I asked this question many years ago, and new buyers ask it every week. The market looks busy, and glossy flyers all promise the moon.
The best brand is the one that fits your material, speed plan, and support needs. I build machines at Kirin Laser and I will show you how to reach that fit without guesswork.
Some guides read like ads. I want this post to feel like a workshop. I will move past the buzz, add clear tables you can save, and share real shop stories. Walk with me and you will know which brand brings lasting value.
How do I choose a laser marking machine?
A long list of fiber, CO₂, UV, and MOPA models can freeze any buyer. I stop the confusion with three small questions: What is the part? What is the speed? What is the finish? Answer them first and the right machine type steps forward.
The simplest way to choose a marking machine is to match laser type, power, and control software with your material, needed contrast, and budget. Start with real part samples, ask for a live demo, and watch uptime data.
Material-driven path
Your part is the boss. Metals like steel or titanium love fiber beams at 1064 nm1 because they absorb fast and leave dark oxides. Wood and most plastics drink in 10.6 µm CO₂ light2, giving smooth brown edges. If the part is glass or clear PET, a 355 nm UV beam cuts clean without heat.
| Material class | Best beam type | Key gain | Common misstep |
|---|---|---|---|
| Ferrous and non-ferrous metals | Fiber / MOPA | Deep dark mark, high speed | Choosing CO₂ and getting faint lines |
| Organic, paper, wood, acrylic | CO₂ | Smooth edge, no smoke spot | Using too much power and burning edges |
| Glass, clear plastics, sapphire | UV | Cold mark, no cracks | Skipping enclosure and letting UV leak |
Process-driven path
Speed talk:
| Batch size | Target cycle time | Suggested power | Lens size |
|---|---|---|---|
| <100 parts/day | <10 s each | 20 W fiber | 163 mm |
| 100–500 parts/day | 5 s each | 30 W fiber | 163 mm or 210 mm |
| 24/7 line coding | <2 s each | 50 W fiber or 60 W CO₂ | 254 mm |
If cycle time is strict, higher power shortens pulse count per mark. Never raise speed without checking focal drift. I log spot size every 1000 codes on sample tags; if drift stays under 0.02 mm, the optics can keep pace.
Budget-driven path
I split costs into four buckets you can plan:
| Bucket | Share of total | Life | Control tip |
|---|---|---|---|
| Laser source | 35 % | 5–10 y | Ask for aged power chart |
| Motion/galvo | 20 % | 5 y | Check jitter spec |
| Frame/optics | 25 % | 10 y | Inspect weld seams |
| Service/parts | 20 % | 10 y | Ask for spare list upfront |
Many first-time buyers spend all money on watts and skip spare mirrors. They pay later in downtime. I learned this when a food line stopped on a Friday night because a $20 mirror cracked.
Service-driven path
I judge service on four rules:
- Response under 2 h. A late reply means long stoppages.
- Parts ship under 48 h. Real stock, not promises.
- Simple manuals. Each task gets one photo and one short step.
- Remote support. I add a webcam to every Kirin Laser control box so engineers can view alarms live.
If a vendor fails two rules, I keep walking. A shiny logo cannot fix lost production.
Deeper shop story
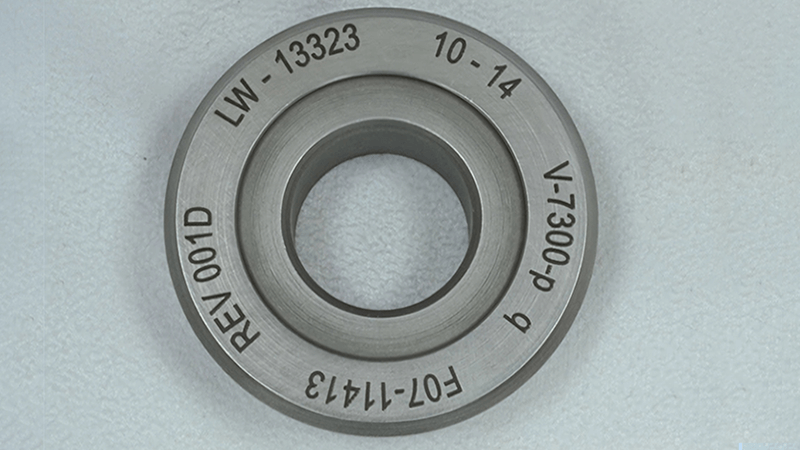
Three years ago an aerospace client needed high-contrast marks on Ti-6Al-4V3 tubes. Their old lamp laser left gray shadows that faded after heat cycles. I ran our 30 W MOPA fiber on one tube, using 200 ns pulses at 85 kHz. The mark looked jet-black. We baked the tube at 400 ℃ for an hour, cooled it, and re-scanned. The Data Matrix stayed grade A. That demo sold the system without a price fight because the buyer saw real proof, not spec talk.

