
Welding aluminum can be a challenge. The material is light, yet soft, and it requires precision and care to get the job done right. If you’re in the welding industry, especially when working with aluminum, you know how important it is to choose the right tool for the job. So, what’s the best tool for welding aluminum to aluminum?
Fiber laser welding stands out as an optimal method for joining aluminum due to its speed, precision, and minimal post-weld processing needs. By selecting the right tools and following best practices in preparation and execution, you can achieve strong, aesthetically pleasing welds that meet industrial standards.
As a sales engineer at Kirin Laser, I’ve got the inside scoop on the most cutting-edge, efficient, and cost-effective method out there: fiber laser welding.
Why Choose Fiber Laser Welding?
Let’s face it: welding aluminum traditionally can be a headache. Whether you’re dealing with thin sheets or complex joints, the process can be time-consuming, prone to defects, and, let’s not even get started on heat distortion! This is where fiber laser welding comes into play.
Fiber lasers use a focused beam of light to create an intense heat that melts the base materials, allowing them to fuse seamlessly. And the best part? It's efficient, precise, and leaves minimal distortion—something that’s crucial when working with sensitive materials like aluminum. Whether you’re a small manufacturer or a large-scale operator, fiber laser welding is quickly becoming the go-to choice for welding aluminum to aluminum.
Welding aluminum is challenging due to its light and soft properties.True
Aluminum’s lightness and softness make it difficult to weld, requiring precision and care.
Aluminum is one of the easiest metals to weld.False
Aluminum is challenging to weld because of its soft and lightweight nature, requiring careful handling and the right tools.
The Advantages of Fiber Laser Welding for Aluminum
First things first, let’s talk about why fiber laser welding stands out when it comes to aluminum. There are several advantages to using fiber lasers, and understanding them can help you make a more informed decision for your business.
- Precision: When welding aluminum, precision is crucial. Unlike traditional welding methods that rely on heat and manual control, fiber lasers offer pinpoint accuracy. The beam can be focused to a very fine spot, ensuring a clean and strong weld without unwanted heat affected zones.
- Speed: Time is money, and in the world of manufacturing, speed is key. Fiber laser welding is fast, significantly reducing production time compared to traditional methods. This makes it ideal for high-volume operations where time efficiency is a must.
- Minimal Heat Affected Zone: One of the common problems when welding aluminum is the heat distortion that can occur due to its low melting point. Fiber lasers minimize this problem by concentrating the heat into a small area, which prevents warping and maintains the integrity of the material.
- Low Maintenance: With fewer moving parts and a more streamlined setup, fiber laser welding machines are easier to maintain than traditional welding setups. This leads to lower operating costs and less downtime—two factors every business can appreciate.
How Fiber Laser Welding Works
Now that we’ve covered why fiber lasers are ideal for welding aluminum, let’s take a look at how the process actually works.
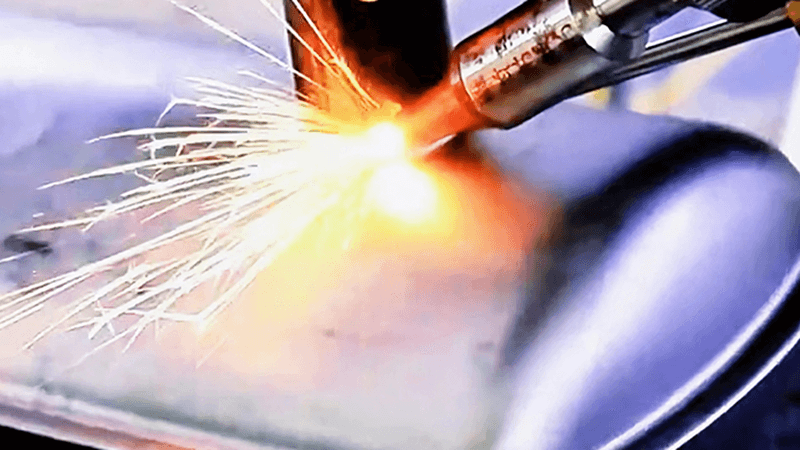
At the heart of a fiber laser welding system is a fiber-optic cable that transmits laser light from a fiber laser source to the workpiece. The beam is typically delivered via a robotic arm or a fixed system, depending on the setup. When the laser hits the aluminum, it creates a small, concentrated area of intense heat, which melts the material. As the molten metal cools, it fuses together, creating a strong, durable bond.
