In precision manufacturing, welding thin stainless steel is a nightmare for many. It warps. It burns through. And it slows everything down. But what if the solution is simpler—and more repeatable—than you thought?
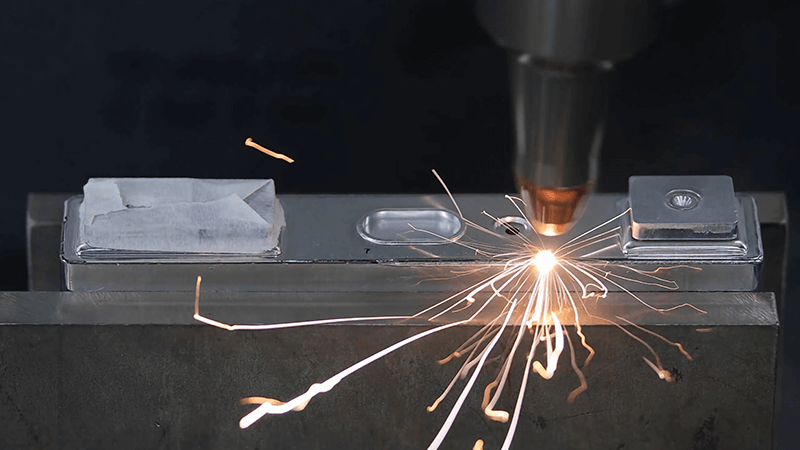
We use pulse-mode laser welding, low peak power, and slow travel speed to get clean, consistent welds on 0.5mm stainless steel—no burn-through, no distortion.
When a medical tools manufacturer came to us struggling with TIG welds on 0.6mm parts, we helped them switch to laser welding. With some tuning, they immediately saw better seams, zero warping, and faster throughput. This is how we approach thin stainless steel welding at Kirin Laser.
What type of welding is best for thin steel?
Thin steel needs control. Too much heat, and it deforms or burns through. Too little, and it doesn’t bond at all. Most shops try TIG, but it’s slow, inconsistent, and very dependent on the operator’s skill.
Laser welding is the best option for thin steel. It offers precise heat control, clean seams, and faster operation with minimal distortion.
Why laser beats TIG and MIG for thin stainless
TIG is often the go-to for thin material. But TIG welding 0.5mm stainless requires a highly skilled operator. A small error causes instant burn-through. MIG isn’t even an option—too hot, too messy.
Laser welding gives us full control. We dial down peak power and switch to pulse mode. That way, we deliver short bursts of energy. This melts the metal just enough without overheating it. We also slow down the travel speed to allow full fusion without heat buildup.
| Welding Type | Control Level | Heat Input | Skill Requirement | Result on 0.5mm SS |
|---|---|---|---|---|
| MIG | Low | High | Low | Burn-through likely |
| TIG | Medium | Medium | High | Inconsistent seams |
| Laser | High | Low | Medium | Clean, tight seams |
With the right laser settings, I can weld thin stainless1 all day without a single burn-through. We’ve helped many clients do the same.
How to stick weld thin stainless steel?
Stick welding, or SMAW, is often used in structural welding. But it’s not designed for thin materials. The high heat and wide arc make it almost impossible to control on stainless below 1mm.
Stick welding is not recommended for thin stainless steel. Laser welding provides much better results with more control, especially below 1mm.
Why stick welding fails and what to use instead
Even experienced welders avoid stick welding2 for anything below 2mm. The electrodes are too aggressive. The arc spreads too wide. On thin material, you either blow holes or create weak, porous welds.
At Kirin Laser, we often see clients trying stick welding first—mostly because it’s cheap and familiar. But they always run into the same issue: heat control3.