What is the best brand of laser source?
Many think “best” means famous. Years of field repairs taught me that uptime, beam quality, and spare part speed beat any ad.
The best laser source is the one that holds stable power, clean beam (M² < 1.6 for fiber), and quick part supply. At Kirin Laser we integrate IPG, Max, and JPT because they match those points and give true global support.
Reliability first
| Brand | Mean Time Between Fail (h)4 | Rated life (h) | Spare pump ship |
|---|---|---|---|
| IPG | 200,000 | 100,000 | 24 h |
| Max | 120,000 | 80,000 | 48 h |
| JPT | 100,000 | 70,000 | 72 h |
I ask every vendor for a 500 h aged power drift chart. If drift stays under 3 % the source passes. IPG often leads. Max closed the gap on mid-power models last year.
Beam quality and flexibility
A fiber beam5 is a circle in math but a workhorse in life. Shape matters more than raw watts. JPT MOPA wins on pulse width range (2–500 ns) and lets me color-mark steel. Max offers crisp square pulses that carve deep logos. IPG carries the widest library of wavelengths like 1070 nm and 1090 nm, which helps rare alloys.
Cost curve
| Model | Street price index | Key value | Best fit |
|---|---|---|---|
| Max MFPT-20 | 1.0 | Fair price, solid pulse | Job shops |
| IPG YLP-20 | 1.6 | Highest stability | 24/7 factories |
| JPT LP-M1-30 | 1.3 | Wide pulse width | Color marking |
A buyer often asks why I do not stick to one brand. My answer: each part needs a best fit triangle—price, beam, support. Swapping vendors lets me hit that triangle every time.
Warranty and hidden terms
I read the small print:
- Hours vs. months. Some warranties end at 18 months or 6000 h, whichever comes first. A busy line hits the hour limit in ten months.
- User logs. One brand voids cover if the log file is missing during repair. I add auto-upload to cloud, so logs stay safe.
- Laser off time. Fiber pumps hate dust. I urge buyers to run a five-minute warm-up each Monday to flush air and keep seals tight.
A repair call costs more than spare parts. Careful reading avoids later pain.
Deeper shop test
Last winter a packaging plant ran three 20 W sources from different brands side-by-side. I logged power every four hours with an inline photodiode. After 800 h, IPG drift was 1.2 %, Max 2.5 %, JPT 3.1 %. All passed spec, but the data told the plant that IPG would need fewer calibrations, and they paid the premium.

How do I choose a laser machine?
Some buyers mix “machine” with “source.” They are linked, yet a rigid frame, smart optics, and good software can turn a mid-range source into a profit engine.
You choose a laser machine6 by checking rigidity, optical path7, cooling, and support. Ask for a 30-minute raster stress test, inspect the door circuit, and read the service contract line by line. A strong frame holds focus; honest service protects uptime.
Mechanical integrity
| Frame material | Deflection at 1 G (mm) | Best use | Cost index |
|---|---|---|---|
| Cast aluminum | 0.015 | Desktop fiber | 1.0 |
| Welded steel tube | 0.010 | Mid-size CO₂ | 1.3 |
| Granite bed | 0.005 | Ultra fine UV | 1.8 |
I mount a dial gauge on the lens, jog the Z axis, and tap the frame. If the needle moves more than 0.02 mm, the frame is too light. Vibration blurs barcodes.
Optic alignment
The beam path is the heart. My checklist:
- Sealed galvo mirrors, IP65 if metal dust present.
- Fiber cable bend radius ≥ 3 cm, soft foam under anchor.
- F-theta lens anti-smudge ring.
- Quick-swap nozzle if air assist.
Mis-placed fiber kills beam mode fast. I met a factory that looped the cable like a phone cord; power fell 15 % in one month.
Software ergonomics
A laser GUI should feel like a phone app, not a science lab.
| Task | Accept time | Ideal clicks |
|---|---|---|
| Import DXF | <30 s | 2 |
| Set mark depth | <15 s | 1 spin box |
| Start auto-code | <10 s | 1 |
| Recall last job | <20 s | 2 |
We build our Kirin Laser UI with simple buttons. New workers run on day one and avoid line stops.
