I face the same question from many buyers. Paint removal is slow, messy, and risky with old methods. So I ask a clear question: can a laser do it better, faster, and safer? I will share what I know from the factory floor.
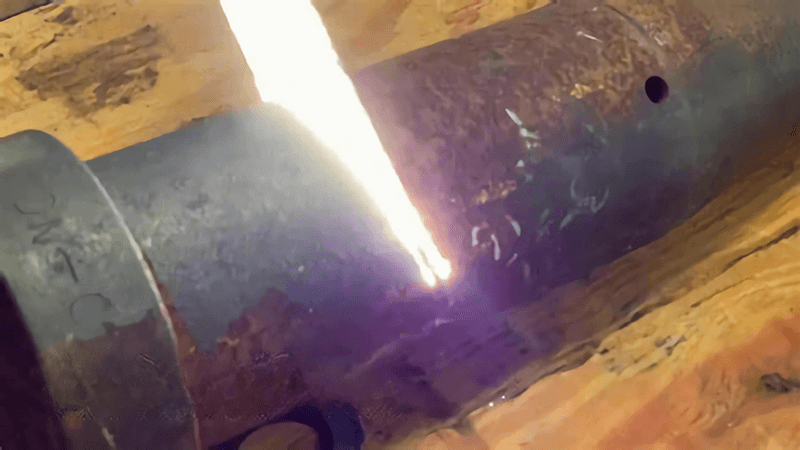
Laser paint removal is very effective on metals. A laser cleaning machine lifts paint with short, intense pulses that turn coatings into gas or dust. The metal stays cool and safe. I control depth, speed, and spot size. So I remove only the paint, not the base.
I work at Kirin Laser. I build and OEM laser machines for cleaning, welding, and marking. I see many cases in auto, shipyard, and aerospace lines. The same pattern is clear. Laser cleaning is precise, repeatable, and clean. I will explain how it works and when it shines.
Can laser cleaning remove paint?
Many buyers doubt it. They think a laser will scratch or melt metal. They fear the paint will only soften. The truth is simple. The right beam removes the paint fast and leaves the metal intact. I have seen it many times.
Laser cleaning removes paint by absorbing energy in the coating. The coating heats fast and lifts off. The pulse is short, so heat does not go deep into the metal. I adjust power, frequency, and speed to match the coating and the metal grade. So I get clean results with low risk.
How it works and when it excels
I like to explain the process in clear steps. The laser emits pulses that hit the paint. The paint absorbs most of the energy because it has a different absorption rate than bare metal. The thermal stress and micro-explosions break the bond between paint and metal. If the pulse is short enough, the heat stays in the coating. The paint vaporizes or becomes dust. The metal reflects more of the beam and stays cooler.
I use two main modes. I use pulsed lasers1 for delicate work and for heat-sensitive bases. I use continuous wave (CW) lasers for thick, robust coatings on heavy steel when speed matters more than fine control. Most paint removal jobs use pulsed systems, like 100W to 500W. I tune beam size, scanning line overlap, and dwell time. I also use a fume extractor2 to remove particles and vapor. The workplace stays clean.
Here is a simple view of what I check before I run a job:
| Factor | What I set | Why it matters |
|---|---|---|
| Coating type | Power and frequency | Dark, thick paint needs more energy |
| Substrate | Pulse width | Soft alloys need short pulses to cut heat |
| Geometry | Scan pattern | Complex shapes need small spots and slow passes |
| Throughput | Speed | High speed needs higher average power |
| Cleanliness | Fume extraction | Good suction keeps optics and air clean |
I remember a case in my shop. A restoration client brought vintage parts with baked-on paint. Media blasting damaged edges and letters. We tested a 300W pulsed unit. The paint lifted cleanly at 240 kHz, 60% power, and a tight 0.5 mm hatch. The metal stayed bright. Cycle time dropped by half. The client smiled. I knew the machine had done its job.

