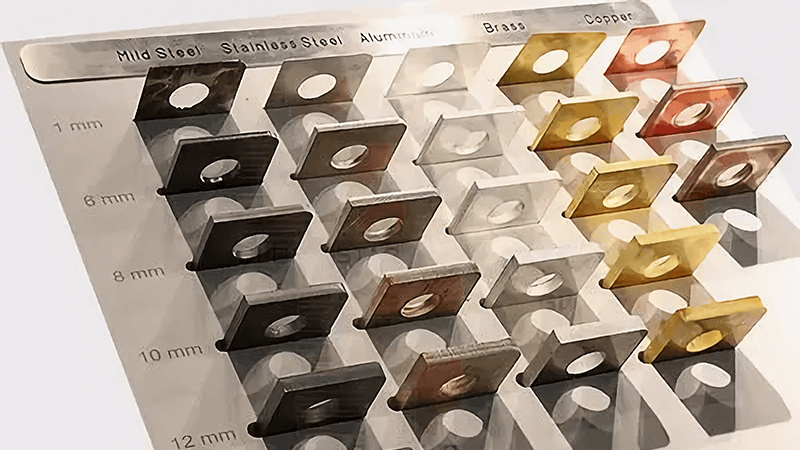
A 3000W fiber laser can cut mild steel up to about 16 mm with oxygen. It can cut stainless up to around 10 mm with nitrogen. It can cut aluminum up to around 8 mm with nitrogen. Real results depend on material quality, gas purity, nozzle, lens, focus height, and machine condition.
I run many tests in my lab. I keep sheets from known mills. I log gas pressure and purity. I use clean lenses and new nozzles. I run a focus sweep, then I lock the best value. I check dross, kerf, taper, burrs, and HAZ. I also check edge hardness when I cut with oxygen.
What Power Means, And What It Does Not
Power is like the size of an engine. It sets the ceiling. Process control sets your daily speed. I want to give clear ranges, and I want to show what moves those ranges up or down in your shop.
- Mild steel with oxygen: 3 kW can cut near 16 mm, sometimes more. Oxygen adds heat by burning iron. This helps cut thick plates. It can harden the edge. This can matter in bending or welding later.
- Stainless with nitrogen: 3 kW can cut near 10 mm. Nitrogen keeps edges bright and clean. It needs high pressure and high purity. This adds cost but gives nice edges.
- Aluminum with nitrogen: 3 kW can cut near 8 mm. Aluminum reflects and conducts heat fast. Clean surface and correct focus are key. Micro-bridges and supports help keep parts from tipping.
Other factors matter a lot:
- Gas purity5: nitrogen at 99.999% runs better for stainless and aluminum.
- Nozzle type6: double vs single, size, and condition. A dent can ruin a cut.
- Lens: clean, correct focal length, and no coating damage.
- Focus height: set with a test. Small errors make big effects.
- Assist pressure: stable regulators and no leaks.
- Motion: rigid frame and smooth bearings prevent chatter and kerf drift.
In production, I find that a clean maintenance plan protects cut quality more than a small bump in power. I plan lens checks on a schedule. I check nozzle center. I run a short test strip each shift. I watch for dross on small holes. I train operators to hear the cut. A smooth hiss and a clean spark plume tell a story. At Kirin Laser, I package these tips in a one-page SOP. I include photos. This keeps results stable across shifts.
What Is Better Than A Laser Cutter?
I love lasers. I also know that other tools can be better for some jobs. I pick the tool that makes the part right, fast, and safe. I will show when a laser wins. I will also show when waterjet, plasma, or mechanical tools win.
No single tool is best for all jobs. A fiber laser wins on thin to medium sheet metal with tight features and clean edges. Waterjet wins for thick or heat sensitive materials. Plasma wins for thick steel at low cost. Punch presses win for high speed holes and forms. I choose based on material, thickness, edge, and budget.
I run simple tests before I buy a machine or sell one. I cut the same drawing on different tools. I record cycle time, edge quality, taper, kerf, and cleanup time. I also record consumables and power. Then I compare cost per part.
Picking The Right Tool For The Job
I use four questions. What is the material and thickness? What edge quality do I need? What is the feature size? What is the target cost per part? These answers point me to the right process.
