Rust and paint slow production. Old tools make a mess. Teams lose hours. I feel that pain from buyers every week. I set a clear goal. I remove coatings fast, keep parts safe, and cut waste. I compare PULSAR with my options.
PULSAR Laser is strong and precise. It cleans rust and paint with little heat and no media. It works well on metals and more. It is not the only path. I show when PULSAR fits, and when a Kirin Laser cleaner fits better for cost, support, and scale.
I speak as a maker and OEM of laser cleaning systems. I supply distributors and factories. I test real parts. I stress budget, uptime, safety, and training. I also respect PULSAR for its tech. Now I answer what buyers ask me most.

How to get rid of rust without sandblasting?
Sandblasting is fast but rough. Media gets into seals and cavities. Dust spreads, noise is high, and PPE costs rise. I see teams spend on booths and filters. They still face rework and risk. I help them shift to clean light.
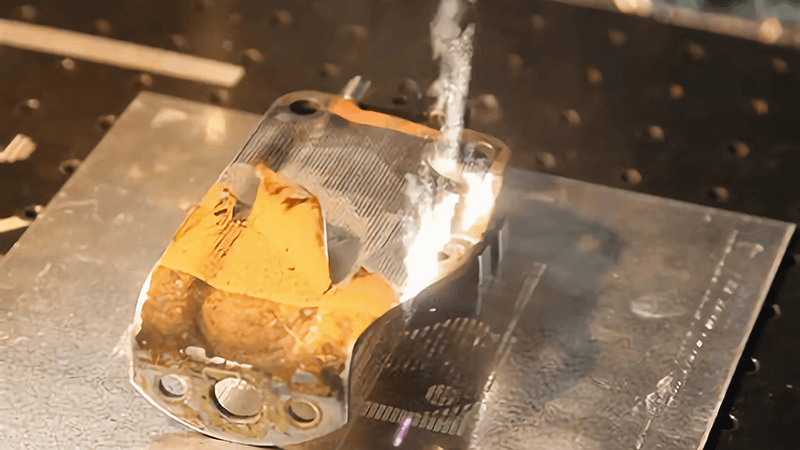
I remove rust without sand by using a fiber laser cleaner. The beam lifts oxides and leaves the base metal. I set power, pulse width, and spot size for the part. I keep heat low. I avoid grit, chemicals, and damage.
Why laser cleaning works
Rust absorbs laser energy more than clean metal does. A nanosecond or picosecond pulse heats the oxide layer fast. The layer cracks and lifts as gas forms. A vacuum extracts debris. The base metal reflects much of the energy. So the substrate stays safe.
Where I use it
I use laser cleaning1 on I-beams, molds, weld seams, and shafts. I also use it on tools and jigs. I set low fluence on thin sheet. I set higher fluence on thick plate. I map process windows during trials.
Process control that matters
Three dials matter most: power, pulse duration, and scan speed. If power is too high, heat marks can form. If speed is too low, edges can brown. If pulse is too long, heat spreads. I build job files to repeat good results.
Practical setup
I keep an extractor near the work. I mask nearby parts if needed. I test on a small patch. I adjust the scan path to match geometry. I do not need a blast room. I only need power, ground, and a clear area.
How PULSAR compares to Kirin Laser
PULSAR units are precise and stable. They shine in aerospace and restoration. Kirin Laser cleaners2 match that core function. I also offer flexible power ranges and OEM skins. That helps distributors and private labels.
| Method | Media needed | Substrate risk | Waste | Setup size | Typical use cases |
|---|---|---|---|---|---|
| Sandblasting | Yes | High | High | Large | Heavy rust, rough profiles |
| Chemical dip | Yes | Medium | High | Medium | Complex shapes, batch cleaning |
| Laser (fiber) | No | Low | Low | Small | Precision rust removal, on-site |
I pick laser when I need clean base metal, low waste, and a small footprint. I pick blasting only when texture is a spec or when budget is tight for very large, rough work.