The beauty of fiber laser welding lies in its ability to create clean, smooth joints. Since the laser only melts the area directly in contact with the beam, there’s no excess heat that can spread to surrounding areas. This means less cleanup, fewer defects, and stronger welds.
Selecting the Right Fiber Laser for Aluminum Welding
Choosing the right fiber laser machine for aluminum welding is no simple task. It all comes down to factors like laser power, focus spot size, and system configuration. But don’t worry, I’m here to guide you through the process!
- Laser Power: The power of the fiber laser determines how much heat can be generated. For aluminum welding, you typically need a laser with a power range of 1000W to 3kW. However, the specific power you need will depend on the thickness of the material you’re working with. For thin aluminum sheets (less than 1mm), a 1000W fiber laser will do the trick. For thicker materials, you might want to consider a higher-power system.
- Focus Spot Size: The spot size refers to the diameter of the laser beam when it hits the material. A smaller spot size is ideal for precision welding, while a larger spot size is better for filling larger gaps. When welding aluminum, a smaller focus spot is usually preferred, as it provides more control and reduces the risk of overheating.
- System Configuration: Depending on the scale of your operation, you may want to consider whether to go for a manual or automatic system. For high-volume production, a fully automated system can significantly improve efficiency and consistency. On the other hand, if you’re working with smaller runs, a manual or semi-automatic setup may suffice.
Laser Welding Thickness Categories and Power Requirements
-
Thin Aluminum (<1 mm):
For very thin aluminum sheets, typically less than 1 mm, lower laser power settings are sufficient. Power levels in the range of 500 to 1000 watts are often adequate to prevent overheating and excessive melting. The focus should be on maintaining a high welding speed to avoid heat buildup, which can lead to warping or distortion. -
Medium Thickness (1 mm - 5 mm):
As the thickness increases, so does the required laser power. For materials between 1 mm and 5 mm, a moderate power level ranging from 1000 to 3000 watts is generally recommended. This range allows for sufficient heat input to achieve proper penetration while maintaining control over the weld quality. -
Thick Aluminum (>5 mm):
For thicker aluminum sections, exceeding 5 mm, higher power levels are necessary—typically from 3000 watts and above. This ensures that the laser beam can penetrate deeply enough to fuse the materials effectively. In some cases, multi-pass welding may be employed with medium-power lasers to manage heat input and minimize distortion.
What Are the Key Parameters for Achieving Optimal Aluminum Laser Welding?
When welding aluminum with lasers, selecting the appropriate parameters is crucial for achieving high-quality results. Here are some key parameters and their impact on the process:
-
Laser Type
-
Pulsed Laser: Suitable for applications that require high energy input in short bursts. This type of laser is commonly used for welding thin sheets or situations where rapid local heating is needed. It provides high peak power in short pulses without significantly affecting the surrounding areas.
-
Continuous Wave (CW) Laser: Ideal for most aluminum welding applications, especially when stability in the welding process is required. It provides a continuous, stable output of laser power, ensuring consistent welding quality and minimizing variations in the heat-affected zone.
-
-
Welding Mode
- Continuous Mode (CW): For aluminum, it is generally recommended to use continuous mode to ensure the stability of the welding process and achieve high-quality welds. CW mode allows for consistent heat distribution, reducing the risk of defects such as cracks or incomplete penetration.
-
Laser Power
- The choice of laser power depends on the thickness of the aluminum and the specific welding requirements. A power range between 2000W and 5000W is typically recommended, though adjustments should be made based on the material thickness and desired welding depth.