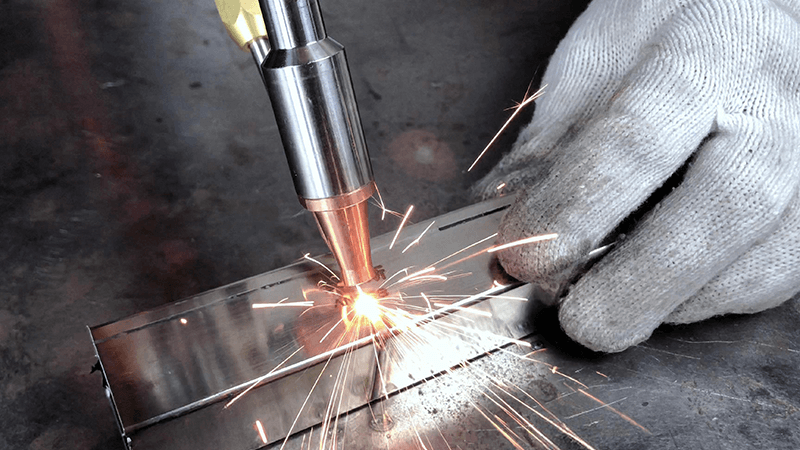
Laser welding machines, especially the ones we produce, solve this with precision. You can target a spot less than 0.2mm wide with very specific energy input. Pulse mode lets us cool between pulses, reducing heat buildup even more.
| Factor | Stick Welding (SMAW) | Laser Welding |
|---|---|---|
| Arc Width | Wide | Narrow |
| Heat Affected Zone | Large | Minimal |
| Skill Needed | High | Moderate |
| Best Thickness Range | >2mm | <1mm |
One of our OEM clients used to stick weld enclosure panels made of 0.8mm stainless. They switched to laser and now complete jobs 3x faster with zero material loss.
What is the welding technique for thin metal?
You can’t just apply standard welding rules when working with thin metal. The margin for error is razor-thin. Whether you're welding 0.5mm or 1mm stainless, the key is energy control.
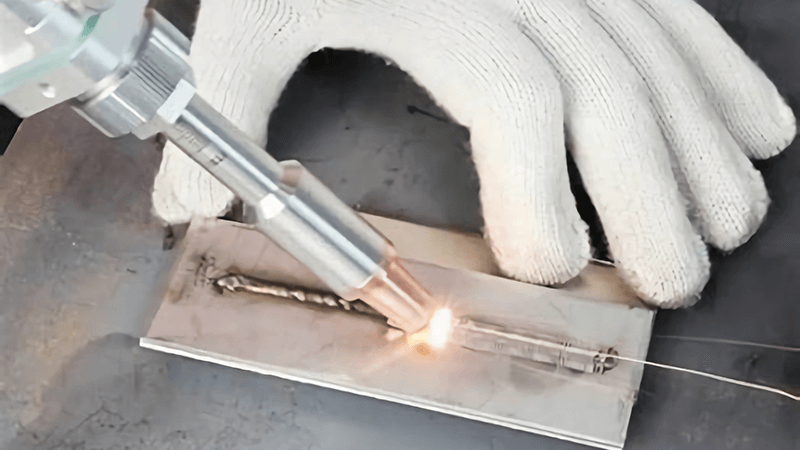
Use pulse laser welding with low peak power, slow travel speed, and tight focus to weld thin stainless steel cleanly and consistently.
Breaking down the technique we use
The three parts of the technique that matter most are:
1. Pulse Mode
Pulse mode lets us fire the laser in rapid bursts. Each pulse melts a tiny amount of metal, just enough to fuse without overheating. This avoids warping and burn-through.
2. Low Peak Power
By lowering peak power, we shrink the heat-affected zone. It gives us better control on edges and seams, especially on curved or irregular shapes.
3. Slow Travel Speed
This sounds counterintuitive. But slowing the movement of the weld head actually ensures each pulse overlaps just enough to form a full seam without adding extra heat.
| Technique Element | Why It Matters |
|---|---|
| Pulse Mode4 | Reduces heat buildup |
| Low Peak Power5 | Prevents burn-through |
| Slow Travel Speed6 | Ensures complete fusion |
We apply this combo on every project involving thin sheet metal. The results are always consistent. Even new operators can get great results with only a little training.
