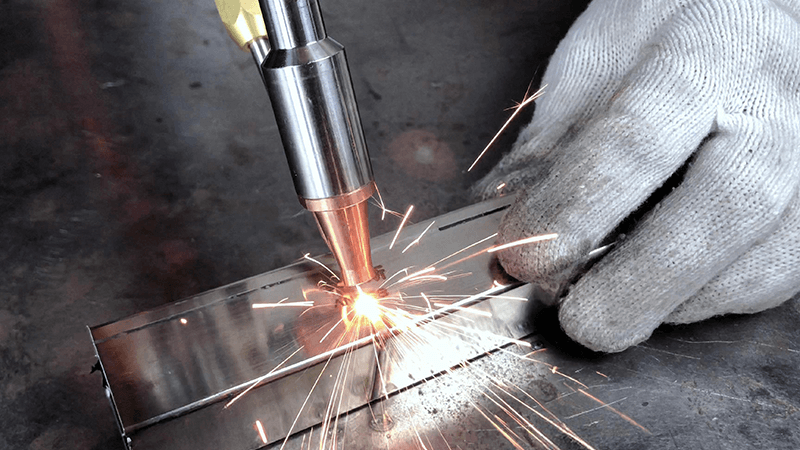
Laser welding sounds like a miracle—clean seams, fast speed, minimal heat. But then comes the big question: how thick can it really weld? If you're in industrial fabrication, this question is the difference between flawless production and frustrating rework.
Laser welders can typically weld up to 8mm in a single pass with a 3kW machine. For deeper welds, higher power or multi-pass techniques are required.
If you’re sourcing for industrial laser welders or planning to upgrade from manual welding, keep reading. I’ll break down power limits, performance myths, and the real-world strengths of laser welds from Kirin Laser’s perspective.

What is the maximum thickness for laser welding?
Even if laser welding is precise and clean, every machine has its limits. I’ve been asked this question by nearly every procurement manager I’ve worked with.
With the right machine, laser welding can reach up to 10mm thickness in stainless or carbon steel—but only with higher power (like 6kW or more). A 3kW machine typically handles 6–8mm in a single pass.
Understanding Power-to-Penetration Ratio
Let’s break it down:
Power vs. Material Thickness
| Laser Power | Max Thickness (Single Pass) | Common Materials |
|---|---|---|
| 1.5kW | 3–4mm | Stainless, Mild Steel |
| 2kW | 4–5mm | Stainless, Aluminum |
| 3kW | 6–8mm | Carbon Steel, Inconel |
| 6kW+ | 10mm+ (single pass) | Heavy-duty Alloy Steel |
Material Considerations
- Aluminum requires more power due to reflectivity.
- Stainless Steel welds efficiently with fiber lasers1.
- Copper can be tricky due to heat conductivity.
At Kirin Laser, we’ve tested and shipped welders across this spectrum. When clients ask, “Can your 2kW model handle 5mm stainless?”, the answer is yes—with precision, speed, and no distortion.
I still remember a U.S. medical equipment client who switched from manual MIG to our 2kW fiber laser2. Their 5mm stainless welding used to require sanding, grinding, and inspection delays. After installing our system, they halved their production time with no rework. No exaggeration—that’s what precision does.
What are the limitations of laser welding?
Laser welding isn’t magic. It’s a powerful tool, but not without its practical limits. I always make this clear when consulting with new clients.
The main limitations are penetration depth (relative to power), joint fit-up precision, and reflective materials like aluminum or copper that can reduce welding efficiency.
Where Fiber Laser Welding May Fall Short
1. Thickness Cap
- For heavy-gauge metals (>10mm), even 6kW may require multi-pass welding3 or edge preparation.
- Thicker pieces often need robotic integration to ensure precision and stability.
2. Material Reflectivity
- Aluminum and copper reflect laser light, reducing efficiency.
- These materials may require pulse lasers or special wavelength tuning4.
3. Gap Tolerance
- Laser welders demand tight joint fit-ups, usually less than 0.1mm.
- Poor preparation results in incomplete welds or burn-throughs.
4. Surface Cleanliness
- Surface oxidation, oil, or contaminants can interrupt the beam.
- That’s why many clients now pair laser welders with laser cleaners—another Kirin specialty.
At Kirin Laser, we guide clients on both machine capability and process optimization. If the client only focuses on power, they miss the bigger picture—how power, joint fit, surface prep, and travel speed all interact.