Safety and compliance
Look for:
- Class-I enclosure with interlock.
- Emission window < 0.1 µW/cm² at 10 cm.
- IEC 60825 laser label at eye level.
- E-stop within 0.5 m.
I once helped a food line pass FDA audit; the inspector cared more about the door switch than beam power.
Lifecycle cost
| Item | Annual spend | Cut tip |
|---|---|---|
| Filters | $120 | Buy in bulk |
| Lens wipes | $50 | Use sachets |
| Encoder wheel | $90 | Keep spare |
A $260 kit keeps a $15 000 machine healthy. Skip it and you risk a $2000 trip.
Deeper frame showdown
We bolted a Kirin cast-aluminum desk unit beside a thin steel import. Both held a 30 W source. After a week on a stamping line the import frame bent 0.08 mm, focus drifted, codes smudged. Our frame held 0.01 mm. The buyer changed all stations to Kirin and wrote us a thankful note.
What is the difference between a 20W and 30W laser marking machine?
Power talks, but not in a straight line. Many think more watts only means deeper marks, yet pulse width, lens, and dwell shape output more than watts alone.
A 20 W laser suits moderate speed jobs and thin metals; a 30 W adds around 30 % throughput, deeper cuts, and larger field options. The biggest gain is on steel, brass, and lines that need short cycles.
Speed vs. depth of Laser Marking Machine
| Test part | 20 W time (s) | 30 W time (s) | Depth gain8 |
|---|---|---|---|
| SS tag 15 mm QR | 7.2 | 5.0 | 0.03 mm |
| Brass gear serial | 6.0 | 4.2 | 0.02 mm |
| ABS housing logo | 4.0 | 3.0 | None needed |
Depth numbers look small, yet they add paint-fill life and pass salt spray tests.
Thermal budget
More power may scare thin parts. I drop pulse width from 200 ns to 90 ns on 30 W units to keep heat equal. The math:
Temperature rise ∝ (Power × Dwell) / Area
Shorter dwell balances extra watts. A clamp meter shows the same ΔT on thin copper bus bars, so they do not warp.
Utility and payback
| Factor | 20 W | 30 W |
|---|---|---|
| Peak draw | 600 W | 900 W |
| Cycle kWh per 1000 codes | 0.14 | 0.13 |
| Price index | 1.0 | 1.3 |
| Payback on 2000 tags/day | 18 mo | 12 mo |
Shorter cycle offsets higher list price. I share a spreadsheet that maps payback; buyers often pick 30 W once they see numbers.
Growth path
If you plan to mark thick anodized plates next year, start with 30 W to avoid a future swap. Yet if marks will stay on plastic caps, 20 W is plenty.
Deeper case study
The aerospace tube I marked earlier shows the boost. The 20 W MOPA left a dark but shallow oxide. After heat cycles the code lost 20 % contrast. Running the same job on a 30 W MOPA with shorter pulses doubled oxide depth, and the mark stayed grade A after a 400 ℃ bake. The client saved $40 000 a year by dropping hand-stamp rework.
Conclusion
A good buying path is simple. List real materials, target cycle time, and finish test marks. Match those to a laser type, then pick a source brand that proves uptime and stocks spares. Check frame rigidity, optic sealing, and software speed. Decide if 20 W covers today or 30 W secures tomorrow. With these steps you will own a Kirin Laser unit 9 that prints sharp codes and pays for itself fast. If doubt remains, send me a part and I will mark it live for you. Precision in every beam—that is our promise.
-
Explore the benefits of fiber beams at 1064 nm for metal cutting, including speed and quality of marks. ↩
-
Learn how CO₂ light interacts with wood and plastics to create smooth edges and avoid burning. ↩
-
Discover effective methods for achieving high-contrast marks on titanium alloys, crucial for aerospace applications. ↩
-
Understanding MTBF helps in evaluating the reliability and longevity of laser systems, crucial for making informed purchasing decisions. ↩
-
Exploring fiber beam quality can reveal how it affects precision and efficiency in various applications, enhancing your knowledge of laser technology. ↩
-
Understanding the essential features of a laser machine can help you make an informed purchase decision and maximize productivity. ↩
-
Exploring the impact of the optical path on laser performance can enhance your knowledge and improve your operational efficiency. ↩
-
Understanding depth gain can enhance your knowledge of marking quality and durability, crucial for manufacturing processes. ↩
-
Try to get your best laser marking machine for your applications, clicking this link to get your price for ↩