Can you weld thin stainless steel?
This is the question many clients ask us first. They’ve tried, failed, and burned through expensive parts. The answer is yes—if you use the right method.
Yes, you can weld thin stainless steel successfully using laser welding. It gives full control over the process, prevents defects, and increases production speed.
Why laser welding makes it possible
One client in the medical industry struggled for months with 0.6mm stainless brackets. They tried TIG, even micro-TIG. The welds were inconsistent. They had to scrap over 30% of their parts.
We stepped in and did three things:
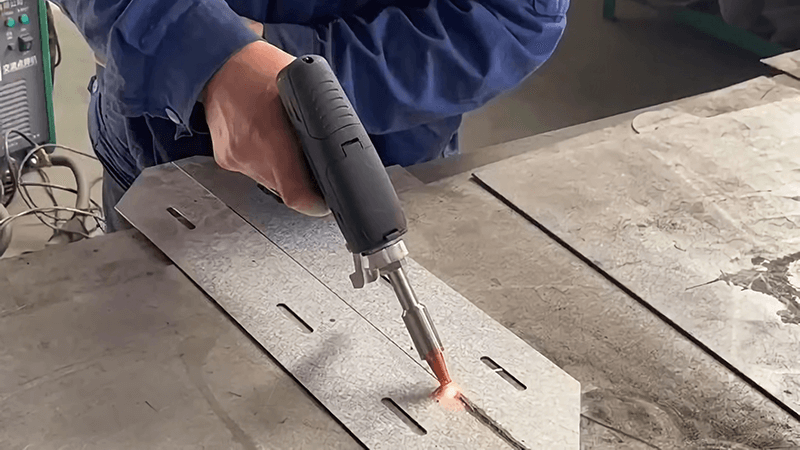
- Switched them to our Kirin Laser handheld system7
- Tuned the machine for low pulse energy and moderate speed
- Trained their team for a day
After that, they cut cycle time by 40%, dropped scrap to near zero, and improved final weld appearance significantly.
Laser welding removes the guesswork. The machine controls power, duration, and focus automatically. You get repeatable results. That’s something no manual process can offer.
| Before Kirin Laser | After Kirin Laser |
|---|---|
| 30% part rejection | <1% rejection |
| TIG setup time 15 min | Laser setup <2 min |
| Weld speed slow | Weld speed fast |
When people ask me “can you weld thin stainless?” my answer is yes—but only if you’ve got the right tool. That tool is a precision laser welder8.

Conclusion
Welding very thin stainless steel isn’t just possible—it’s scalable, clean, and fast with the right technology. At Kirin Laser, we’ve helped clients move beyond TIG and stick methods by using low-energy, pulse-mode laser welding9. This gives full control and reliable results even on 0.5mm parts. Whether you're a manufacturer or a distributor like John, precision matters. That’s why we always say—Precision in Every Beam.
-
Learn effective techniques for welding thin stainless steel to achieve clean and strong seams without burn-through. ↩
-
Understanding the drawbacks of stick welding can help you make informed decisions about welding methods and improve your projects. ↩
-
Learning about heat control techniques can significantly improve the quality and efficiency of your welding projects. ↩
-
Understanding Pulse Mode is crucial for mastering laser welding techniques, ensuring precision and quality in your projects. ↩
-
Exploring Low Peak Power will enhance your knowledge of controlling heat in welding, leading to better results and fewer defects. ↩
-
Learning about Slow Travel Speed can improve your welding skills, ensuring complete fusion and high-quality seams in your work. ↩
-
Explore the Kirin Laser handheld system to understand its advantages in precision welding and how it can enhance your production efficiency. ↩
-
Learn about precision laser welders and their unique features that make them essential for high-quality welding in various industries. ↩
-
Find the best laser welding for thin metal solutions, clicking this link to get your solutions and machine with best prices. ↩