Can you laser over metal?
Some people worry that lasers work only on plastics or on coatings. They ask me if the beam will ruin bare metal. I understand the fear. Metal reflects. Heat can cause warping. But with the right settings, I can work over metal safely.
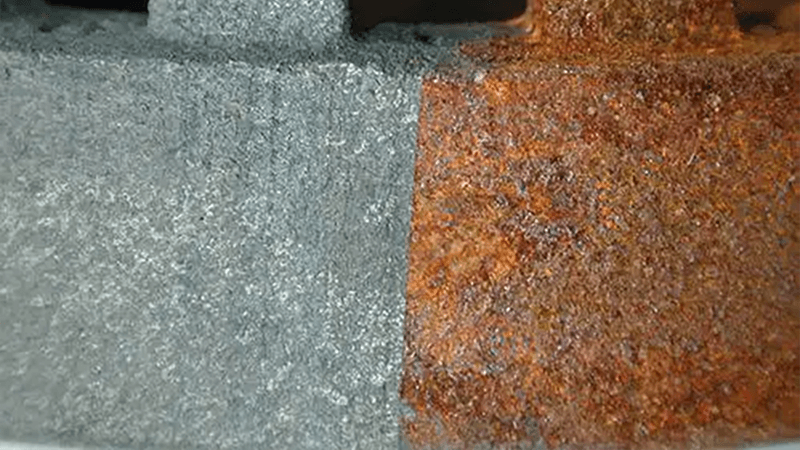
Yes, I can laser over metal. I can clean paint, rust, and oxides from steel, aluminum, copper, and more. I set the pulse and the focus to minimize heat input. I test on a small area. Then I scale up. The surface comes out clean, and the base stays intact.
Metals, settings, and safe windows
I start with the metal type. Steel, stainless, aluminum, and copper have different reflectivity3 and thermal conductivities4. Copper and aluminum reflect more and conduct heat fast. So I pick shorter pulses and higher peak power. I also check if the part has stress or thin walls. Thin parts need care. I use a larger spot and higher scan speed to spread energy. I keep passes light and repeat as needed.
I also consider the finish I want. If I must keep a brushed finish, I use a fine hatch and a low overlap. If I want a matte finish for bonding, I adjust the hatch and duty cycle to create micro-texture. The same head can do both when I tune the recipe.
Here is a quick guide I use in trials:
| Metal | Typical start settings | Notes |
|---|---|---|
| Mild steel | 200–300W pulsed, 100–200 kHz | Robust; wide process window |
| Stainless steel | 200–300W pulsed, 150–250 kHz | Watch heat tint; use fast scans |
| Aluminum | 200–500W pulsed, 200–400 kHz | High reflectivity; use short pulses |
| Copper | 300–500W pulsed, 200–400 kHz | Very reflective; ensure anti-reflection measures |
I run beam delivery with a galvo head and a focus lens matched to the field size. I set scan speed, line spacing, and number of passes. I use air knife or nitrogen if soot forms. I verify temperature rise with a simple IR gun during trials. I keep the surface below a safe threshold. These steps allow me to laser over metal, not into it.
I learned this on the line with a batch of aluminum trim panels. A supplier had paint that flaked unevenly. We needed a clean, uniform surface. A 300W pulsed cleaner at 300 kHz, 2.5 m/s scan speed, and 0.04 mm hatch cleared the paint. The panels stayed flat. The finish looked even. The rework rate dropped to near zero.

Does laser removal work permanently?
I hear this a lot. People ask if the paint will come back or if residues will cause new issues. They also ask about corrosion after cleaning. The answer is clear when I look at the physics and the process.
Laser paint removal is permanent. The coating leaves the surface. It does not grow back. But long-term results depend on what comes next. If I expose bare metal to moisture, it can oxidize. So I pair cleaning with correct protection or downstream steps.
