Laser welding is rapidly replacing traditional methods like TIG and MIG, but with so many types out there, how do you know which one fits your application best?
The main types of laser welding machines include continuous-wave (CW), pulsed, fiber, CO₂, Nd:YAG, and diode-based systems. Each type serves a specific purpose, from deep penetration to ultra-precise spot welding.
When I work with clients at Kirin Laser, the first question they usually ask is: What kind of laser welder do I really need? The answer always depends on the material, the joint type, the production speed, and the finish they’re looking for. Whether they’re replacing TIG systems or integrating lasers for the first time, it’s my job to make that decision easier.
What are the different types of laser welding?
Many clients feel overwhelmed when they see so many options—fiber, CO₂, Nd:YAG, diode, pulsed, CW. They worry about choosing the wrong one and ending up with poor welds or high maintenance costs.
The most common types of laser welding are fiber laser welding, CO₂ laser welding, Nd:YAG laser welding, and diode laser welding. Each offers different benefits in terms of speed, material compatibility, and application focus.
Understanding the 4 Major Types
1. Fiber Laser Welding
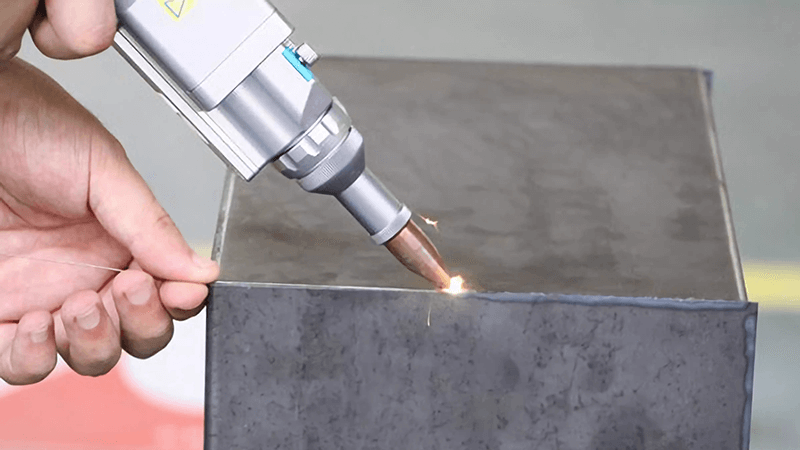
Fiber lasers1 are the go-to solution for metal welding, especially stainless steel, carbon steel, and aluminum. They use an optical fiber to deliver high-energy light with minimal power loss. These machines are compact, reliable, and efficient.
| Feature | Fiber Laser |
|---|---|
| Wavelength | ~1060 nm |
| Efficiency | High |
| Maintenance | Low |
| Application | Metals (SS, CS, Al) |
| Typical Mode | Continuous Wave |
2. CO₂ Laser Welding
CO₂ lasers2 operate at a wavelength of 10.6 μm, making them ideal for non-metallic materials or metals with oxide coatings. They’re mostly used for welding plastics or thin metals, although their large footprint and sensitivity to reflective metals limit their use.
| Feature | CO₂ Laser |
|---|---|
| Wavelength | 10.6 µm |
| Efficiency | Medium |
| Maintenance | Higher (optical path) |
| Application | Plastics, thin metals |
| Typical Mode | Pulsed or CW |
3. Nd:YAG Laser Welding
Nd:YAG (neodymium-doped yttrium aluminum garnet) lasers3 offer excellent beam quality and high peak power. These are ideal for micro-welding or complex geometries, especially in aerospace, medical devices, and electronics.
| Feature | Nd:YAG Laser |
|---|---|
| Wavelength | 1064 nm |
| Pulse Energy | High |
| Application | Precision welding |
| Cooling | Required |
| Mode | Pulsed (mainly) |
4. Diode Laser Welding
Diode lasers are compact and energy-efficient. They are commonly used in plastic welding and low-penetration metal applications. They’re also great for integration into robotic arms or small-scale automation lines.
| Feature | Diode Laser |
|---|---|
| Wavelength | Varies (808–980 nm) |
| Efficiency | Very High |
| Application | Plastics, low-temp metal |
| Typical Mode | CW |
From our experience at Kirin Laser, fiber laser welding is the most popular and cost-effective option for industrial metal applications. We’ve helped dozens of clients switch from traditional welding to fiber laser systems and reduce their operating costs and error rates drastically.