Can laser paint removal remove all colors?
Paint varies. Some coats have heavy pigment. Some have fillers and metal flakes. Some colors absorb light well. Others reflect and make hotspots. Teams fear uneven strips and scorched edges. I solve this with testing and simple rule sets.
Laser can remove most paints and colors. Dark and matte coats absorb best. Light and glossy coats need more fluence or a different wavelength. I tune power, pulse, and scan density. I also add a light preheat pass to avoid charring.
Color and absorption
Dark paints absorb more. White and bright pigments reflect more at 1064 nm3. If a coat reflects, I raise fluence, slow the scan, or use a different beam profile. I can also zig-zag with overlap to build energy gently. This keeps substrate cool.
Coating stacks
Many jobs are stacks: primer, base, clear coat. I strip top layers in passes. I avoid hitting primer too hard on the first pass. I use a test grid to log dwell time and edge quality. I document the path in the job file.
Material under the paint
Metal under the paint matters. Aluminum reflects. Steel absorbs more. Copper reflects a lot. Wood burns if I dwell too long. Plastic softens. I use lower power and faster speed on wood and plastic. I also defocus slightly to spread energy.
Real case I saw
A restoration shop asked me to assess delicate wood carvings. They had tried chemicals and scrapers. Details broke. I watched a PULSAR EXCALIBUR P CL 100E4 clear layers cleanly. It kept the wood safe. That success was real. I then ran the same test on a Kirin Laser 100 W5 unit with low fluence and soft focus. I matched the result. The lesson was simple. Tune matters more than brand when the machine class is right.
Choosing the right machine
I keep a clear matrix for coatings and colors. I also keep optics options ready. I can ship a 1064 nm fiber unit for metals and a 355 nm UV unit for some plastics and thin paints if needed. PULSAR offers high stability scanning heads. Kirin Laser offers the same form factor with OEM skins and tailored optics.
| Paint color/finish | Ease of removal (1064 nm) | Notes and tips |
|---|---|---|
| Black/matte | Easy | Standard fluence, fast scan |
| Dark blue/green | Easy to medium | Slightly higher overlap |
| Red | Medium | Watch for charring, add passes |
| White | Hard | Higher fluence, slower scan, more passes |
| Metallic flake | Medium to hard | Adjust angle, keep extractor close |
| Clear coat | Medium | Multiple thin passes avoid yellowing |
I tell buyers this: most colors are fine. White and metallic need patience. Tests prevent surprises.

How to permanently remove rust from metal?
People ask for “permanent” removal. The truth is simple. Rust forms again if air and water reach steel. The fix is not only cleaning. The fix is a clean surface and a proper finish. I plan both steps with the buyer.
I remove rust fully with a laser until bright metal shows. I then apply a surface profile or leave a clean finish as needed. I finish with primer or passivation fast. That prevents flash rust. Process and timing make the result last.
What “permanent” means
Permanent is not magic. It means stable for the duty cycle. It means the surface is free of oxides and ready for coating. It means the coating bonds well. If steel sees humidity with no coat, it will rust again. I set that expectation early.
Laser as the prep tool
Laser removes oxides and light scale. It also opens the top layer of the metal slightly. That can help coating adhesion6. I do not add grit. I do not embed dust. I keep the surface chemistry close to neutral. This is good for many primers.
Immediate next steps
After cleaning, I keep the part dry. I wipe with isopropyl if needed. I coat within the same shift. For stainless, I can passivate with proper agents. For carbon steel, I use a zinc-rich primer7. I log ambient humidity and temperature8.
Surface profile and adhesion
Some coatings need a profile. Blasting makes a clear anchor pattern. Laser can also adjust micro-roughness with patterns and higher overlap. I run a cross-hatch adhesion test9. I pick the pass count that hits the spec.
PULSAR vs Kirin for durability goals
PULSAR gives tight energy control. Kirin Laser gives the same control and adds custom job libraries for your line. I preload recipes for your parts. This cuts the risk of human error after I leave your site.
| Step | Purpose | Timing target | Owner |
|---|---|---|---|
| Laser de-rust | Remove oxides to base metal | Immediate | Operator |
| Solvent wipe (if needed) | Remove residue | Within 10 minutes | Operator |
| Environmental check | Log temp/humidity | Same shift | Supervisor |
| Primer or passivation | Block oxygen and moisture | Within 2 hours | Paint team |
| Cure | Lock in protection | Per datasheet | Paint team |
The word “permanent” becomes realistic when you lock in the coating fast. Laser gives a clean start. Coating makes it last.

What is the strongest rust remover?
People want the strongest tool. They think strength is about power alone. It is not. The best remover is the one that clears rust fast, protects the base, and does not add waste or risk. I compare by total effect.
“Strongest” rust remover depends on the job. Acids dissolve rust fast but risk the base. Blasting is forceful but rough. Laser is selective and dry. For precision parts, laser is strongest because it removes rust and keeps geometry safe.
Define strength the right way
I define strength as net benefit per minute. That includes removal rate10, substrate safety11, operator safety, and waste cost. A method that is fast but causes rework is weak in real terms.
Compare methods
Acid pickling cuts rust hard. It also undercuts edges and leaves waste. Media blasting removes heavy rust fast. It also embeds grit and needs cleanup. Laser removes rust to the line and keeps edges sharp. It also needs only power and fume extraction.
Field data I use
On a 1 mm rust layer on mild steel:
- Acid dip: 5–10 minutes plus neutralization; edge undercut risk.
- Blasting: 2–5 minutes; grit removal and masking time.
- Laser (1000 W): 3–6 minutes; minimal prep; clean edges.
This is a typical range. Geometry changes everything. I run trials to be sure.
Where PULSAR stands
PULSAR systems12 offer stable pulses and clean beams. They are strong on thin parts where heat risk is high. They fit aerospace and restoration. They cost more in some cases, but the control can pay back in high-value work.
Where Kirin Laser stands
Kirin Laser cleaners13 cover 100 W to 3000 W. I ship handheld, robot-ready, and integrated heads. I OEM for private labels. I keep spares and training simple. If you need high power for heavy scale, I spec 1500–2000 W. If you need fine work, I spec 100–200 W with short pulses.
| Method | Removal rate | Substrate safety | Waste & PPE | OPEX | Best for |
|---|---|---|---|---|---|
| Acid pickling | High | Low | High | Medium | Batch, heavy rust off-line |
| Blasting | High | Medium to low | High | Medium | Heavy rust, rough profiles |
| Laser | Medium–High | High | Low | Low | Precision parts, mixed materials |
I choose laser when part quality and cleanliness matter. I choose blasting for very heavy flaky rust on large beams if cost per square meter rules the day.