- Fiber laser7: best for 0.3 mm to 12 mm sheet metal. It gives tight kerf, clean holes, and fast speeds. It handles stainless, mild steel, aluminum, brass, and copper with the right setup. It has low kerf and low burr on thin sheets.
- Waterjet8: best for thick plates or composites. It has no heat affected zone. It cuts stone, glass, and rubber. It is slower and has higher consumable cost. It is great when heat is a risk.
- Plasma: best for thick mild steel. It is fast and cheap. Edge quality is rougher. Holes are not as clean. It has a wider kerf. It needs more cleanup for tight fits.
- Punch press: best for high volume holes, louvers, and small forms. It is fast on repeated shapes. It may need a laser or a mill for complex contours.
I also think about shop flow. A waterjet can cut many materials, so it is flexible for a job shop. A fiber laser can link to bending and welding with simple fixtures. It supports lights-out with load and unload. Plasma is great for heavy fabrication where paint and weld hide edges. A punch press shines in a cell with coil feed and standard tools.
At Kirin Laser, I sell and OEM laser machines. I still tell buyers to pick a waterjet or punch when it fits better. I want long term trust. I want the right tool on the floor. I can also connect customers to partners for non-laser processes. This builds a full solution. It saves time and money. It also keeps teams focused on output, not on brand battles.
How To Get Laser To Cut Deeper?
I hear this when a user hits a wall on thickness. The part needs to be thicker. The edge needs to be cleaner. The current setup stalls. I walk the process from the basics. I change one thing at a time. I confirm each step with a test cut and a photo.
To cut deeper, I match power, focus, nozzle, assist gas, and speed. I raise power or change pulse settings. I adjust focus below the surface for thick plate. I pick the right gas. I increase pressure. I slow feed, but I avoid heat build-up. I keep optics clean. Then I test and lock the recipe.
I keep the checklist short and firm. I set the lens clean. I center the nozzle. I check gas purity and flow. I set Z height. I run a focus sweep. I print a matrix of speed and power. I review kerf, dross, and taper. I pick the best row, then I fine tune pulse width or frequency if my source allows it.
A Practical Playbook For Deeper Cuts
Here are the steps I follow in my lab and on customer sites. I keep the language plain. I avoid jumps. I explain the why for each step, so you can remember it on the floor.
- Clean optics9: a dusty lens reduces power at the cut. I inspect and clean with approved wipes. I never touch coatings with bare hands.
- Nozzle centering: I run a pierce test on tape. I adjust until the burn mark is round and centered.
- Focus strategy: for thick steel with oxygen, I set focus slightly below the top surface. For stainless with nitrogen, I often set near the mid-thickness. I confirm with a sweep in 0.1 mm steps.
- Gas choice10: oxygen helps cut thick mild steel by oxidation. It increases HAZ and edge hardness. Nitrogen gives bright edges on stainless and aluminum. It needs high pressure and purity.
- Gas pressure: I raise pressure to clear molten material. I avoid too high, which can widen kerf and cool the cut too much.
- Speed and power11: I slow the feed until the cut is through with low dross. I avoid too slow because heat can widen the kerf and warp the sheet. I adjust duty cycle and pulse frequency if my source supports it.
- Piercing: I use multi-stage pierce with lower power and time. I protect the lens from spatter. I use a pierce height higher than cut height.
- Path planning12: I cut small holes before large contours. I use lead-ins and micro-tabs to hold parts. I spread heat by moving around the sheet on thick work.
- Cooling and support: I keep a stable and clean support table. I avoid big gaps under thin parts. I control air flows that can disturb the plume.
I also track results. I take photos of edges. I label them with settings. I keep a small library by material and thickness. This speeds up future jobs. It also helps new operators learn faster. In one job, a customer asked for deeper cuts on 8 mm stainless. We fixed it with a clean lens, a tighter nozzle, a -0.3 mm focus, 18 bar nitrogen, and a slower feed. Dross fell. The edge turned bright. Scrap dropped to almost zero. This was a simple change list, not a new machine. At Kirin Laser, I build these recipes into the HMI, so you can recall them by barcode or part number.
Do Cheap Laser Cutters Work?
I will answer this again because many people ask in two ways. They ask if cheap units work at all. They ask if cheap units work for metals. The answer depends on the task. I stay honest. I want you to succeed on day one, not only on purchase day.
