Many buyers still compare welding tools by habit, not by real output. That creates slow production, more rework, and higher labor pressure. I have seen many teams stay with old methods too long and miss better results.
Laser welding is different from TIG and MIG because it uses a focused laser beam instead of a traditional arc and filler-driven process. I see portable laser welding as faster, cleaner, easier to learn, and better for thin metal with low distortion, while TIG and MIG still fit some heavy-duty and filler-rich jobs.
When I talk with distributors, wholesalers, and factory buyers, I notice the same pattern. They are not only asking which method can join metal. They are asking which one fits modern production better. From the Kirin Laser point of view, that is the real question. We build and OEM laser machines for global markets, and I have seen portable laser welding become a practical answer for customers who want speed, cleaner seams, and easier training. TIG still has its place. MIG still has its place. But laser welding is changing the way many teams think about welding efficiency.
Is Laser Welding Stronger Than TIG and MIG?
Weak welds create fear in every shop. I understand that fear. Buyers do not want a fast process if the joint fails later. That is why strength is one of the first questions I hear when people compare portable laser welding with TIG and MIG.
Laser welding can be as strong as TIG and MIG, and in many thin-metal applications it can produce very strong, consistent joints with less heat distortion. I do not judge strength by the process name alone. I judge it by material, joint design, operator control, and how well the welding method matches the job.
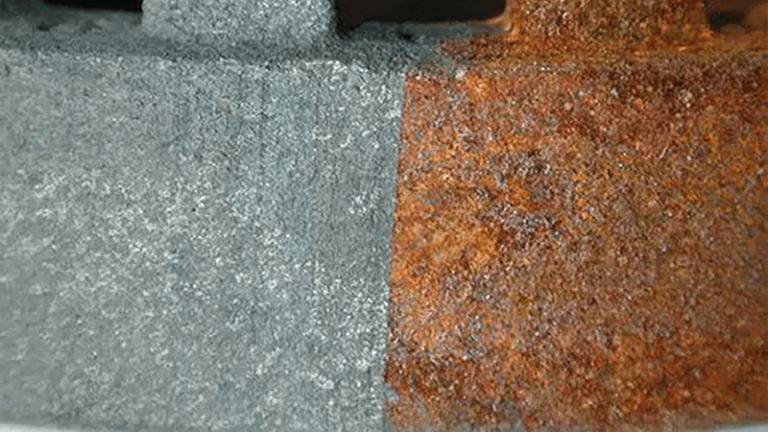
When I compare these methods, I do not start by asking which one sounds stronger. I start by asking what kind of metal, thickness, seam type, and finish the customer needs. In many portable laser welding applications, especially for stainless steel, carbon steel, aluminum, and thin sheet work, I see laser welding deliver strong seams with excellent consistency. The laser beam focuses energy into a very small area. This creates a narrow weld zone and lower overall heat input. That matters because too much heat can weaken the surrounding area, increase distortion, and create extra finishing work.
TIG welding1 is known for control. I respect that. A skilled TIG welder can make beautiful and strong joints. But TIG often depends heavily on the operator’s hand skill. It also runs slower. MIG welding2 is fast and productive, and it works well when filler metal and high deposition rate matter. But MIG can create more spatter, a wider heat-affected zone, and more cleanup. In many modern fabrication jobs, that means more labor after the weld is done.
From my view at Kirin Laser, portable laser welding becomes very attractive when customers want both joint quality and production efficiency. I have seen this in real business. I remember a distributor who was struggling with TIG welders. Their team faced slow welding speed, too much rework, and big skill gaps between operators. We helped them switch to portable laser welding machines. Within weeks, their weld speed improved, the seams looked cleaner, and even new workers got stable results. Their biggest surprise was not only the speed. It was how much post-processing disappeared.
Why strength depends on the right match
Laser welding is not “stronger” in every case by magic. No welding process works that way. Strength depends on setup and use.
How I compare weld quality in practice
I compare more than just pull strength. I look at seam consistency, heat distortion, surface finish, and how much correction the team needs after welding.
| Welding Method | Typical Strength Potential | Heat Input | Distortion Risk | Surface Finish | Operator Dependency |
|---|---|---|---|---|---|
| Portable Laser Welding | High on matched thin to medium materials | Low | Low | Clean | Medium to low |
| TIG Welding | High with skilled operator | Medium to high | Medium | Very clean | High |
| MIG Welding | High in many structural uses | High | Medium to high | Rougher than TIG or laser | Medium |
What I tell buyers
I tell buyers this: if the job involves thin sheet metal, visible seams, stainless products, kitchenware, cabinets, enclosures, hardware, and similar work, laser welding often gives a stronger overall production result. I say “overall” because production strength is not just about the final joint. It is also about repeatability. A process that produces stable seams every day with less variation gives real business value. That is one reason many customers move toward portable laser welding3 machines.
What Is the Difference Between MIG and Laser Welding?
Many people think MIG and laser welding do the same job in different ways. I do not see it that simply. They both join metal, but they behave very differently in the shop, in labor cost, and in final weld appearance.