-
Welding Speed
- Welding speed is critical: too slow a speed can lead to overheating and thermal cracking, while too fast a speed may result in a narrow, weak weld. A recommended range is between 20mm/s and 100mm/s, but adjustments should be made based on the material and power settings.
-
Focal Length Adjustment
- The focus point of the laser should be adjusted based on the thickness of the material being welded. For thicker materials, a larger focal spot may be needed to ensure proper penetration and to avoid overheating the surface.
Choosing the right tool is crucial for welding aluminum.True
The proper tools are essential to ensure high-quality, precise aluminum welding results.
Aluminum welding does not require any specialized equipment.False
Welding aluminum demands specialized tools and equipment due to the material’s unique properties.
What is the Best Shielding Gas and Flow Rate for Laser Welding of Aluminum?
Choosing the right shielding gas and its appropriate flow rate is crucial for ensuring the quality of laser welding on aluminum. The shielding gas serves to protect the weld from oxidation, contamination, and other undesirable reactions during the welding process. Below is a detailed guide on the types of shielding gases and flow rates that can optimize the welding of aluminum.
- Types of Shielding Gases
The type of shielding gas significantly influences the weld quality. The most commonly used shielding gases for laser welding aluminum include argon (Ar), helium (He), and nitrogen (N₂). Each has its own properties and best-use cases.
- Argon (Ar): Argon is the most widely used shielding gas for aluminum welding due to its excellent inertness. It does not react with aluminum, effectively preventing oxidation and contamination of the weld area. Argon also offers a stable arc and smooth weld pool, making it ideal for a variety of welding applications. Its relatively low cost and good protection make it the preferred choice in many cases.
- Helium (He): Helium has a higher thermal conductivity and a greater ionization potential than argon, which can provide more heat input during welding. This can be beneficial for welding thicker materials or for applications requiring higher welding speeds. However, helium is more expensive than argon, so it is typically used for high-value products or specialized applications where enhanced penetration and heat distribution are necessary.
- Nitrogen (N₂): Nitrogen is generally not recommended for aluminum welding. While it is cheaper and more readily available, nitrogen can react with aluminum to form aluminum nitride, which can degrade the mechanical properties of the weld, such as toughness and strength. As a result, nitrogen is typically avoided in favor of argon or helium.
- Shielding Gas Flow Rate
The flow rate of shielding gas is another critical factor in achieving a high-quality weld. If the flow rate is too low, there may not be sufficient protection from atmospheric contamination. Conversely, a flow rate that is too high could cause turbulence, leading to a loss of shielding effectiveness.
- Typical Flow Rate Range: For most laser welding applications, the shielding gas flow rate usually ranges from 10 to 30 liters per minute (L/min). However, the exact flow rate will depend on the specific welding conditions, including the thickness of the material, the type of laser used, and the welding speed.
- How to Determine the Optimal Shielding Gas Flow Rate
Several factors influence the optimal gas flow rate. Here are some considerations:
- Material Thickness: Thicker materials require higher flow rates to ensure proper shielding. The increased thickness demands more heat, which in turn requires a larger gas flow to protect the weld pool from contamination.
- Welding Parameters: Factors like the laser power, welding speed, and focus spot size will also affect the required flow rate. Higher laser power or faster welding speeds often necessitate higher gas flow rates to maintain adequate protection.
- Weld Position: Welding in different positions (e.g., flat, vertical, or overhead) can also influence the gas flow rate. In vertical or overhead positions, the gas may dissipate more quickly, requiring higher flow rates to ensure sufficient protection.
Common Issues in Laser Welding of Aluminum and How to Solve Them
Laser welding of aluminum can present a variety of challenges due to the material's unique properties and the complexities of the welding process. Common problems include porosity, cracking, oxidation of the weld, and insufficient penetration. Below is a detailed analysis of the causes of these issues and their corresponding solutions.
Porosity
-
Cause Analysis:
- Instability of the Molten Pool: The laser beam can cause fluctuations in the molten pool, leading to gas expansion and escape, which forms pores.