What are the 7 types of welding machines?
People often confuse the wide range of welding machines out there. While laser welding is gaining ground, traditional machines still play a big role in many industries.
The seven major types of welding machines include Stick (SMAW), MIG (GMAW), TIG (GTAW), Flux-Cored Arc (FCAW), Submerged Arc (SAW), Plasma Arc (PAW), and Laser Welding Machines. Each has specific strengths based on the application.
A Side-by-Side Comparison
Let’s break down the common types of welding machines used in industry:
| Welding Type | Main Feature | Suitable For |
|---|---|---|
| Stick (SMAW) | Versatile, portable | Construction, repair |
| MIG (GMAW) | Fast, easy to learn | Automotive, fabrication |
| TIG (GTAW) | High precision | Aerospace, medical devices |
| Flux-Cored (FCAW) | Outdoor friendly | Structural, heavy-duty |
| Submerged Arc (SAW) | Deep penetration | Thick steel plates |
| Plasma Arc (PAW) | Focused energy | Precision metal work |
| Laser Welding4 | High-speed, low heat input | Electronics, clean welding |
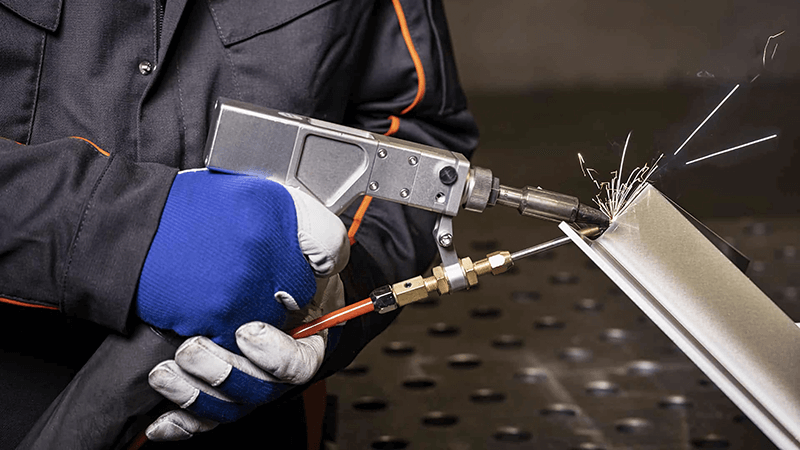
At Kirin Laser, we often work with clients who start with MIG or TIG and later upgrade to laser. One U.S. distributor came to us with a challenge: his TIG units couldn’t handle the production demand and required constant rework. We introduced him to our handheld fiber laser welders5. The switch cut his rework rate by 60%, and he saw ROI in under six months.
Is laser welding TIG or MIG?
Customers who are new to laser technology often ask this. They want to know whether laser welding is just a different form of TIG or MIG. It’s a fair question, especially when comparing speed, quality, and usability.
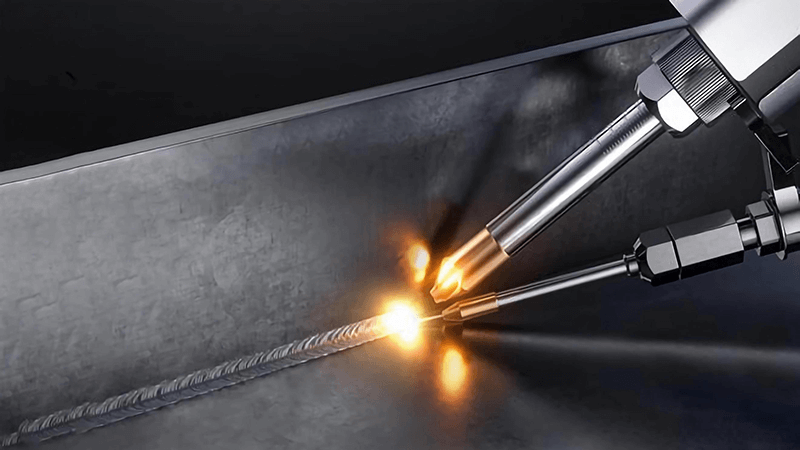
Laser welding is a separate process from TIG and MIG. It uses a highly focused light beam instead of an electrical arc to melt and fuse materials. While it shares some features with TIG and MIG, it stands apart in terms of speed, precision, and cleanliness.