The main difference between MIG and laser welding is the energy source and the welding result. MIG uses an electric arc and wire feed to build the weld, while laser welding uses a concentrated laser beam to create a narrow, clean seam with lower heat input, less spatter, and usually less post-processing.
MIG welding4 is familiar to many factories. It is widely used because it is productive and easier to scale than TIG in many environments. It uses a continuous wire electrode and shielding gas. This makes it effective for many structural and filler-heavy jobs. I understand why MIG became common. It is practical and proven.
But when I compare MIG with portable laser welding, I see clear differences in workflow. MIG puts more heat into the part. That can cause wider deformation, especially on thin metal. It also tends to create more spatter. Then the operator or finishing team needs to spend more time cleaning and grinding the seam. This is where laser welding often changes the economics. The seam is narrower. The heat impact is lower. The finished look is cleaner. In many applications, that means less grinding, less polishing, and faster throughput.
At Kirin Laser, we often talk with buyers who care about labor as much as equipment cost. They are not only buying a machine. They are buying a process. When I frame it that way, laser welding becomes easier to understand. MIG may still be a solid choice for thicker fabrication, bigger gap tolerance, and filler-focused production. But portable laser welding becomes a smarter choice when appearance, speed, low distortion, and simple operator training matter more.
How I explain it to first-time buyers
I tell them MIG builds with wire and arc. Laser welds with focused light. That one change affects speed, seam width, cleanup, and training.
Where I see the biggest real-world difference
The biggest difference is often not inside the machine. It is after the weld. Laser usually reduces what happens next.
| Factor | MIG Welding | Portable Laser Welding |
|---|---|---|
| Energy source | Arc with wire feed | Focused laser beam |
| Heat-affected zone | Wider | Narrower |
| Spatter | More common | Very low |
| Distortion on thin metal | More likely | Less likely |
| Surface finish | Often needs cleanup | Often cleaner |
| Learning curve | Moderate | Often easier for stable results |
| Post-processing | More grinding and polishing | Less finishing work |
| Best fit | General fabrication, filler-heavy jobs | Thin metal, clean seams, modern fabrication |
My view from the portable laser market
I have seen portable laser welding5 win when speed, low heat input, and clean seams matter. TIG gives me control. MIG gives me filler speed. But laser feels like the smarter tool for thin metal, less distortion, and faster operator training. That is why so many inquiries we receive are not just about power level or price. They are really about replacing a slower and messier production method with one that fits current labor realities.

Can a Beginner Use a Laser Welder?
A lot of factory owners worry that a new machine means a hard learning curve. I hear this concern often, especially from distributors who sell into markets where skilled welders are expensive and hard to find. Training time matters. Labor stability matters too.
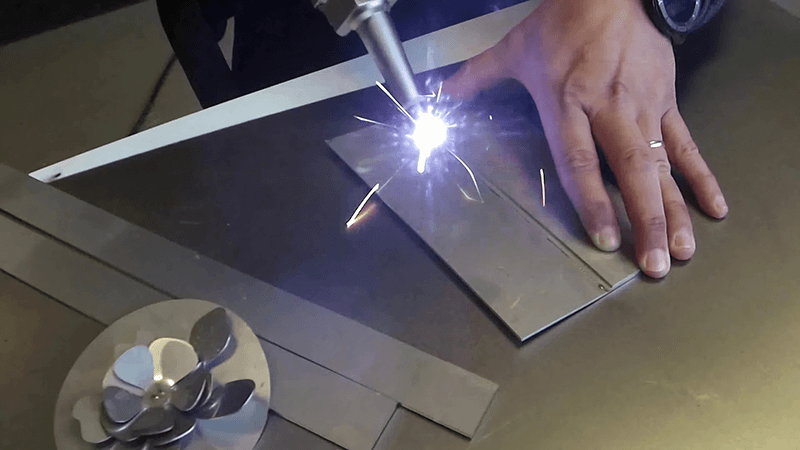
Yes, a beginner can use a laser welder more easily than many people expect. Portable laser welding machines often reduce the skill barrier because they offer stable energy output, simple handheld operation, and cleaner welding with less need for years of manual technique compared with TIG.
I want to be careful here. “Beginner-friendly” does not mean “no training needed.” Welding always needs safety rules, process understanding, and practice6. Operators still need to learn settings, travel speed, angle control, material response, and safe use of protective equipment. But when I compare how long it takes to get acceptable results, portable laser welding often gives beginners a faster path to consistency.
This is one of the strongest points from the Kirin Laser point of view. We are not only producing machines. We are helping customers build a process that real teams can use. In many markets, companies cannot wait years for an operator to become highly skilled in TIG. They need output now. They need cleaner welds with less trial and error. Portable laser welding helps solve that problem.
I saw this very clearly in the story I shared earlier. A distributor was struggling with TIG welders. Their welding speed was slow. Their rework was high. They also had a major skill gap in their labor team. After they moved to portable laser welding7 machines, their team improved quickly. New workers started producing stable seams within weeks. That did not happen because the workers became welding masters overnight. It happened because the process itself was easier to stabilize.
Why beginners often adapt faster
Portable laser welding gives clear visual control, a smoother workflow, and lower heat spread. That reduces some common beginner mistakes.