- Aluminum Oxide Film: Aluminum naturally forms a thin oxide film on its surface. This oxide layer prevents proper metal bonding and can absorb moisture and contaminants, which contribute to porosity.
- Insufficient Protection Gas: Inadequate or impure shielding gas (e.g., argon) may fail to protect the weld area, allowing contaminants like oxygen or moisture to interfere with the welding process.
-
Solutions:
- Adjust Laser Power: Ensure that the laser power is appropriately calibrated to provide consistent heat input. Too high a power may cause excessive evaporation and porosity, while too low a power can result in incomplete fusion.
- Increase Welding Speed for Thin Plates, Reduce for Thick Plates: For thin aluminum plates, higher welding speeds are recommended to minimize heat input. For thicker sections, slower speeds with preheating may be necessary to reduce thermal gradients and minimize porosity.
- Use Optimal Focus and Defocus Settings: Adjust the focus and defocus of the laser beam to ensure proper penetration without excessive heat input that could lead to porosity.
- Check the Condition of Protective Lenses: Ensure that the protective lens on the laser head is clean and undamaged, as any dirt or damage can affect the welding quality and cause porosity.
Cracking
-
Cause Analysis:
- High Thermal Expansion: Aluminum has a high thermal expansion coefficient, which can result in significant thermal stress during the welding process. Rapid cooling and uneven heating can cause the formation of cracks.
- Inappropriate Alloy Composition: Certain aluminum alloys are more prone to cracking due to their composition, especially in the heat-affected zone (HAZ) where the metal undergoes phase changes.
-
Solutions:
- Preheating: Preheating the aluminum before welding helps to reduce thermal gradients and minimize the risk of cracking. The preheating temperature should be carefully controlled based on the thickness and alloy type.
- Control Cooling Rate: Slow down the cooling process by controlling the heat input and using post-weld heat treatment if necessary to relieve stresses and prevent cracking.
- Choose the Right Filler Material: Select filler materials that are compatible with the base aluminum alloy to minimize the risk of cracking in the heat-affected zone (HAZ).
Oxidation of Weld
-
"Cause Analysis":
- Oxygen Contamination: When welding aluminum, oxygen from the surrounding atmosphere can interact with the molten aluminum, forming aluminum oxide, which can degrade the quality of the weld.
- High Heat Input: Excessive heat can cause oxidation on the weld surface, leading to poor weld bead quality and mechanical properties.
-
Solutions:
- Use Effective Shielding Gas: Use high-purity argon or a mix of argon and helium to provide a protective atmosphere that prevents oxygen from coming into contact with the molten metal.
- Control Heat Input: Adjust the laser power and welding speed to control the heat input, ensuring that the weld does not overheat and become oxidized.
- Use a Vacuum or Inert Atmosphere: For high-precision welding, consider using a vacuum chamber or a controlled inert atmosphere (e.g., in a glove box) to prevent oxidation during the process.
Insufficient Penetration
-
Cause Analysis:
- Low Laser Power or Incorrect Settings: Inadequate laser power or incorrect focus settings may result in insufficient penetration, especially in thick aluminum workpieces.
- Improper Welding Speed: If the welding speed is too high, the laser may not have enough time to effectively penetrate the material, leading to shallow welds.
-
Solutions:
- Increase Laser Power for Thicker Sections: For thicker aluminum materials, increase the laser power or adjust the laser settings to ensure adequate penetration.
- Adjust Welding Speed: For thicker sections, reduce the welding speed to allow the laser more time to fully penetrate the material.
- Focus the Beam Properly: Ensure the laser beam is focused correctly to achieve the desired penetration depth. A defocused beam may cause poor penetration, while excessive focus may lead to overheating.
Welding aluminum requires less precision than welding steel.False
Welding aluminum requires more precision and care than steel due to its softer, more fragile nature.
Precision and care are key factors when welding aluminum.True
Aluminum’s softness and lightness make precision and careful technique essential to achieving a strong weld.