Cheap laser cutters work for simple tasks in soft materials. They engrave and cut thin wood and plastics. They struggle with metals. A compact 20W fiber laser can cut very thin metal parts with careful setup, but it will not replace a 1 kW or 3 kW machine. I plan projects to fit the tool, not the wish.
I see makers want metal parts. They also want a small budget. I guide them to a compact fiber laser when possible. I add clear limits. I also add safety notes on fumes and reflections. I include a low cost ventilation kit13 and a simple shield. I want safe shops. I want clean lungs. I want happy neighbors.
Where A 20W Fiber Laser Shines, And Where It Does Not
I like the 20W fiber laser14 for many DIY metal jobs. It is small. It is stable. It marks fast. It can micro-cut thin foils and shim stock with the right optics and slow feeds. It is not a heavy cutter. It will not slice 3 mm plate. It is a smart tool in a clear box of tasks.
- Good tasks: keychains, tags, thin inlays, mesh patterns, nameplates, gaskets from thin stainless, tiny brackets from thin aluminum with supports, custom washers from thin brass.
- Setup needs: a fine spot, clean lens, stable fixture, tight focus, high purity nitrogen or clean air, and patient feeds. I often use multiple passes for micro-cuts.
- Limits: slow on thicker sheets, risk of burr on edges, risk of heat tint on stainless, and limited part size due to small work area.
I share a short story. A hobbyist wanted custom metal keychains15. They tried stamping and saw burrs and high scrap. They bought a low cost diode laser and could not cut the metal. They called me. I helped them switch to a 20W fiber laser. We set a tight focus and used nitrogen assist on thin stainless. We used small tabs to hold parts. Cuts became clean and repeatable. Scrap fell. Their sales went up. They made back the cost in a few months.
At Kirin Laser, I build and OEM fiber, welding, cleaning, and marking machines. I ship compact fiber units with simple guides. I focus on steady parts supply and honest support. I also show upgrade paths. When a user outgrows 20W, we move to 1 kW or more with a table cutter. We keep the small unit for marking. This keeps value high and risk low. I also stress airflow16. I add a simple fan and filter plan. I remind users to vent outside when possible. This protects health and keeps the shop fresh.

Conclusion
I pick the best DIY laser by the job, the space, and the budget. A compact 20W fiber laser is a strong start for thin metal and detailed work. A 3000W unit17 opens thicker plates with the right gas and focus. Other tools may fit special materials. I cut deeper by fixing optics, focus, gas, and speed. Cheap cutters work for soft materials, but metals need fiber and care. At Kirin Laser, I share clear steps, real numbers, and simple support. I want you to build more, waste less, and grow with steady confidence.
-
Understanding frame stiffness is crucial for ensuring precision and stability in laser operations, which can greatly affect your results. ↩
-
Learn about safety interlocks to ensure safe operation of your laser equipment, protecting both you and your workspace. ↩
-
Explore the advantages of entry fiber lasers, especially for metal cutting, to make an informed decision for your projects. ↩
-
Discover why motion repeatability is essential for achieving consistent and high-quality cuts in your laser projects. ↩
-
Understanding gas purity is crucial for achieving optimal cutting results, especially for materials like stainless steel and aluminum. ↩
-
Exploring nozzle types can reveal how they influence cut precision and quality, which is vital for effective laser operations. ↩
-
Explore the benefits of fiber lasers for cutting, including speed and edge quality, to make informed decisions for your projects. ↩
-
Learn about the versatility of waterjets in cutting various materials without heat, ideal for specific applications. ↩
-
Explore this link to learn effective techniques for maintaining clean optics, ensuring optimal cutting performance. ↩
-
Understanding gas choice is crucial for achieving high-quality cuts; this resource will provide valuable insights. ↩
-
Discover how adjusting speed and power can enhance your cutting results and reduce waste. ↩
-
Learn about path planning techniques that can improve efficiency and precision in your laser cutting projects. ↩
-
Learn how to select an effective ventilation kit to ensure safety and cleanliness in your workspace. ↩
-
Explore the benefits of a 20W fiber laser, including its efficiency and suitability for various metal tasks. ↩
-
Discover various techniques for producing high-quality custom metal keychains, including laser cutting. ↩
-
Understand the significance of proper airflow in laser cutting to maintain safety and enhance performance. ↩
-
Find the best laser cutting machine and laser cutting solutions from Kirin Laser, clicking this link to get all your needs for your business. ↩