What still needs training
I never tell customers that training does not matter. It still matters a lot. Safety, parameter setup, and material testing are still key.
| Training Area | TIG | MIG | Portable Laser Welding |
|---|---|---|---|
| Hand skill requirement | High | Medium | Lower for many common tasks |
| Time to stable seam quality | Long | Medium | Often shorter |
| Heat control difficulty | High | Medium | Easier on thin materials |
| Post-weld cleanup skill | Often needed | Often needed | Usually reduced |
| Suitability for new workers | Lower | Moderate | Often high with training |
What I tell distributors and buyers
If your business is facing labor shortages, unstable operator skill, or high training cost8, portable laser welding can be a very strong answer. I do not say that because it sounds good in marketing. I say it because I have seen how fast teams adapt when the machine fits the application. This is also why OEM portable laser welding has become such an important product line for us at Kirin Laser. Our partners want machines that are not only advanced, but also practical for real factory teams.

Will Laser Welding Replace TIG?
This question comes up all the time, and I understand why. When a new method performs well, people want to know if the old one is finished. I do not think the answer is that simple. Welding methods do not disappear overnight. But I do see a clear shift.
Laser welding will not fully replace TIG in every application, but it is replacing TIG in many thin-metal, appearance-sensitive, and efficiency-driven jobs. I see portable laser welding becoming the preferred choice where speed, low distortion, and easier training matter more than the fine manual control TIG traditionally offers.
TIG still has real strengths. It offers fine control. Skilled welders trust it. It works well in many precise and specialty weld situations. So I do not claim that laser welding will erase TIG from the market. That would not be honest. But I do believe laser welding is taking work away from TIG in a growing number of industries.
I see this shift most clearly in portable applications. Handheld laser welding9 gives factories a tool that feels modern, productive, and easier to adopt. The seam quality is attractive. The heat input is low. The speed is much higher in many use cases. The training burden is lower. These factors matter a lot in today’s market, where labor is expensive and production speed affects profit directly.
From the Kirin Laser angle, this change is not theoretical. It is part of the reason we continue to invest in portable laser welding machines10 as a key product category, alongside our laser cleaning machines, laser marking machines, and other OEM laser equipment. We serve partners who want more than a machine. They want a product line that matches where the market is moving. Right now, the market is moving toward easier operation, better finish quality, and lower labor pressure. Portable laser welding fits that direction very well.
Where TIG will likely stay strong
TIG will stay important in jobs that need very specific manual control, traditional workflows, or special welding habits already built into a factory.
Where laser keeps gaining ground
Laser keeps growing in metal furniture, kitchen products, sheet metal fabrication, hardware, enclosures, doors and windows, and many visible seam applications.
| Application Type | TIG Position | Portable Laser Welding Position |
|---|---|---|
| Thin stainless steel | Strong traditional option | Growing fast and often preferred |
| Visible decorative seams | Good | Often better due to clean finish |
| High-skill custom manual work | Strong | Case by case |
| Fast general production | Limited by speed | Very competitive |
| Easy operator onboarding | Harder | Strong advantage |
| Low distortion demand | Good | Often better |
My honest answer
I do not say laser welding replaces TIG everywhere. I say laser welding replaces TIG where the business case is stronger. That is already happening. The better question is not “Will TIG disappear?” The better question is “In which jobs does TIG still make more sense?” Once buyers ask that question, they usually see the market shift much more clearly.
Conclusion
I see laser welding, TIG, and MIG as tools with different strengths, but portable laser welding stands out in the areas many modern buyers care about most. It gives me faster welding, lower heat input, cleaner seams, and easier training for new operators. TIG still gives deep manual control. MIG still works well when filler speed matters. But from the Kirin Laser point of view, portable laser welding is often the smarter choice for thin metal, less distortion, and less post-processing. That is why more distributors and factories are moving in this direction. They are not chasing a trend. They are choosing a better production method.
-
Understand the strengths and limitations of TIG welding, particularly its reliance on operator skill and its impact on weld quality and speed. ↩
-
Learn about the productivity benefits and challenges of MIG welding, including spatter and heat-affected zones. ↩
-
Explore how portable laser welding can enhance joint quality and production efficiency, especially for thin sheet metal and stainless steel applications. ↩
-
Explore this link to understand why MIG welding is a popular choice in many factories and its benefits in various industrial settings. ↩
-
Discover how portable laser welding offers advantages in terms of speed, precision, and reduced post-processing compared to traditional methods. ↩
-
Understand the critical role of safety and process knowledge in welding to ensure effective and safe operations, even with beginner-friendly tools. ↩
-
Explore how portable laser welding can offer a faster path to consistency for beginners, making it a valuable tool for improving welding efficiency. ↩
-
Discover how portable laser welding can be a solution for businesses facing challenges with labor shortages and high training costs, enhancing productivity. ↩
-
Discover why handheld laser welding is becoming a preferred choice in factories, offering modern, productive, and easy-to-adopt solutions for various applications. ↩
-
Explore how portable laser welding machines are revolutionizing industries with their ease of use, speed, and quality, making them a key investment for the future. ↩