Why Kirin Laser is Your Best Choice
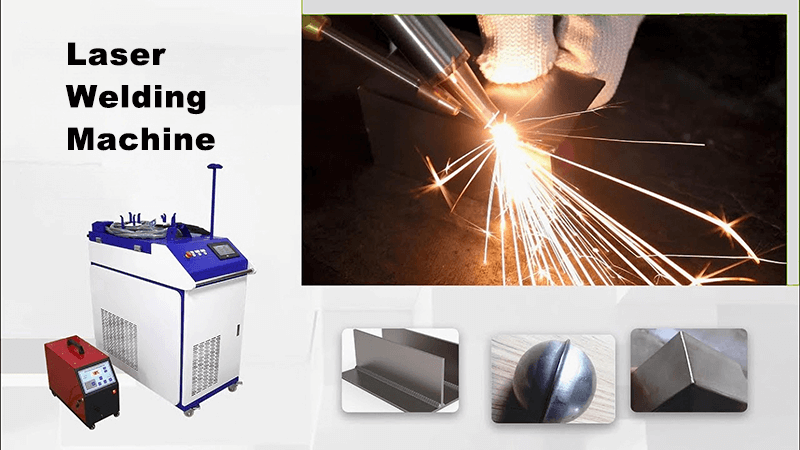
At Kirin Laser, we specialize in providing high-quality, customizable fiber laser welding machines designed specifically for businesses like yours. Our machines are built to last, engineered for precision, and supported by our dedicated customer service team. Whether you need a basic system for small-scale jobs or a high-powered solution for mass production, we’ve got you covered.
Plus, we’re not just about selling machines; we provide comprehensive support that ensures you get the most out of your investment. From installation and training to troubleshooting and maintenance, we’re with you every step of the way.
Real-World Applications of Fiber Laser Welding
Now that we’ve covered the technical details, let’s talk about real-world applications. Fibre laser welding is versatile and can be used in various industries, including automotive, aerospace, electronics, and medical device manufacturing.
- Automotive Industry: In the automotive industry, aluminum is often used for lightweight components like car bodies, engine parts, and trim. Fiber laser welding helps manufacturers create strong, clean joints that are essential for safety and performance.
- Aerospace: Aerospace components demand the highest levels of precision and strength. Fiber laser welding allows aerospace manufacturers to weld aluminum with minimal distortion, ensuring that the final product meets rigorous quality standards.
- Electronics: Aluminum is widely used in electronics, particularly for heat sinks and casings. Fiber laser welding is an excellent choice for these applications, as it allows for precise, clean welds that preserve the integrity of sensitive components.
- Medical Devices: In the medical field, precision is everything. Fibre laser welding helps create strong, durable bonds for medical devices like surgical instruments, implants, and diagnostic equipment.
Hot Selling Laser Welding Machine at Kirin Laser


Conclusion
If you’re in the market for welding aluminum to aluminum, there’s no better tool than fiber laser welding. With its precision, speed, and minimal heat distortion, it’s the ideal choice for businesses that want to improve quality, reduce costs, and stay competitive. At Kirin Laser, we offer fiber laser machines that can meet all your welding needs, from small runs to large-scale production.
Are you ready to take your aluminum welding to the next level? Get in touch with us today, and let’s find the perfect fiber laser welding solution for your business!
For more information, check out these resources on fiber laser welding:
- "Top Advantages of Laser Welded Joints in Manufacturing: Why You Should Make the Switch", from Kirin Laser.
- "A Comprehensive Guide to Welding with Laser Systems", from Kirin Laser.
- "What to Look for in High-Quality Laser Welding for Sale?", from Kirin Laser.
- "How to Find the Best Laser Welding Machine Prices?", from Kirin Laser.
- " Top 10 Best-Selling Air-Cooled Laser Welding Machines", from Kirin Laser.
- "Why Choose an Air-cooling Fiber Laser Welding Machine?", from Kirin Laser.
- "Laser Welding Thickness & Speed Chart", from Artizono.
- "Effect of Laser Power on Microstructure and Micro-Galvanic Corrosion Behavior of a 6061-T6 Aluminum Alloy Welding Joints", from MDPI.