What “permanent” means in production
I define “permanent” as full removal of the target layer to a required standard. The standard might be visual, adhesion, or surface chemistry. A laser can meet strict standards when I set it right. I achieve consistent removal because each pass deposits a repeatable energy dose. The scan field is controlled. The dwell time is short. The laser leaves a surface5 ready for bonding, repainting, or coating.
The permanence of the result depends on the downstream flow. If a line needs repaint, I hand off a clean, activated surface. Paint adhesion often improves after laser cleaning6 because I remove oils and oxides at the same time. If the part goes to storage, I add a passivation step or a temporary rust inhibitor for steel. The laser does not cause residue that triggers failure. In fact, I reduce foreign media risk because I do not blast grit into cavities.
I confirm the result with simple tests:
| Test | Why I use it | What I look for |
|---|---|---|
| Tape pull or cross-hatch | Check adhesion of new paint | No peel on cut squares |
| Contact angle | Check surface energy | Lower angle means better wetting |
| XPS/EDS spot check | Verify no residual organics | Low carbon signal after clean |
| Gloss/roughness (Ra) | Confirm finish spec | Within the spec window |
I also track cycle time, power use, and consumables. Laser cleaning uses electricity and optics only. I do not buy media. I do not handle waste grit. So the process stays stable and repeatable. That makes the removal result stick, not only in quality, but also in cost control.
Does laser cleaning damage metal?
Buyers fear hidden damage. They ask me about micro-cracks, hardness changes, and warping. They have seen blasting pits or chemical stains. They worry a beam will do worse. I do not ignore this. I prove it with tests and clear limits.
Laser cleaning does not damage metal when I stay in the correct energy range. I use short pulses and control the fluence. I keep heat in the coating. I avoid melting and ablation of the base. Trials and QC give me confidence.
Safe process window and proof
I design each job with a safe window. I set fluence (J/cm²), pulse width (ns–us for pulsed cleaners), repetition rate, and scan speed. I target fluence above the paint ablation threshold7 but below the metal damage threshold. The exact numbers vary with paint and alloy. This is why I run trials on scrap parts or test coupons. I mark results, measure, and then lock the recipe.
I look for these indicators:
| Indicator | Bad sign | My fix |
|---|---|---|
| Color change (heat tint) | Blue/brown around scan path | Higher speed, lower duty cycle |
| Surface melt or haze | Smeared micro-structure | Shorter pulse, larger spot |
| Roughness spike | Ra jumps beyond spec | Reduce overlap, fewer passes |
| Warping on thin parts | Flatness out of spec | Backing fixture, multi-light passes |
I also use a simple microscope check at 50–200x. I compare before and after grain boundaries on steel or aluminum. I do not see recast layers when I stay in range. I have sent samples for hardness and microstructure checks8 at independent labs. We see no change on stainless and low carbon steel under our normal settings. When we push fluence very high, we can cause light ablation. But I avoid that in cleaning jobs.
I learned this lesson with thin stainless nameplates. A customer had a 0.3 mm thick sheet with fragile ink and a soft adhesive. The risk of warp was high. We used very short pulses, a large spot, and high scan speed, with many passes. The plates stayed flat. The adhesive came off. The base metal looked the same under the scope.
Is laser cleaning abrasive?
People often compare laser cleaning to blasting, sanding, or wire brushing. They fear it will grind away the base. They want to keep the grain or polish. They ask me if the laser is abrasive. I give a short answer and then show proof.