What training is needed to use a laser cleaner?
A laser cleaner is a powerful tool. Safety comes first. Teams fear long learning curves. They worry about downtime and accidents. I make training short and clear. I build habits that last.
I train operators on safety, optics, parameters, and daily care. I also train leads on job setup and records. Most teams reach safe, repeatable work in one day. I follow with remote help and short refreshers.
Core safety
I start with laser classes and eye safety. I supply certified eyewear for the wavelength. I mark the laser area. I show interlocks and e-stops. I check extraction and filters. I cover reflections from shiny parts. I keep rules simple and strict.
Machine basics
I walk through power-up, warm-up, and alignment. I explain scan heads, focal length, and spot size. I show how pulse width and frequency change the effect. I keep a laminated quick guide near the machine.
Process setup
I build a sample board with rust, paint, oil, and scale. I let operators try low to high settings. We save good recipes with names like “Steel_Rust_Med_1mm.” We record overlap, speed, and passes. We log photos.
Maintenance
I teach lens cleaning and filter checks. I set a weekly checklist. I coach on cable care and head storage. I stock spare protective windows. I label them by head type. I keep parts on hand for 12 months for critical users.
Certification and support
I offer simple certificates after a pass/fail test. I also offer remote help within 48 hours and on-site visits within a set SLA. PULSAR also offers strong training packages. Kirin Laser builds the same structure with more OEM flexibility for distributors.
| Training module | Duration | Role | Output |
|---|---|---|---|
| Safety and PPE | 1 hour | All operators | Area rules, eyewear compliance |
| Machine operation | 2 hours | Operators | Start/stop, parameter changes |
| Process recipes | 2 hours | Leads/QA | Saved jobs, photos, logs |
| Maintenance | 1 hour | Techs | Checklist, parts, lens care |
| Assessment + certificate | 1 hour | All | Skill proof, sign-off |
I keep training short and hands-on. I tie it to your parts. I leave job files ready.
Conclusion
PULSAR Laser is a strong choice for rust and paint cleaning. It delivers clean beams and fine control. It suits high-value work. It is not the only answer. A Kirin Laser cleaner14 can match results and lower total cost, with OEM skins, flexible power, stocked spares, and fast support. I help you test real parts, choose safe settings, and train your team in one day. I aim for clean parts, low waste, and steady uptime.
-
Explore the advantages of laser cleaning technology for efficient and eco-friendly rust removal. ↩
-
Discover how Kirin Laser cleaners offer precision and flexibility, making them ideal for various industrial applications and private labeling. ↩
-
Understanding 1064 nm can enhance your knowledge of laser technology and its applications in various materials. ↩
-
Exploring the PULSAR EXCALIBUR P CL 100E will provide insights into its effectiveness for delicate tasks like wood restoration. ↩
-
Investigating the Kirin Laser 100 W will help you compare its capabilities with other laser machines for effective use. ↩
-
Understanding coating adhesion is crucial for ensuring long-lasting finishes and preventing rust. ↩
-
Explore the advantages of zinc-rich primers for corrosion protection and durability in coatings. ↩
-
Discover how environmental factors influence coating effectiveness and longevity. ↩
-
Learn about the cross-hatch adhesion test to ensure your coatings adhere properly and meet specifications. ↩
-
Understanding removal rate helps in selecting the most efficient rust removal method for your needs. ↩
-
Exploring substrate safety ensures you choose methods that protect the integrity of your materials. ↩
-
Discover how PULSAR systems can enhance precision and safety in rust removal applications. ↩
-
Learn about Kirin Laser cleaners to find the right solution for your rust removal challenges. ↩
-
Find the best laser cleaning machine and laser cleaning solutions from Kirin Laser, clicking this link to get all your needs for your business. ↩