The Core Differences
Energy Source
TIG and MIG use electrical arcs to generate heat. Laser welding uses a focused light beam, often delivered by fiber optics.
Material Compatibility
Laser welding is excellent for reflective and conductive materials, where TIG and MIG may struggle.
Weld Quality
Laser welding6 produces narrow, clean welds with low distortion. TIG offers precision but is slower. MIG is fast but not as clean.
| Feature | Laser Welding | TIG | MIG |
|---|---|---|---|
| Speed | Very High | Low | Medium |
| Precision | Very High | High | Medium |
| Filler Requirement | Optional | Yes | Yes |
| Learning Curve | Moderate | High | Low |
| Distortion | Minimal | Medium | High |
I’ve trained many operators moving from TIG7 to laser. Most are surprised at how intuitive it is. With laser systems, especially our handheld models, users can get production-ready in days—not weeks.

What are the modes of laser welding?
Laser systems aren't one-size-fits-all. Their modes of operation vary, and each mode affects weld quality, speed, and thermal input. Choosing the right mode is key to success.
Laser welding typically operates in two modes: continuous-wave (CW) and pulsed. CW delivers a constant laser beam ideal for deep, fast welds. Pulsed mode delivers short bursts, perfect for precision welding of small or delicate parts.
When to Use CW vs Pulsed
Continuous-Wave (CW)
CW mode8 keeps the beam on during the entire welding process. This mode is best for:
- Thick metals
- Long seams
- High-speed welding
At Kirin Laser, our CW fiber systems are used in structural steel and large enclosures. They handle long joints and deliver deep penetration with minimal passes.
Pulsed Mode
Pulsed lasers[^9Laser welding machines] emit short bursts of energy. This allows better control over heat input, ideal for:
- Thin sheets
- Delicate electronics
- Spot welding
Pulsed Nd:YAG systems, for instance, are popular for battery tab welding and electronic enclosures. One client used our pulsed system to weld watch cases without warping or discoloration—a task TIG could never handle.
| Mode | Use Case Examples | Heat Input | Speed | Cost |
|---|---|---|---|---|
| CW | Metal enclosures, frames | Higher | Very Fast | Medium |
| Pulsed | Jewelry, electronics | Low | Slower | Higher (per unit) |
Picking between these two modes isn’t just technical—it’s strategic. I always ask clients about their priorities: throughput or precision? Once that’s clear, the mode usually picks itself.
Conclusion
Laser welding machines9 come in various types, each with unique strengths. Fiber lasers dominate metal applications. CO₂ and diode lasers serve niche needs. When comparing against TIG or MIG, lasers win in precision, speed, and versatility. And choosing between CW and pulsed modes depends on your material and production goals. At Kirin Laser, I’ve seen how the right system can change everything—from cutting rework to boosting production. For anyone thinking of upgrading, now’s the time to make that move.
-
Discover how fiber lasers can enhance efficiency and reduce costs in metal welding, making them a preferred choice for industrial applications. ↩
-
Explore this link to understand why CO₂ lasers are preferred for non-metallic materials and their limitations with reflective metals. ↩
-
Discover why Nd:YAG lasers are preferred for precision tasks in aerospace and electronics, offering high peak power and excellent beam quality. ↩
-
Explore the advantages of Laser Welding to understand its efficiency and precision in various industries. ↩
-
Discover how handheld fiber laser welders can enhance productivity and reduce rework in welding processes. ↩
-
Explore the benefits of Laser welding to understand its efficiency and precision compared to traditional welding methods. ↩
-
Learn about TIG welding's unique features and its applications to see how it stands out in the welding industry. ↩
-
Explore this link to understand how CW mode enhances welding efficiency for thick metals and long seams, crucial for industrial applications. ↩
-
Find the best laser welding machine an laser welding solutions from Kirin Laser, clicking this link to get all your needs. ↩