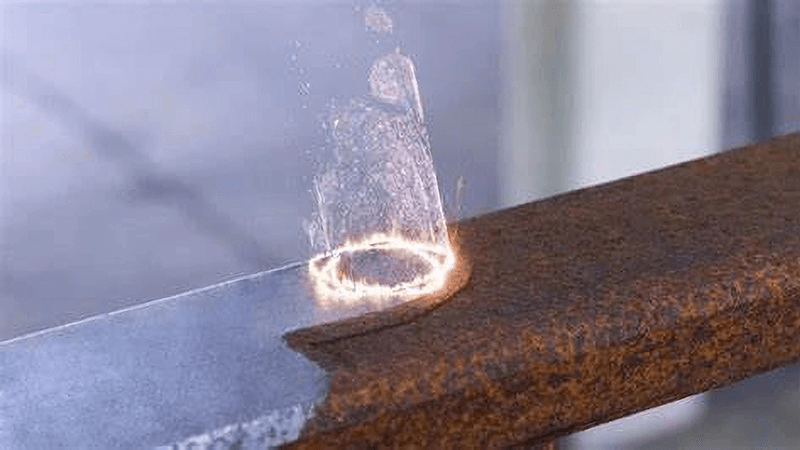
Laser cleaning is non-abrasive. It does not use media and does not rely on impact. The beam lifts paint and contaminants by energy absorption and rapid gas expansion. The base metal stays untouched when I set the process window right.
Non-contact method and surface integrity
Abrasive methods hit the surface with particles. They remove material by force. They can embed grit in crevices. They can round edges and change dimensions. Laser cleaning9 is different. It is non-contact. The beam energy interacts with the coating more than with the metal. This gives me control. I can stop at the paint-to-metal interface. I can keep a fine brushed grain on stainless. I can clean a polished mold without haze.
I also care about cleanliness and safety. I use a fume extractor with HEPA and carbon filters10. I capture vapor and dust right at the nozzle. I do not create piles of media waste. I reduce cleanup time. The optics stay clean with an air knife. The operator works in a cleaner area. This is good for quality and for the team.
Here is a contrast that I share in demos:
| Method | Contact | Base risk | Consumables | Typical waste |
|---|---|---|---|---|
| Sandblasting | Mechanical | High (pits, rounding) | Media, nozzles | Grit + dust |
| Chemical stripping | Chemical | Medium (etch, undercut) | Solvents, PPE | Liquid waste |
| Wire brushing | Mechanical | Medium (scratches) | Brushes | Metal dust |
| Laser cleaning | Non-contact | Low (if tuned) | Optics only | Fume + fine dust |
I used to run a blasting line for a client. The parts came out clean, but we lost sharp features. With laser cleaning, we kept edges. We cut rework. We also stopped buying bags of media. The cost model improved. The environment improved too. This is why I say laser cleaning is non-abrasive and also practical.

Conclusion
Laser paint removal11 from metal works well when I set the beam right. It is fast, precise, and clean. It does not grind the base. It keeps edges and finishes intact. It can run in line with fume control and simple QC. If you face stubborn coatings, I can test your parts and share a tuned recipe that fits your throughput and quality goals.
-
Explore the benefits of pulsed lasers for precise and effective paint removal, especially on delicate surfaces. ↩
-
Learn how fume extractors enhance safety and cleanliness in laser paint removal, ensuring optimal working conditions. ↩
-
Exploring reflectivity helps in selecting the right metal for laser applications, ensuring efficiency and quality. ↩
-
Understanding thermal conductivities is crucial for optimizing laser settings and achieving desired finishes. ↩
-
Discover how laser cleaning enhances surface preparation, ensuring optimal bonding and coating, while reducing contamination and improving adhesion. ↩
-
Explore this link to understand how laser cleaning enhances efficiency and quality in various industrial processes. ↩
-
Understanding the paint ablation threshold is crucial for optimizing laser cleaning processes and avoiding damage. ↩
-
Exploring hardness and microstructure checks can enhance your knowledge of material properties and their implications in manufacturing. ↩
-
Explore the advantages of laser cleaning, including efficiency and environmental benefits, to understand its practical applications. ↩
-
Learn how advanced fume extractors enhance safety and cleanliness in work environments, ensuring better health for operators. ↩
-
Find the best laser cleaning machine and laser cleaning solutions from Kirin Laser, clicking this link to get all your needs for your business. ↩