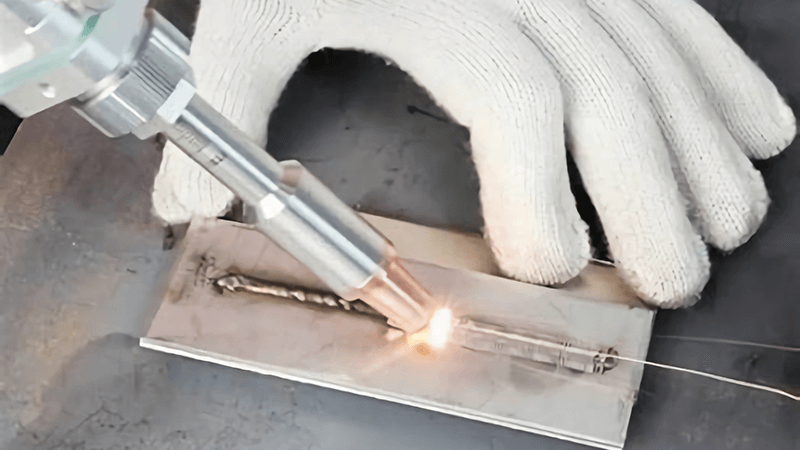
How deep does laser welding penetrate?
This question goes beyond max thickness. It’s about how much fusion you get below the surface. For industries like aerospace or medical fabrication, weld integrity is everything.
Penetration depth depends on laser power, focus precision, and material type. A 3kW fiber laser can penetrate up to 8mm in stainless steel. For deeper welds, multi-pass or keyhole welding methods are used.
Factors That Affect Penetration Depth
Beam Characteristics
- Focus Spot Size5: A tighter focus means deeper energy concentration.
- Wavelength: Fiber lasers (around 1070nm) are great for metals.
Process Mode
| Welding Mode | Penetration Depth | Application Type |
|---|---|---|
| Heat Conduction | 1–3mm | Thin sheets, decorative |
| Keyhole | 5–10mm+ | Structural, load-bearing |
Travel Speed
- Slower speed = deeper weld, but can also overheat and warp thin material.
- High-speed systems (especially robotic arms) allow uniform deep welds without burn-through.
From my own experience, even a 2kW system can achieve full penetration on 5mm stainless—if the beam is stable, the joint is tight, and the travel speed is dialed in. I always recommend testing under real operating conditions. At Kirin Laser, we provide free sample welds6 for new clients to prove actual penetration before purchasing.
Do laser welders make strong welds?
Let’s put this one to rest—yes, laser welders make incredibly strong welds. But it depends on how you use them. I’ve seen flawless laser seams outperform MIG and TIG in load-bearing tests.
Laser welders create high-strength welds with deep fusion and minimal heat distortion—provided the joint is well-prepared and the parameters are optimized.
Comparing Weld Strength: Laser vs. TIG vs. MIG
| Metric | Laser Weld | TIG Weld | MIG Weld |
|---|---|---|---|
| Strength (Shear) | ★★★★☆ | ★★★☆☆ | ★★☆☆☆ |
| Speed | ★★★★★ | ★★☆☆☆ | ★★☆☆☆ |
| Heat-Affected Zone | ★★☆☆☆ | ★★★☆☆ | ★★★☆☆ |
| Appearance | ★★★★★ | ★★★★☆ | ★★★☆☆ |
Real-World Client Results
A precision auto parts distributor from California used to TIG weld 4mm aluminum brackets—slow, messy, and inconsistent. We provided them a 1.5kW fiber laser. Their result?
- 5x faster production
- Seam strength improved by 30%
- Zero need for sanding or grinding
Laser welding strength7 isn’t just about the numbers. It’s about consistency, process control8, and minimal post-processing. And when weld quality is consistent, your client trust builds with every shipment.

Conclusion
Laser welding9 is precise, clean, and surprisingly powerful—but its limits are real. A 3kW fiber laser can weld up to 8mm in stainless or carbon steel, with strength and speed far beyond manual processes. For thicker metals or reflective materials, it’s all about system tuning and proper setup. At Kirin Laser, we match clients with the right machine—and back that up with support, testing, and performance guarantees. Whether you’re scaling up or starting fresh, the right laser weld makes all the difference.
-
Explore the advantages of fiber lasers in welding, including efficiency and precision, to enhance your understanding of modern welding technology. ↩
-
Discover how a 2kW fiber laser can enhance precision and speed in welding, reducing production time and eliminating rework for stainless steel applications. ↩
-
Understanding multi-pass welding is crucial for effective metal joining, especially for thick materials. ↩
-
Exploring pulse lasers can enhance your knowledge of laser welding techniques, especially for reflective materials. ↩
-
Understanding focus spot size is crucial for optimizing energy concentration in laser welding, enhancing weld quality. ↩
-
Exploring free sample welds can provide insights into actual performance, ensuring informed purchasing decisions. ↩
-
Explore this link to understand how laser welding strength can enhance production efficiency and quality. ↩
-
Learn about the importance of process control in welding to ensure consistent and high-quality results. ↩
-
Find the best laser welding machine and laser welding solutions from Kirin Laser, clicking this link to get all your needs. ↩




